


Types d'impression 3D :7 catégories principales de technologies d'impression 3D
Lorsque la plupart des gens entendent « impression 3D », ils imaginent une petite machine de bureau fabriquant des pièces en plastique. Mais il se passe bien plus de choses dans les coulisses. Ce que nous appelons l'impression 3D est en fait un groupe de différentes technologies qui construisent des objets couche par couche à partir d'une conception numérique.
Contrairement à la fabrication traditionnelle, où le matériau est découpé à partir d'un bloc solide, les imprimantes 3D n'ajoutent que ce qui est nécessaire.
Selon la norme ISO/ASTM 52900-15, l'impression 3D est divisée en sept catégories :photopolymérisation en cuve, projection de matériaux, projection de liant, fusion sur lit de poudre, extrusion de matériaux, dépôt d'énergie dirigée et laminage de feuilles. Chacun d'eux utilise une approche différente et chacun a ses propres atouts en fonction des matériaux avec lesquels vous travaillez, de votre budget et de la complexité de votre pièce.
Certaines des méthodes d’impression 3D les plus avancées d’aujourd’hui remontent aux années 1980. La stéréolithographie (SLA) a été brevetée en 1986, et depuis lors, nous avons assisté à d'énormes avancées, comme FDM, SLS et MJF, chacune conçue pour des objectifs différents :vitesse, détail, gamme de matériaux ou rentabilité.
Vous pouvez désormais trouver des machines de bureau pour moins de 200 dollars et des systèmes de qualité industrielle qui coûtent plus d'un million de dollars. Du PLA et ABS aux poudres métalliques, céramiques et résines photopolymères, l'industrie de l'impression 3D est devenue un outil sérieux pour les amateurs et les ingénieurs de fabrication.
Dans cet article, nous détaillerons chaque principal type d'impression 3D, explorerons leur fonctionnement et vous aiderons à déterminer lequel correspond le mieux à vos besoins, que vous débutiez ou que vous augmentiez votre production.
Extrusion de matériaux
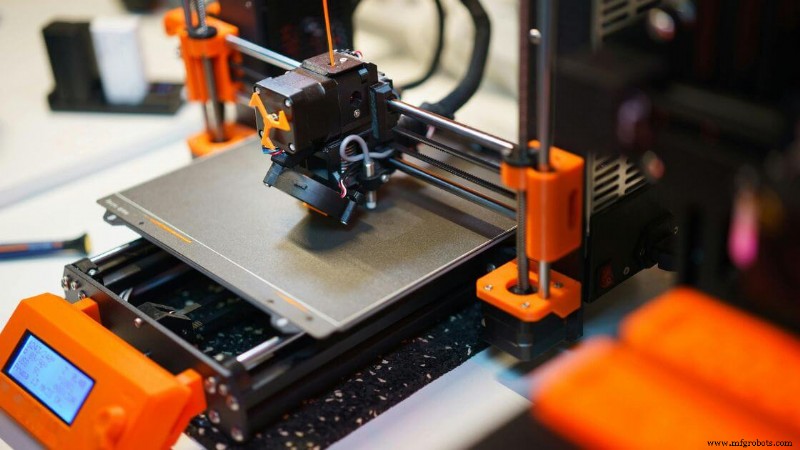
 L'extrusion de matériaux fait référence à un groupe de processus d'impression 3D dans lesquels le matériau de construction est poussé à travers une buse et déposé couche par couche pour former une pièce tridimensionnelle.
L'extrusion de matériaux fait référence à un groupe de processus d'impression 3D dans lesquels le matériau de construction est poussé à travers une buse et déposé couche par couche pour former une pièce tridimensionnelle.
Le matériau, généralement un thermoplastique, est chauffé jusqu'à ce qu'il soit semi-liquide, puis extrudé selon un chemin contrôlé guidé par un fichier de conception assistée par ordinateur. Chaque couche fusionne avec la précédente en refroidissant, formant une structure solide.
Il s’agit de l’un des types de méthodes d’impression 3D les plus courants et les plus accessibles. Vous le voyez souvent dans les imprimantes 3D de bureau qui utilisent du filament en bobine, mais la catégorie comprend également les machines de grande capacité qui extrudent des granulés, du béton ou des pâtes.
Que vous produisiez de petits composants ou des prototypes à grande échelle, l'extrusion de matériaux offre une flexibilité significative en termes de conception et de volume de fabrication.
La gamme de matériaux d’impression 3D pris en charge est large. Les thermoplastiques standards comme le PLA, l'ABS et le PETG sont courants, tandis que les configurations plus avancées peuvent gérer des composites en fibre de carbone, des polymères résistants à la température ou des filaments chargés de métal.
Certaines machines sont même utilisées dans la construction ou la modélisation alimentaire.
La précision dimensionnelle se situe généralement autour de ±0,5 mm, bien que cela varie en fonction de l'équipement, du matériau et des contrôles environnementaux. Les objets en surplomb nécessitent souvent des structures de support pour éviter l'effondrement pendant l'impression. Un post-traitement peut être nécessaire pour améliorer la finition de surface et supprimer les supports.
L'extrusion de matériaux reste un choix de premier plan pour le prototypage en raison de sa rentabilité, notamment par rapport à des technologies plus complexes comme le frittage sélectif laser ou la stéréolithographie. Il sert également de base à la modélisation des dépôts fondus, une implémentation largement utilisée de cette catégorie.
Modélisation de dépôt de fusion (FDM) ou fabrication de filaments fondus (FFF)
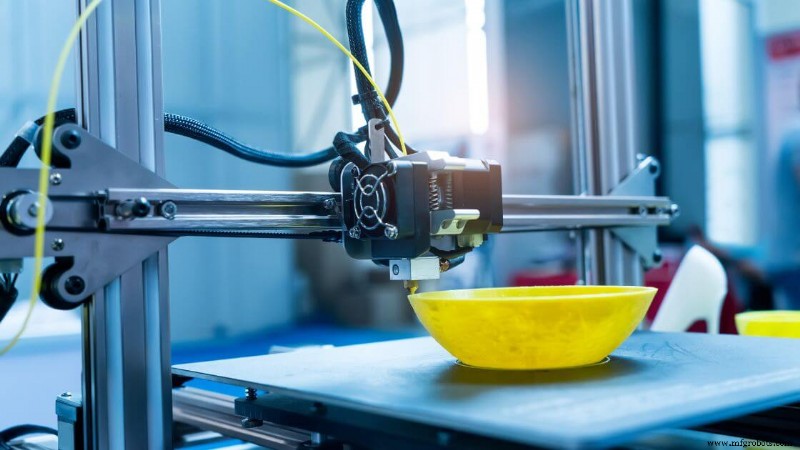
La modélisation par dépôt fondu, également connue sous le nom de fabrication de filaments fondus, est un type d'extrusion de matériau dans lequel un filament thermoplastique est introduit dans une tête d'impression chauffée. Le matériau fond et est extrudé à travers une buse, formant chaque couche de l'objet 3D à mesure qu'il refroidit et se solidifie sur la plaque de construction.
Vous travaillerez généralement avec des matériaux tels que le PLA, l’ABS, le PETG et le TPU. Les options plus avancées incluent le polycarbonate, l'ULTEM et les filaments remplis de fibre de carbone ou de poudres métalliques. Ces filaments peuvent offrir différentes propriétés mécaniques en fonction des exigences fonctionnelles de votre pièce.
