


Compatibilité des matériaux dans le moulage par injection multi-matériaux :conseils d'experts pour les processus de surmoulage et de double injection
Publié le 24 novembre 2021
Publié initialement sur fastradius.com le 24 novembre 2021
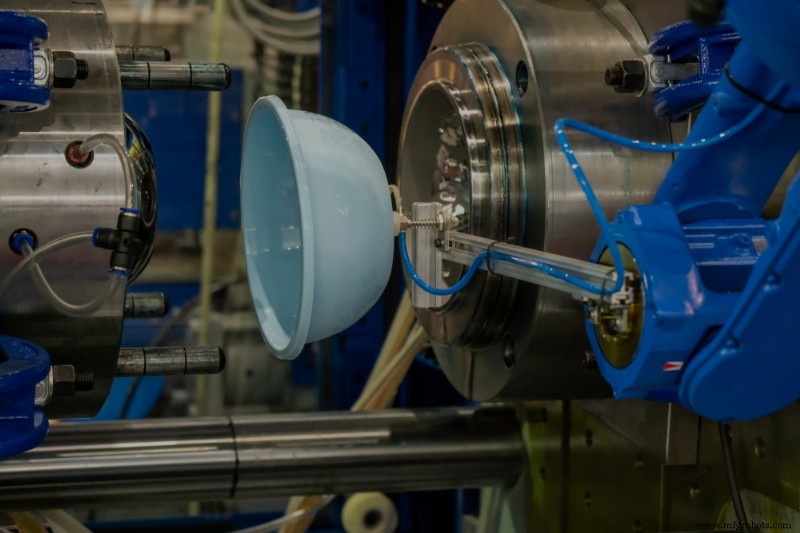
Le moulage par injection multi-matériaux fait référence à tout processus de moulage par injection qui lie deux ou plusieurs matériaux distincts en un seul composant plastique intégré. Les deux techniques les plus répandues sont le surmoulage et le moulage en deux injections.
En surmoulage, un substrat rigide est d'abord moulé à partir d'un thermoplastique choisi. Ce substrat est ensuite positionné dans une cavité de surmoulage séparée, et un matériau de surmoulage fondu est injecté pour envelopper ou recouvrir le substrat. Lors du refroidissement, les deux polymères se lient chimiquement ou mécaniquement, donnant ainsi une pièce présentant une résistance et une durabilité accrues. Bien que la configuration à deux outils augmente les coûts d'outillage, l'élimination de l'assemblage en aval peut réduire considérablement les dépenses en main d'œuvre et en matériaux tout au long du cycle de vie du produit.
Le moulage par injection en deux temps permet d'obtenir un résultat similaire avec un seul outil. Le premier matériau est injecté pour former le substrat; une fois solidifié, le moule s'ouvre et la deuxième chambre tourne de 180° pour mettre le substrat en contact avec le deuxième matériau. Le deuxième polymère est ensuite injecté, le liant à la première couche. Bien que la conception de l'outil soit plus complexe et plus coûteuse, le moulage en deux étapes offre des temps de cycle plus rapides et est idéal pour la production en grand volume, tandis que le transfert manuel du surmoulage le rend plus adapté aux tirages en petit volume.
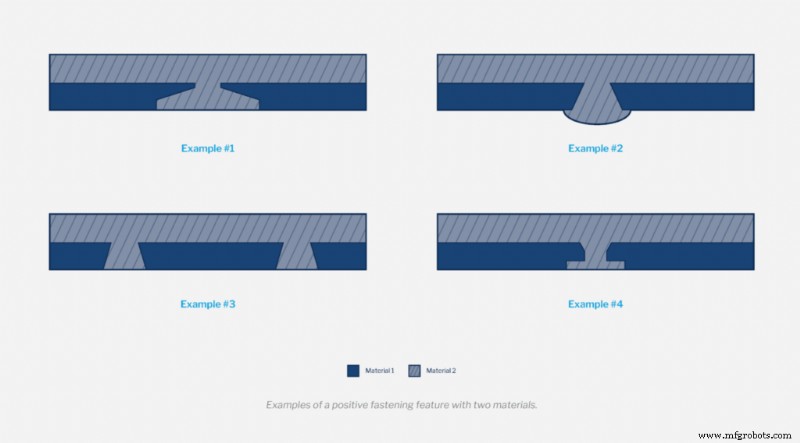
La compatibilité des matériaux, ancrée dans la compatibilité chimique, décrit la stabilité d'un polymère lorsqu'il est exposé à un autre. Les paires incompatibles peuvent réagir chimiquement, entraînant des vides, une décoloration ou même une défaillance catastrophique. Pour les polymères qui ne peuvent pas former de liaison chimique, une fixation mécanique positive ou un verrouillage physique est recommandé pour maintenir l'intégrité du joint.