Ce processus est idéal pour des applications telles que le prototypage rapide, les modèles éducatifs, les tests de produits de consommation et les aides à la fabrication telles que les gabarits ou les fixations.
L'impression 3D FDM est également courante dans les flux de développement de produits où la géométrie des pièces ou l'ajustement des assemblages doivent être évalués avant la production en série.
La précision typique est d'environ ±0,5 mm et la résolution des couches s'étend généralement de 50 à 300 microns. La vitesse d'impression varie en fonction du matériau et de la complexité de la pièce, mais les cadences standard se situent entre 40 et 100 mm/s.
Avantages :
- Faible coût :les imprimantes et filaments d'entrée de gamme sont largement disponibles à des prix abordables.
- Variété de matériaux :une large sélection de plastiques avec différentes résistances, couleurs et finitions.
- Facilité d'utilisation :les flux de travail logiciels simples le rendent accessible aussi bien aux débutants qu'aux professionnels.
- Évolutivité :disponible depuis les ordinateurs de bureau jusqu'aux systèmes à l'échelle industrielle avec de grands volumes de build.
Inconvénients :
- Lignes de calque visibles :les pièces présentent souvent des crêtes entre les calques, à moins qu'un post-traitement ne soit appliqué.
- Liaisons intercouches plus faibles :les propriétés mécaniques peuvent être incohérentes en fonction de l'orientation de la pièce.
- Exigences en matière de support :les surplombs et les ponts peuvent nécessiter du matériel supplémentaire qui devra être retiré ultérieurement.
- Précision inférieure :par rapport à l'impression 3D en résine ou à la fusion sur lit de poudre, la FDM peut avoir des difficultés avec les détails les plus fins.
Bio-impression 3D
 La bio-impression 3D est une forme spécialisée d'extrusion de matériaux qui utilise des bio-encres, généralement fabriquées à partir de cellules vivantes en suspension dans des hydrogels, pour créer couche par couche des structures semblables à des tissus.
La bio-impression 3D est une forme spécialisée d'extrusion de matériaux qui utilise des bio-encres, généralement fabriquées à partir de cellules vivantes en suspension dans des hydrogels, pour créer couche par couche des structures semblables à des tissus.
Contrairement aux méthodes d'impression 3D traditionnelles qui reposent sur des thermoplastiques ou des poudres métalliques, ce processus donne la priorité à la viabilité cellulaire et à la compatibilité des biomatériaux.
L'extrusion doit être suffisamment précise et douce pour éviter d'endommager les composants vivants, tout en formant des géométries biologiques fonctionnelles.
Les matériaux que vous trouverez dans ce processus comprennent des polymères biodégradables comme l'alginate, le collagène, la gélatine et la fibrine.
Ceux-ci servent d’échafaudage pour soutenir la croissance et la disposition des cellules. Étant donné que les structures doivent imiter des tissus réels, ces matériaux sont sélectionnés pour leur compatibilité, leur flexibilité et leur capacité à soutenir la vascularisation.
Les candidatures avancent rapidement. Vous verrez la bio-impression 3D utilisée dans la recherche sur les dispositifs d’organes sur puce, les échafaudages tissulaires, les modèles de médecine régénérative et même la biofabrication à un stade précoce de la peau ou du cartilage. Il ne s'agit pas uniquement de modèles conceptuels :ce sont des étapes pratiques vers de futures solutions implantables.
La précision dimensionnelle peut atteindre entre 100 et 200 microns ou moins, en fonction de l'étalonnage de l'imprimante et de la viscosité de la bio-encre. Cependant, les performances varient en fonction de facteurs environnementaux tels que l'humidité, le contrôle de la tête d'impression et la stérilité.
La vitesse d'impression dépend de la densité cellulaire, de la taille de la buse et des débits d'hydrogel. En règle générale, les impressions sont plus lentes que l'extrusion de polymères, car le maintien de la santé des cellules est plus important que la vitesse.
Avantages :
- Potentiel d'ingénierie tissulaire :ouvre la voie vers des organes fonctionnels et des thérapies régénératives.
- Personnalisable :structures sur mesure pour les tests de médicaments ou les implants spécifiques au patient.
- Contrôle couche par couche :permet le placement spatial de différents types de cellules.
Inconvénients :
- Haute complexité :exige un contrôle strict de la température, de la stérilité et de la cohérence de l'encre biologique.
- Longévité limitée :les constructions imprimées nécessitent souvent une culture ou un conditionnement immédiat.
- Obstacles réglementaires :l'utilisation clinique implique de nombreuses étapes de tests et de conformité.
Impression 3D pour le bâtiment
L'impression 3D pour la construction est une méthode de fabrication additive à grande échelle qui utilise des systèmes d'extrusion automatisés, généralement des bras robotisés ou des buses montées sur un portique, pour déposer des matériaux de construction, tels que le béton, dans des formations en couches.
Contrairement aux méthodes traditionnelles, il construit directement à partir de modèles numériques en utilisant la technologie d'impression 3D, permettant de produire des murs, des coques structurelles ou même des bâtiments entiers couche par couche sans moules ni coffrages standards.
Vous verrez généralement des matériaux tels que des mélanges cimentaires, du béton à prise rapide, des composés géopolymères et des mortiers spécialisés utilisés dans ces systèmes.
Le choix du matériau de base doit répondre à des exigences strictes de fluidité et de durcissement, garantissant que chaque nouvelle couche de pièce adhère bien à la précédente tout en maintenant l'intégrité structurelle.
Cette approche a gagné du terrain à l’échelle mondiale dans les projets visant une construction durable, rapide et peu coûteuse. Des logements sociaux aux abris d'urgence et à l'architecture artistique, la gamme d'applications s'élargit.
Bien que ce soit encore émergent, vous trouverez plusieurs exemples concrets dans lesquels des imprimantes 3D ont créé des maisons entières ou des pièces structurelles clés en quelques jours seulement, ce qui a permis de gagner des semaines par rapport aux délais de construction traditionnels.
La précision se situe généralement entre ±5 mm et ±10 mm en fonction de la taille de la plate-forme de fabrication de l'imprimante, de la précision des buses et des facteurs environnementaux. La vitesse d'impression peut varier mais est souvent plus rapide que le travail manuel pour les formes droites ou répétitives. La résolution des couches a tendance à être grossière, comprise entre 10 mm et 30 mm, mais peut être améliorée à l'aide de techniques de finition.
Avantages :
- Réduit les besoins en main d'œuvre, en particulier pour les tâches répétitives
- Accélére considérablement le temps de construction pour certaines géométries
- Réduit le gaspillage de matériaux lors de la modélisation des dépôts
- Permet de nouvelles formes architecturales organiques impossibles à réaliser avec les méthodes traditionnelles
Inconvénients :
- Nécessite un équipement massif, ce qui limite la mobilité et la facilité d'installation
- Les matériaux doivent être conçus avec précision pour garantir une fluidité et un durcissement rapides
- Les normes de conformité au code et d'inspection continuent d'évoluer
- La finition de surface et la géométrie des pièces peuvent nécessiter un affinement manuel après l'impression
Photopolymérisation en cuve
La photopolymérisation en cuve est un processus d'impression 3D qui utilise la lumière pour durcir sélectivement des couches de résine liquide en pièces solides. Vous commencez avec une cuve remplie de résine photopolymère, généralement à base d'acrylique, qui réagit à des longueurs d'onde spécifiques de la lumière.
Un laser, un projecteur de lumière numérique ou un écran LCD guide ce processus de durcissement avec une grande précision. Au fur et à mesure que chaque couche de photopolymère durcit, la plate-forme de construction se lève ou s'abaisse progressivement pour permettre à la couche suivante de se former. Cette séquence se répète jusqu'à ce que l'objet entier soit terminé.
Ce qui distingue cette méthode est sa capacité à produire des détails extrêmement fins et des finitions de surface ultra-lisses. C'est pourquoi il est privilégié pour les applications où la précision compte, comme les moules dentaires, les bijoux complexes et les composants médicaux miniaturisés.
La précision dimensionnelle peut être de ±0,1 mm, voire meilleure, sur des machines finement réglées, et la géométrie des pièces reste cohérente grâce à l'exposition à la lumière et au comportement d'écoulement de la résine contrôlés.
Vous trouverez également ce processus dans plusieurs formats :SLA, DLP et LCD, chacun utilisant une source de lumière légèrement différente mais fonctionnant selon le même principe général :la photopolymérisation.
Les résines utilisées dans ces machines se présentent sous de nombreuses formulations, certaines optimisées pour la ténacité, d'autres pour la flexibilité, la clarté ou la résistance à la température. Certains sont biocompatibles, permettant une utilisation dans le prototypage médical ou les guides chirurgicaux.
Gardez cependant à l’esprit que les structures de support sont nécessaires pour certains surplombs ou éléments de pont et qu’elles doivent être retirées manuellement après l’impression. Le post-durcissement sous lumière UV est généralement essentiel pour améliorer les propriétés mécaniques et garantir une surface propre et exempte de tout collant résiduel.
Stéréolithographie (SLA)
 La stéréolithographie, ou SLA, a été le premier procédé d'impression 3D à succès commercial et reste aujourd'hui l'un des plus précis. Dans les systèmes SLA, un laser UV trace et solidifie une couche de résine photosensible à la fois.
La stéréolithographie, ou SLA, a été le premier procédé d'impression 3D à succès commercial et reste aujourd'hui l'un des plus précis. Dans les systèmes SLA, un laser UV trace et solidifie une couche de résine photosensible à la fois.
La plate-forme de construction se déplace ensuite progressivement, permettant à chaque couche de pièce suivante de durcir par-dessus la précédente. Cela crée une structure sans couture avec une qualité de surface exceptionnelle.
Ce qui distingue SLA, c'est sa gamme de résines spécialisées. Vous trouverez des résines standard pour les prototypes, des versions haute température pour la résistance à la chaleur, des options flexibles pour les pièces élastiques et même des formules coulables utilisées dans les bijoux et le moulage de précision. Certaines résines biocompatibles sont utilisées dans les applications dentaires et les dispositifs médicaux.
Les imprimantes SLA typiques atteignent des résolutions de couche aussi fines que 25 microns et des tolérances dimensionnelles proches de ±0,1 mm, en fonction de la géométrie de la pièce et des paramètres d'impression. Bien que la vitesse d'impression ne soit pas son principal avantage, les résultats sont toujours d'une qualité élevée et de détails fins, ce qui est idéal pour les modèles conceptuels ou les petites séries de production de composants de précision.
Avantages :
- Offre une finition de surface extrêmement lisse et un minimum de lignes de couche visibles
- Haute précision et résolution pour les fonctionnalités complexes
- Une grande variété de résines prend en charge les applications fonctionnelles et esthétiques
- Idéal pour le prototypage rapide et la production de pièces en petites séries
Inconvénients :
- La résine peut être fragile, ce qui limite ses propriétés mécaniques sous contrainte
- L'exposition aux rayons UV peut dégrader les pièces au fil du temps
- Nécessite des étapes de post-traitement telles que le lavage et le durcissement aux UV
- Le coût de la résine et la maintenance de l'imprimante peuvent être relativement élevés
Traitement numérique de la lumière (DLP)
Le traitement numérique de la lumière, ou DLP, est une technique de photopolymérisation en cuve qui utilise un projecteur numérique pour durcir des couches entières de résine liquide en même temps. Contrairement à la stéréolithographie (SLA), qui trace chaque section transversale avec un laser UV, la DLP fait clignoter une image entière de la couche à l'aide d'un projecteur de lumière.
Ce processus accélère considérablement l'impression, en particulier lors de la construction de plusieurs pièces ou de pièces avec une plus grande surface transversale.
Le DLP repose sur une résine photopolymère, similaire à celle utilisée dans les imprimantes SLA. Ces matériaux nécessitent des structures de support pour certaines géométries et nécessitent souvent des étapes de post-traitement telles que le rinçage à l'alcool isopropylique et le durcissement aux UV. Chaque pixel du projecteur devient un voxel (essentiellement un pixel 3D) conduisant à des caractéristiques de surface très détaillées.
Cette méthode est particulièrement utile lorsque vous avez besoin de détails fins et de rapidité. Bien qu'elle puisse égaler ou même dépasser le SLA en résolution, cela dépend fortement de la résolution du projecteur.
Les systèmes bas de gamme peuvent présenter des artefacts de pixellisation, mais les imprimantes DLP de bureau modernes ont largement atténué ce phénomène grâce à des optiques améliorées et des tailles de pixels plus petites.
Avantages :
- Durcit chaque couche de résine simultanément, augmentant ainsi la vitesse d'impression
- Excellente résolution des détails, idéale pour les pièces imprimées en 3D complexes
- Souvent plus abordables que les systèmes SLA grand format
- Adhérence constante des couches et finitions de surface lisses
Inconvénients :
- Possibilité de pixellisation visible en fonction de la résolution du projecteur
- Nécessite un étalonnage précis du trajet de la lumière numérique
- Les cuves en résine et les optiques nécessitent un entretien minutieux
Écran à cristaux liquides (LCD)
L'impression 3D basée sur LCD, également connue sous le nom de stéréolithographie masquée, utilise un panneau LCD pour bloquer sélectivement et permettre à la lumière d'un rétroéclairage UV de durcir la résine. Le panneau agit comme un pochoir, exposant uniquement les zones de chaque couche qui doivent se solidifier.
Cette méthode de durcissement couche par couche est similaire au DLP mais utilise un écran LCD au lieu d'un projecteur numérique, ce qui rend l'installation plus compacte et abordable.
Ces dernières années, les imprimantes 3D LCD ont gagné en popularité en raison de leur faible coût, de leur haute résolution et de leur facilité d'utilisation. Vous les trouverez particulièrement répandus dans les machines de bureau destinées aux consommateurs, aux prosommateurs et même aux applications dentaires ou de bijouterie.
Certains modèles disposent désormais d'écrans LCD 4K et 8K pour améliorer les détails et réduire la pixellisation visible, ce qui améliore la finition de surface et la résolution.
Ces imprimantes fonctionnent avec une large gamme de résines photopolymères, tout comme les systèmes DLP et SLA. Ils peuvent atteindre des résolutions de couche comprises entre 35 et 100 microns et des précisions dimensionnelles d'environ ±0,1 à 0,2 mm, en fonction du volume de construction et de la qualité de l'écran.