Considérations clés pour la sélection des matériaux de moulage par injection
Une inadéquation entre deux résines peut entraîner tout, depuis une odeur persistante dans la zone de production jusqu'à la défaillance d'un baril explosif. Les ingénieurs doivent donc évaluer soigneusement les associations de résines et confirmer qu'il n'y a aucune contre-indication avant de s'engager dans la conception d'un moule.
Les associations couramment incompatibles incluent :
- Acétal avec PVC ou CPVC
- Ionomère avec acétal, PVC ou CPVC
- TPV avec acétal, PVC ou CPVC
Si le même cylindre et la même vis de machine sont utilisés pour plusieurs résines, quelle que soit leur compatibilité, un démontage et un nettoyage approfondis sont essentiels. Même des traces de résidus d'une résine non compatible peuvent déclencher une réaction.

Comment la friction, l'adhérence et l'usure affectent le moulage par injection multi-matériaux
La tribologie (l'étude du frottement et de l'usure entre les surfaces mobiles) joue un rôle essentiel dans la conception de composants à emboîtement ou à emboîtement. La sélection de matériaux à faible friction et à haute résistance à l'usure, tels que le PEHD ou l'acétal, permet d'éviter les accrocs et de prolonger la durée de vie des pièces.
Les ingénieurs peuvent également incorporer des inserts métalliques (bronze ou laiton) pour réduire l'usure lorsque le plastique est moulé autour d'eux. La liaison mécanique grâce à une fonction de fixation positive garantit un joint robuste, tandis que les faibles propriétés d'usure du métal atténuent la dégradation à long terme.
Même si le surmoulage et les procédés bi-injection créent des liaisons chimiques ou mécaniques, des défauts d'adhésion peuvent toujours survenir, notamment avec les élastomères thermoplastiques (TPE). Les superpositions minces (moins de 1/16″) peuvent refroidir trop rapidement pour adhérer correctement, et des rapports longueur/épaisseur disproportionnés peuvent favoriser le gondolage ou le délaminage.
Pour améliorer l'adhérence quel que soit le type d'élastomère, envisagez ces stratégies :
- Concevez une transition abrupte entre le substrat et le revêtement pour éviter l'amincissement.
- Utilisez un dispositif d'arrêt pour créer une butée dure pour le matériau en fusion et éliminer les courbures ou les points de déchirure potentiels.
- Assurez-vous d'une ventilation adéquate dans l'outil pour empêcher l'air d'être emprisonné pendant le surmoulage.
- Gardez les inserts et les substrats propres pour faciliter une meilleure adhérence.
- Préchauffez les inserts pour améliorer la force d'adhérence.
Maîtrisez la sélection des matériaux de moulage par injection avec SyBridge
Le moulage par injection multi-matériaux permet d'obtenir des pièces durables et intégrées, mais le choix des bonnes combinaisons de polymères nécessite une expertise en chimie, en tribologie et en conception. Un partenaire chevronné comme SyBridge peut vous guider dans la sélection des matériaux, l'optimisation de la conception et la planification de la production, garantissant ainsi des joints fiables et des pièces de haute qualité.
Pour toute question concernant le surmoulage ou la compatibilité des matériaux à deux injections, contactez les concepteurs de SyBridge dès aujourd'hui . Forts de plusieurs années d'expérience, nous aidons les équipes produit à sélectionner les meilleurs matériaux pour leur prochain projet. Créons ensemble quelque chose d'extraordinaire.
Technologie industrielle
- Meilleures pratiques de gestion des actifs de services publics :Optimisation de la valeur à vie de vos actifs
- 12 applications de science des données les plus courantes en 2021
- Barres de rotor à cage d'écureuil :utilisations, avantages, échecs et plus
- Conception optimale et impression de pâte à souder compatible avec le montage de composants QFN
- Théorème de Norton. Procédure facile étape par étape avec exemple
- L'intelligence artificielle prédit le comportement des systèmes quantiques
- Examen de la croissance des établissements de fabrication dans le nord-ouest du Pacifique
- L'automatisation des contrats est une étape clé vers l'évolution de la chaîne d'approvisionnement numérique
- MDI vs TDI :Choisir l'isocyanate optimal pour les applications de polyuréthane thermodurci