Avantages :
- Point d'entrée économique pour l'impression 3D en résine
- Machines de bureau compactes avec une haute résolution de fonctionnalités
- Durcissement rapide des couches grâce à une exposition uniforme
- Excellent pour le prototypage détaillé et les petites pièces de production
Inconvénients :
- Les écrans LCD se dégradent avec le temps et peuvent nécessiter un remplacement
- Résolution efficace liée à la densité des pixels de l'écran
- Les volumes de construction sont généralement inférieurs à ceux des alternatives industrielles
Production continue d'interface liquide (CLIP) et lithographie axiale calculée (CAL)
CLIP et CAL représentent la pointe de la photopolymérisation en cuve, repoussant les limites de la rapidité et de la fluidité de la fabrication additive. Au lieu de durcir la résine couche par couche avec des pauses discrètes, ces méthodes se concentrent sur l'impression continue pour éliminer les lignes de couche visibles et réduire les faiblesses mécaniques.
CLIP, développé par Carbon, utilise une fenêtre unique perméable à l'oxygène pour créer une « zone morte » juste au-dessus de la source lumineuse. Cette fine couche de résine photopolymère non durcie reste à l'état liquide pendant l'impression, permettant à l'objet 3D d'être tiré continuellement vers le haut depuis la cuve.
En conséquence, vous obtenez une finition de surface extrêmement lisse et des pièces qui n’ont pas besoin de s’arrêter entre les couches. Ce processus améliore également la résistance des pièces et réduit les besoins de post-traitement des pièces de production.
CAL, encore au début de son développement, aborde le défi différemment. Il projette plusieurs images 2D dans un volume tournant de résine liquide.
En reconstruisant simultanément la géométrie sous tous les angles, CAL permet un durcissement volumétrique. Cela réduit radicalement le temps nécessaire à la production d'une pièce complexe et peut générer des pièces entières imprimées en 3D en quelques minutes.
Avantages :
- Vitesse d'impression extrêmement élevée sans interruption couche par couche
- Finitions de surface lisses et lignes de couches mécaniques réduites
- Excellent pour les prototypes fonctionnels et les composants de production
Inconvénients :
- Nécessite un équipement avancé et coûteux
- Choix de matériaux limités par rapport aux imprimantes 3D à résine traditionnelles
- CAL n'est pas encore largement disponible pour un usage commercial
Fusion sur lit de poudre
La fusion sur lit de poudre (PBF) fait référence à une catégorie de processus de fabrication additive dans lesquels des couches de poudre fine, généralement des polymères ou des métaux, sont fusionnées sélectivement à l'aide d'une source à haute énergie telle qu'un laser ou un faisceau d'électrons.
À mesure que chaque nouvelle couche de poudre est répartie sur la plate-forme de construction, la source de chaleur fond ou fritte des zones spécifiques, formant des sections transversales solides de la pièce couche par couche.
Ce qui distingue PBF, c’est sa capacité à produire des géométries complexes aux propriétés mécaniques exceptionnelles. Parce que la poudre non fondue entoure la pièce imprimée, elle soutient naturellement les surplombs et les structures internes.
Cela élimine le besoin de nombreuses structures de support traditionnelles, en particulier dans les systèmes à base de polymères comme le frittage sélectif au laser.
PBF prend en charge une large gamme de matériaux de qualité technique. Les options courantes incluent le nylon, les composites polyamide, l'acier inoxydable, le titane et l'aluminium.
Ces poudres sont choisies pour leur résistance mécanique, leur résistance thermique et leurs caractéristiques spécifiques à l'application. Que vous développiez des prototypes rapides ou des composants fonctionnels d'utilisation finale, ce processus offre une polyvalence impressionnante.
L'un des principaux avantages de la fusion sur lit de poudre est la possibilité d'obtenir une qualité de moulage proche de celle du moulage par injection pour les pièces imprimées en 3D, notamment en termes de propriétés mécaniques et de durabilité.
Cependant, le processus nécessite un équipement avancé, des chambres à gaz inertes (pour le PBF métallique) et un post-traitement qualifié pour éliminer l'excès de poudre et affiner la finition de surface.
Les systèmes PBF offrent généralement des volumes de construction compris entre 200 et 400 mm sur chaque axe. De nombreux fabricants les utilisent pour la production de petits lots, imbriquant des dizaines de pièces en une seule fois. Cette évolutivité constitue un avantage clé pour une fabrication additive rentable au niveau de la production.
Frittage laser sélectif (SLS)
Le SLS est l’une des méthodes de fusion sur lit de poudre à base de polymères les plus utilisées dans l’industrie de l’impression 3D. Il utilise un laser haute puissance pour numériser et fritter des matériaux en poudre (généralement des composites de nylon ou de polyamide) en pièces solides et fonctionnelles.
Chaque section transversale est fusionnée à l'intérieur d'une chambre chauffée, couche par couche, sans nécessiter de structures de support externes.
Le SLS est largement apprécié pour sa flexibilité matérielle. Vous travaillerez souvent avec du nylon PA12 ou PA11, parfois mélangé à de la fibre de carbone, des billes de verre ou des élastomères flexibles. Ces poudres offrent un équilibre solide entre résistance, durabilité et liberté de conception, ce qui rend le SLS idéal pour le prototypage rapide et la production de pièces en petits lots.
Les applications courantes incluent les boîtiers, les gabarits, les supports, les fixations, les clips et les pièces de test fonctionnel. La précision dimensionnelle est généralement de ±0,3 mm ou ±0,3 % de la longueur de la pièce, ce qui la rend compétitive par rapport à certaines méthodes de fabrication traditionnelles.
Les résolutions de couche pour SLS se situent généralement entre 100 et 150 microns. Même si les vitesses de fabrication individuelles varient en fonction de la puissance de l'imprimante et du laser, la possibilité d'imbriquer plusieurs pièces simultanément améliore considérablement le débit.
Avantages :
- Pas besoin de structures de support en raison du lit de poudre environnant
- Excellentes propriétés mécaniques, idéales pour les pièces fonctionnelles et d'utilisation finale
- Forte résistance à l'usure et à la chaleur avec certains matériaux techniques
- Compatible avec les géométries complexes et les détails de conception fins
Inconvénients :
- La finition de surface est poudrée et peut nécessiter un lissage ou un revêtement
- Coût d'équipement et exigences de maintenance plus élevés
- La poudre doit être actualisée ou recyclée entre les builds
Fusion multi-jets (MJF)
Multi Jet Fusion est une méthode avancée de fusion sur lit de poudre utilisée dans l’impression 3D. Au lieu d'utiliser un laser pour fritter de la poudre comme le SLS, MJF projette sélectivement un agent de fusion sur un lit de poudre de polymère, puis applique une chaleur infrarouge pour lier les particules.
Cela se traduit par une fusion de couches plus rapide et plus uniforme, faisant de MJF une solution très efficace dans la fabrication additive.
Le nylon (PA12) est le plus souvent utilisé dans le MJF, avec des développements plus récents s'étendant au TPU, au polypropylène et aux matériaux ignifuges. Ces polymères de qualité technique sont idéaux pour les pièces fonctionnelles qui nécessitent résistance, précision et cohérence des propriétés mécaniques.
MJF est fréquemment utilisé pour les pièces de production en petite série, les boîtiers, les supports et les boîtiers personnalisés. Vous pourriez le trouver particulièrement utile pour les composants dotés de fonctionnalités internes fines ou pour le texte qui doit rester lisible après l'impression.
La précision dimensionnelle se situe souvent entre ±0,2 et 0,3 mm, ce qui la rend plus précise que de nombreuses méthodes de modélisation de dépôt fondu.
L'épaisseur de la couche est généralement comprise entre 80 et 120 microns. Étant donné que chaque couche est fusionnée simultanément sur toute la section transversale, les vitesses d'impression sont nettement plus rapides que celles des processus laser comme SLS.
Avantages :
- Propriétés mécaniques uniformes dans toute la pièce
- Plus rapide que SLS grâce à la fusion des couches sur toute la surface
- Aucune structure de support n'est nécessaire grâce à la poudre environnante
- Finition de surface plus lisse par rapport aux pièces frittées classiques
Inconvénients :
- Coûts de matériel et d'équipement plus élevés
- Un post-traitement reste nécessaire pour éliminer la poudre résiduelle et améliorer la finition
Fusion laser sélective (SLM)
La fusion sélective au laser est un processus de fusion sur lit de poudre à base de métal qui utilise un laser haute puissance pour fondre complètement les particules métalliques en pièces denses et solides.
Contrairement au frittage, qui fusionne les matériaux à des températures plus basses, le SLM crée des couches entièrement solidifiées, offrant des performances plus proches des composants métalliques fabriqués de manière traditionnelle.
SLM fonctionne avec des matériaux comme l'acier inoxydable, le titane, le chrome-cobalt et l'aluminium. Ces métaux sont largement utilisés dans les secteurs où la résistance, la précision et la durabilité sont essentielles, comme l'aérospatiale, l'automobile, les implants médicaux et l'outillage industriel.
La précision dimensionnelle typique est comprise entre ±0,1 et ±0,2 mm, en fonction de la géométrie de la pièce et de la stratégie de numérisation. Les résolutions de calques sont bonnes, entre 20 et 50 microns, ce qui vous permet d'imprimer des composants très détaillés avec des fonctionnalités internes complexes.
Avantages :
- Produit des pièces métalliques denses à près de 100 %
- Les propriétés mécaniques correspondent ou dépassent la fabrication traditionnelle
- Permet des géométries très complexes telles que des structures en treillis ou des canaux de refroidissement
- Compatible avec des secteurs critiques comme l'aérospatiale et le médical
Inconvénients :
- Les machines sont coûteuses et nécessitent des environnements de gaz inerte
- Le post-traitement demande beaucoup de main d'œuvre (retrait du support, traitement thermique, finition de surface)
- Vitesse d'impression plus lente par rapport à la fusion sur lit de poudre à base de polymère
Frittage laser direct des métaux (DMLS)
Le frittage laser direct de métaux (DMLS) est un processus de fusion sur lit de poudre dans lequel un laser haute puissance fritte des particules de poudre métallique couche par couche pour construire des composants métalliques complexes.
Bien que similaire à la fusion sélective au laser (SLM), le DMLS peut fonctionner à proximité du point de fusion du métal plutôt que de faire fondre complètement la poudre, en fonction des exigences de l'alliage et du matériau.
Vous verrez le plus souvent de l’acier inoxydable, de l’acier à outils, des alliages de titane et des superalliages à base de nickel utilisés dans le DMLS. Ces matériaux sont couramment sélectionnés dans les secteurs de l'aérospatiale, de l'outillage industriel et des dispositifs médicaux.
Les prototypes fonctionnels et les pièces produites en petites séries bénéficient de ce processus, en particulier lorsque la fabrication conventionnelle impliquerait des opérations soustractives coûteuses.
Le DMLS atteint une précision dimensionnelle comprise entre ±0,1 et ±0,2 mm et utilise des hauteurs de couche fine comprises entre 20 et 50 microns. La vitesse d'impression varie en fonction de la stratégie de numérisation et de la puissance de la machine, mais elle s'aligne généralement sur d'autres technologies de fabrication additive métallique.
Avantages :
- Permet la création de pièces imprimées en 3D consolidées et à haute résistance
- Prise en charge de géométries complexes impossibles à réaliser avec l'usinage traditionnel
- Minimise le gaspillage de matériaux par rapport à la CNC ou au moulage
- Compatible avec de nombreux alliages hautes performances utilisés dans des industries critiques
Inconvénients :
- Nécessite une protection contre un gaz inerte (argon ou azote)
- Peut impliquer des contraintes internes nécessitant un traitement thermique après impression
- Les coûts d'équipement et de matériel sont relativement élevés
Fusion par faisceau d'électrons (EBM)
La fusion par faisceau d'électrons (EBM) est un autre processus de fusion sur lit de poudre métallique, mais au lieu d'un laser, il utilise un faisceau d'électrons focalisé pour fusionner les particules ensemble.
Ce qui rend l'EBM unique est son fonctionnement dans une chambre à vide poussé, qui réduit considérablement l'oxydation et supporte les matériaux à haute température.
L’EBM est souvent utilisé avec des alliages de titane et du cobalt-chrome, des métaux largement adoptés dans les industries aérospatiale et biomédicale. La capacité d'imprimer des structures légères dotées de fortes propriétés mécaniques le rend particulièrement précieux pour les implants orthopédiques et les composants de moteurs hautes performances.
La précision dimensionnelle est généralement d'environ ±0,2 mm ou mieux, et l'épaisseur de la couche se situe entre 50 et 100 microns. Le préchauffage de la chambre de fabrication contribue à réduire les contraintes résiduelles, vous permettant ainsi de produire des pièces avec un minimum de déformation.
Avantages :
- Excellent pour les matériaux sujets à l'oxydation en raison de l'environnement sous vide
- Une température de fabrication élevée améliore la résistance des pièces et réduit les contraintes
- Fournit des pièces imprimées en 3D entièrement denses avec des propriétés uniformes
- Convient aux implants médicaux et aux composants de qualité aérospatiale
Inconvénients :
- Nécessite un fonctionnement sous vide, ce qui ajoute du temps et de la complexité à la configuration
- Options de matériaux limitées par rapport à l'impression 3D métallique au laser
- Un post-traitement est encore nécessaire pour le retrait du support et la finition de la surface
Fusion sur lit de poudre laser (LPBF)
 Laser Powder Bed Fusion (LPBF) est un terme générique désignant les technologies d'impression 3D métallique à base de laser telles que la fusion laser sélective (SLM) et le frittage laser direct de métal (DMLS).
Laser Powder Bed Fusion (LPBF) est un terme générique désignant les technologies d'impression 3D métallique à base de laser telles que la fusion laser sélective (SLM) et le frittage laser direct de métal (DMLS).
Ce processus de fabrication additive utilise un laser haute puissance pour faire fondre ou fritter sélectivement des couches de fine poudre métallique, formant ainsi des pièces imprimées en 3D entièrement denses et très complexes. Chaque couche de matériau est déposée et fusionnée dans un environnement contrôlé, généralement avec un flux de gaz inerte pour éviter l'oxydation.
Vous travaillerez souvent avec une large gamme de matériaux d’impression 3D en LPBF, notamment l’acier inoxydable, les alliages de titane et l’aluminium. Ces matériaux d'ingénierie sont particulièrement appréciés dans les secteurs de l'aérospatiale, de la médecine et de l'automobile en raison de leur rapport résistance/poids et de leur capacité à former des géométries complexes.
La précision dimensionnelle se situe généralement entre ±0,1 et ±0,2 mm, ce qui est suffisamment précis pour les pièces de production et les prototypes fonctionnels. L'épaisseur de la couche varie généralement de 20 à 60 microns, permettant des détails de surface fins. La vitesse d'impression varie en fonction de la puissance du laser, de la stratégie de numérisation et de la complexité de la pièce.
Avantages :
- Crée des pièces entièrement denses dotées de propriétés mécaniques élevées
- Convient à la conception de produits et aux composants industriels hautes performances
- Permet des géométries complexes impossibles à réaliser avec la fabrication traditionnelle
- Compatible avec une large gamme de matériaux
Inconvénients :
- Imprimantes 3D coûteuses et matière première en poudre
- Nécessite un post-traitement (par exemple, retrait du support, amélioration de l'état de surface)
- Volume de fabrication limité et parfois plus lent pour les pièces à grande échelle
Jet de matériau
Le jet de matériaux est un processus de fabrication additive axé sur la précision qui permet de fabriquer des pièces en déposant de minuscules gouttelettes de matériau liquide sur une plate-forme de fabrication. Ces gouttelettes, souvent des photopolymères ou des substances semblables à de la cire, sont solidifiées couche par couche grâce à la lumière UV ou au durcissement thermique.
Le processus ressemble à l'impression à jet d'encre 2D, mais au lieu de créer des images plates, il construit des objets entièrement en trois dimensions.
Vous constaterez que le jet de matière est idéal lorsque la finition de surface et les détails comptent le plus. Le matériau de construction est distribué via plusieurs buses, parfois à côté d'un matériau de support séparé. Ce support est ensuite dissous ou retiré, laissant derrière lui des géométries propres et complexes avec un nettoyage manuel minimal.
Étant donné que chaque gouttelette est placée avec une grande précision, les pièces résultantes peuvent comporter plusieurs matériaux ou même plusieurs couleurs au sein de la même impression, ce qui la distingue de nombreux autres processus d'impression 3D.
Material jetting is frequently used with UV-curable resins, elastomeric inks, and waxes. These materials allow for visual prototyping, functional testing of soft-touch components, and even mold-making.
Because it can produce smooth surface finishes and capture ultra-fine resolution, it’s especially useful for design validation, medical visualization models, or overmold simulations in product design workflows.
However, this method does come with trade-offs. Photopolymers used in material jetting generally don’t match the mechanical strength of thermoplastics used in fused deposition modeling. Material costs are also higher, and parts may be sensitive to prolonged UV exposure.
PolyJet
PolyJet is a high-resolution material jetting technology that precisely jets and cures layers of photopolymer using UV light. The process builds parts with exceptional surface finish and detail by depositing droplets layer by layer, similar to an inkjet printer working in 3D. It’s a powerful option if you need visual accuracy, multiple material properties, or color simulation in a single part.
You can choose from a wide range of materials—rigid, rubber-like, transparent, or high-temperature resins—many of which are blendable in real time during printing. This allows you to replicate overmolded parts, simulate silicone or soft-touch textures, and produce full-color prototypes for marketing or ergonomic testing.
PolyJet typically offers dimensional accuracy within ±0.1–0.2 mm and layer heights down to 16 microns.
Print speed depends on the model’s size and complexity, but the ability to jet multiple materials at once increases throughput for multi-property components. It’s most commonly used for concept models, dental or medical devices, and design verification of complex assemblies.
Pros:
- Exceptional surface finish and resolution (as low as 16 microns)
- Ability to print multiple materials and colors in one part
- Smooth gradient transitions for lifelike visual models
- Supports dissolvable or water-removable support structures
- Ideal for overmold simulations and concept validation
Inconvénients :
- Parts may degrade when exposed to long-term UV light
- Lower mechanical durability compared to thermoplastics
- Material costs are relatively high
- Photopolymer parts are not ideal for load-bearing functions
NanoParticle Jetting (NPJ)
NanoParticle Jetting (NPJ) is a precision-driven 3D printing process that deposits liquid suspensions containing nanoparticles of metal or ceramic materials. These suspensions are jetted layer by layer, similar to how inkjet printers work—except instead of ink, the droplets contain densely packed particles.
After deposition, the liquid carrier evaporates or is removed, and the remaining solid material is sintered in a post-processing stage to form a high-density part.
This method enables the creation of fine-featured metal or ceramic components. Common 3D printing materials for NPJ include stainless steel, zirconia, and other engineering-grade alloys and ceramics. These parts are ideal for industries that demand miniaturization and high mechanical properties, such as medical, aerospace, and electronics.
You’ll often find NPJ used for prototypes and production parts that require tight tolerances, such as surgical tools or micro-mechanical assemblies. It’s capable of producing intricate geometries and detailed surface textures without the need for traditional support structures, thanks to the inherent self-supporting nature of each layer during the drying stage.
Dimensional accuracy generally falls within ±0.1–0.2 mm, although some shrinkage occurs during sintering. Print speed is moderate and depends on part geometry and the thickness of the printed layers. Layer resolution is usually within 20–50 microns, allowing for highly detailed builds.
Avantages :
- Capable of producing dense metal or ceramic parts with fine details
- Minimal material waste compared to subtractive methods
- No need for complex support removal systems
- Suitable for multi-material applications using different suspensions
Inconvénients :
- Requires post-processing via sintering, which adds time and cost
- Dimensional changes from shrinkage must be anticipated in design
- Material options are more limited than in polymer-based technologies
- Equipment and nanoparticle inks can be expensive
Binder Jetting
Binder jetting is a 3D printing process where a liquid binding agent is selectively deposited onto thin layers of powder, gradually building up a part layer by layer. Unlike energy-intensive methods like laser sintering or melting, this approach relies on adhesion between particles to create what’s called a “green part.”
The materials used in binder jetting are diverse—metals, ceramics, sand, and polymer powders are all common.
Once a part is fully printed, it often requires post-processing to gain final strength. This may involve sintering, infiltration with metals like bronze, or curing, depending on the base material.
Binder jetting stands out for its speed and scalability. Because it doesn’t use lasers or high heat during printing, machines can process layers more rapidly and in larger volumes. However, accuracy and final density often depend on the specific post-processing route used.
Applications range from functional metal components to full-color architectural models made with plaster-like gypsum powder. You’ll also find it used in low- to mid-volume production of parts where traditional manufacturing would be cost-prohibitive.
Because it prints without the need for complex support structures, binder jetting is ideal for geometries that would be challenging with other 3D printing methods.
Metal Binder Jetting
Metal binder jetting is a subset of the binder jetting process that targets metallic powders. Instead of melting the metal directly, a print head deposits a binding agent onto the metal powder layer by layer.
After printing, the “green” part is sintered in a furnace to fuse the particles and achieve the required strength and density.
Typical materials include stainless steel, tool steel, and cobalt-chrome, which are all known for their mechanical properties and thermal resistance. This makes the process well-suited for end-use parts in aerospace, industrial tooling, and even consumer electronics.
Dimensional accuracy is typically in the ±0.3–0.5 mm range, though sintering shrinkage must be anticipated during the design phase. Print speed is a major advantage since it avoids point-by-point scanning. Layer resolution usually falls between 50 and 100 microns.
Pros:
- Lower machine and operational costs than laser-based metal 3D printing systems
- No need for support structures during the build phase
- Allows production of complex geometries and internal channels
- Ideal for batch production of small metal parts
Cons:
- Final part density may be lower than laser-melted components
- Sintering introduces shrinkage and potential warping
- Post-processing can add time and complexity
Sand Binder Jetting
Sand binder jetting is a form of binder jetting where layers of sand are selectively bonded using a liquid adhesive.
The process creates large-scale molds and cores that are primarily used in metal casting applications. Instead of producing the final part, this method builds complex sand forms that act as temporary structures into which molten metal is poured.
The materials typically include silica sand and specialty foundry-grade sands. These sands are chosen for their thermal stability and compatibility with different casting alloys.
You’ll find this method valuable in industries like automotive, heavy machinery, and aerospace, where intricate or large cast components are needed quickly.
Dimensional accuracy ranges from ±0.5 to ±1 mm, depending on sand grain size and geometry. Although the layer resolution is coarser than polymer-based processes, it’s more than sufficient for foundry-grade precision. One of the standout benefits is the high print speed, especially when producing large molds or multi-part assemblies.
Pros:
- Enables fast production of large, complex casting molds
- Eliminates traditional mold tooling, reducing cost and time
- Allows internal geometries not possible with conventional sand cores
- Scalable for industrial applications
Cons:
- Printed object is not the final part; casting is a required next step
- Limited to foundry sands; surface finish depends on particle size
- Fragility of green molds may require careful handling before use
Plastic Binder Jetting
 Plastic binder jetting operates by jetting a liquid adhesive onto fine layers of polymer powder. Over successive layers, a “green” object is formed. After printing, parts typically undergo post-processing steps—like curing in an oven or chemical infiltration—to reach final strength and durability.
Plastic binder jetting operates by jetting a liquid adhesive onto fine layers of polymer powder. Over successive layers, a “green” object is formed. After printing, parts typically undergo post-processing steps—like curing in an oven or chemical infiltration—to reach final strength and durability.
Common materials used in this process include thermoplastic powders, resin powders, and sometimes full-color composites. These materials can produce vivid, detailed parts that are especially useful for visual prototypes, marketing samples, and moderate-strength components.
Dimensional accuracy usually falls within ±0.3 to ±0.5 mm, depending on geometry and finishing techniques.
Print speed tends to be high because the process avoids laser scanning, making it an efficient option for volume prototyping or display-grade production. Layer resolution typically ranges from 100 to 200 microns.
Pros:
- Ideal for full-color 3D printing with rich visual detail
- Fast throughput with relatively low machine complexity
- No laser or complex energy source required
- Good for marketing models and concept design validation
Cons:
- Requires careful curing or post-infiltration to reach usable strength
- Lower mechanical properties compared to other polymer 3D printing methods
- Parts can be brittle if not properly post-processed
Directed Energy Deposition (DED)
Directed Energy Deposition (DED) is a metal 3D printing process where material is fed directly into a high-energy source—usually a laser, electron beam, or plasma arc—which creates a melt pool on the surface of a substrate.
Wire or powdered feedstock is melted upon contact, then solidifies as you build up the part layer by layer. Unlike powder bed fusion, which forms parts in a static bed, DED uses motion-controlled multi-axis systems to apply material dynamically in various directions.
One of the major strengths of DED is its ability to add material to existing components. You can use it to repair damaged parts, reinforce areas with wear, or add entirely new features to an otherwise finished component.
This makes it incredibly valuable in aerospace, oil and gas, and defense sectors where part costs are high and downtime is expensive.
DED is compatible with a variety of metals, including stainless steel, titanium, nickel-based superalloys, and even composite materials. The process supports rapid deposition rates, which is especially useful for building large parts near net shape. However, you’ll often need follow-up machining or post-processing to achieve precision tolerances or smoother surfaces.
Since shielding gas is critical during energy deposition, a stable inert atmosphere helps prevent oxidation or contamination.
Some systems also enable gradient material transitions by blending powders during deposition.
You should consider DED if you’re looking to extend the life of expensive components, experiment with multi-material designs, or produce large-scale metallic parts that can’t be made efficiently through traditional manufacturing methods.
Laser Directed Energy Deposition
Laser Directed Energy Deposition (L-DED) is a specific type of DED that uses a focused laser beam to melt metal feedstock, usually in the form of powder or wire directly onto a build surface. This method is excellent for adding new material to existing parts or fabricating large metal structures from scratch.
L-DED supports a wide range of metals including tool steels, titanium, cobalt-chrome, and nickel superalloys.
These materials are typically used in high-performance or mission-critical applications. Think turbine blade repairs, aerospace brackets, or custom medical components where both size and strength matter.
Dimensional accuracy for laser DED generally ranges from ±0.5 mm to ±1 mm. While this is coarser than what powder bed systems can achieve, it’s often sufficient when you plan to machine the part post-build.
The layer resolution typically falls between 300 and 1000 microns, depending on the laser settings, nozzle diameter, and material feed rate.
Pros:
- Supports large parts and hybrid manufacturing with fewer size constraints
- Ideal for repair and refurbishment of high-value components
- Flexible deposition with multi-axis robotic systems
- Utilizes common welding powders, reducing raw material costs
Cons:
- Requires precision machining afterward to achieve tight tolerances
- Equipment and operation complexity drive up initial cost
- Surface finish is rougher and may require secondary processing
Electron Beam Directed Energy Deposition
Electron Beam Directed Energy Deposition (EB-DED) is a metal additive manufacturing method that uses a focused electron beam to melt metal wire or powder feedstock, layer by layer.
The process is performed inside a vacuum chamber to prevent oxidation and ensure high purity in the final part. Unlike laser-based systems, the electron beam offers deeper penetration and faster energy transfer, making it well-suited for reactive materials.
EB-DED is commonly used with titanium alloys, nickel-based superalloys, and stainless steels. These materials are ideal for aerospace, energy, and defense sectors—especially when large structural parts or critical repairs are needed.
The vacuum setup not only protects the metal from oxidation but also enhances bonding and thermal stability.
Dimensional accuracy is usually around ±1 mm, depending on the feedstock form, beam stability, and system calibration. Layer resolution is coarse, often ranging from several hundred microns to a few millimeters.
While this limits fine detail, the process shines when you need fast deposition over large areas.
Pros:
- Enables high deposition rates for large or heavy-duty parts
- Vacuum chamber prevents oxidation and preserves material properties
- Excellent for working with reactive metals like titanium
Cons:
- Requires a large vacuum system, increasing setup time and machine size
- Limited to materials that perform well under vacuum conditions
- Surface finish is rough and needs post-processing for precision
Wire Directed Energy Deposition
Wire Directed Energy Deposition (Wire DED) is a form of metal 3D printing where a spool of metal wire is continuously fed into a melt pool generated by a laser, electron beam, or plasma arc.
This process enables you to build up layers of metal quickly and efficiently, particularly when you’re dealing with large-scale structures or repairs.
Wire DED supports a wide range of materials, including stainless steel, titanium alloys, and aluminum alloys. It’s often chosen for aerospace frames, marine parts, and large industrial structures that benefit from thick wall sections and robust material properties.
Because wire feedstock is easier to handle and generally safer than metal powder, it’s also attractive for operations focused on safety and simplicity.
Dimensional accuracy for wire DED typically ranges around ±1 mm. The print speed can be quite high thanks to the continuous feed, although layer resolution is on the coarser side, often over 1 mm per layer.
Despite this, you can achieve excellent mechanical strength, especially when paired with subtractive finishing processes like CNC machining.
Pros:
- Lower material cost and safer handling than powder-based systems
- Faster build rates for large-scale parts
- Suitable for repairs and bulk material additions
Cons:
- Requires machining to achieve fine tolerances and surface finish
- Not ideal for highly detailed or intricate geometries
- Limited design freedom compared to powder-based 3D printing
Cold Spray
Cold spray is a form of directed energy deposition where metal powders are accelerated to supersonic speeds using compressed gas and then directed at a target surface.
Unlike other 3D printing methods that rely on melting, cold spray achieves bonding through solid-state deformation. When the particles hit the surface at high velocity, they plastically deform and adhere without undergoing any melting.
This unique approach enables you to apply material without the thermal stress typically associated with metal additive manufacturing.
This process is well-suited for materials like aluminum, copper, titanium, and other ductile alloys. Because of its low-heat nature, cold spray is often used in the additive manufacturing industry to repair aerospace components, restore damaged surfaces, or apply corrosion-resistant coatings.
It’s also useful for creating functional metal parts with decent mechanical properties, especially when thermal distortion must be avoided.
Dimensional accuracy tends to be relatively coarse, around ±1 mm or more due to the spray nature of deposition. Layer resolution is also limited, so you’ll often need post-processing or machining to achieve precision. However, cold spray offers fast coverage, especially for larger parts.
Pros:
- Minimal heat input reduces oxidation, warping, or thermal distortion
- Ideal for repair applications or surface coating in high-performance industries
- No melting means metallurgical integrity of base material is preserved
Cons:
- Coarse resolution and surface roughness limit use in high-detail applications
- Requires specialized, high-pressure gas equipment
- Not ideal for complex 3D printed parts or internal geometries
Molten Directed Energy Deposition
Molten Directed Energy Deposition (DED) refers to additive manufacturing processes where the feedstock—typically metal wire—is fully melted during deposition.
Unlike standard wire DED, molten DED focuses on controlling the melt pool with greater precision or alternative energy inputs, such as variable arc control or plasma transfer. This allows for more consistent material flow and fusion, especially in large-scale metal parts.
Materials commonly used include stainless steels, titanium alloys, and nickel-based superalloys. These are often chosen for applications in shipbuilding, energy infrastructure, and heavy machinery.
Whether you’re fabricating structural frames or adding material to worn parts, molten DED enables you to build big—fast.
Dimensional accuracy is usually coarse, in the range of ±1–2 mm. Layer resolution is also larger, often exceeding 1 mm per pass. But that’s a tradeoff many are willing to make for the speed and size advantages this process delivers.
Pros:
- High deposition rates make it ideal for large, bulky components
- Suitable for multi-material builds and custom alloy mixing
- Effective for adding features or repairing large industrial equipment
Cons:
- Significant thermal gradients can introduce residual stress
- Requires post-machining for accuracy and smoother surface finish
- Geometry complexity is limited compared to powder-based 3D printing
Sheet Lamination
Sheet lamination is a group of 3D printing processes where objects are created by stacking and bonding sheets of material layer by layer.
These sheets, commonly paper, metal foil, or plastic film—are either pre-coated with adhesive or fused during the build process through heat, pressure, or ultrasonic welding.
Once a layer is bonded, a laser or blade cuts the profile of the part, either before or after the bonding stage.
Unlike some additive manufacturing methods that require high-energy sources like lasers or UV light, sheet lamination operates at lower temperatures.
This makes it a more cost-effective option for producing large parts, especially in applications where surface finish or material strength is not the primary concern.
Materials often used in this process include standard office paper for color prototypes, polymer films for lightweight models, or thin metal foils for structural or embedded-function parts. Depending on the bonding and cutting technique used, the level of detail and final mechanical properties can vary.
Sheet lamination is often chosen for its speed, affordability, and ability to create large visual prototypes quickly. Its applications range from architectural models and packaging mockups to experimental builds involving embedded electronics or multi-material stacking.
Laminated Object Manufacturing (LOM)
Laminated Object Manufacturing, or LOM, is a specific type of sheet lamination where layers of adhesive-backed material are bonded together and cut to shape, one layer at a time. It works by feeding sheets—usually paper—over a build platform.
Each layer is bonded using heat and pressure, then shaped with a laser or mechanical blade based on the CAD design.
This process is straightforward and cost-effective, particularly useful when you need a large physical prototype quickly but don’t need engineering-grade mechanical properties. It doesn’t use photopolymers or require a controlled atmosphere, which makes it relatively easy to implement in an office or design studio environment.
Typical materials include standard paper, plastic films, or thin composite sheets. Paper-based builds can even include color by printing graphics onto each sheet before layering. Once the part is finished, excess material is trimmed, and post-processing like sanding or sealing can improve appearance.
The layer resolution of LOM is usually determined by sheet thickness; usually around 0.1–0.2 mm. Depending on blade sharpness and calibration, the dimensional accuracy is within ±0.5–1 mm.
Pros
- Low-cost raw materials (especially paper)
- High-speed production for large models
- Easy to operate without hazardous materials
- Simple post-processing and cleanup
Cons
- Limited mechanical properties for structural parts
- Visible layer lines, especially on paper builds
- Not suitable for fine detail or functional testing
- Significant waste from trimmed sheet margins
Ultrasonic Consolidation (UC)
Ultrasonic Consolidation is a solid-state additive manufacturing method where thin layers of metal foil are bonded using high-frequency ultrasonic vibrations. Unlike traditional 3D printing methods that rely on high heat or melting, UC fuses metal at a molecular level by vibrating the foil while applying pressure. This allows bonding without reaching the material’s melting point.
The process is part of the broader sheet lamination category in additive manufacturing. Each foil sheet is cut to shape using a CNC-controlled system and ultrasonically welded layer by layer.
Because there’s no full melting involved, this method avoids issues like residual stress or large heat-affected zones—making it ideal when you want to preserve original material properties.
Materials include lightweight metals like aluminum, titanium, and copper alloys—especially in foil form. UC can also embed sensors, wires, or electronics between layers, enabling functional integration in a single part.
Applications are most common in aerospace and defense, where you might need lightweight structures with embedded components, or multi-metal parts for complex mechanical behavior. Its dimensional accuracy typically falls within ±0.2–0.3 mm, though final machining is often performed for tight tolerances.
Print speed is moderate; each weld is fast, but layering takes time due to foil preparation and trimming. Also, the layer resolution depends on foil thickness—usually between 50 to 200 microns.
Pros
- Minimal thermal distortion and residual stress
- Can bond dissimilar metals effectively
- Supports embedding of sensors or electronics during printing
- Avoids oxidation due to solid-state bonding
Cons
- Requires specialized ultrasonic welding equipment
- Limited to foil-based feedstock
- Post-processing often required for surface finish
- Slower overall speed for large parts compared to powder-based deposition
Additive Friction-Stir Deposition
 Additive Friction-Stir Deposition (AFSD) is a solid-state 3D printing process that builds parts without melting the feedstock. Instead of lasers or electron beams, this method uses a rotating tool or nozzle to force metal in solid or near-solid form onto a base surface.
Additive Friction-Stir Deposition (AFSD) is a solid-state 3D printing process that builds parts without melting the feedstock. Instead of lasers or electron beams, this method uses a rotating tool or nozzle to force metal in solid or near-solid form onto a base surface.
Friction between the tool and material generates enough heat to plastically deform and bond the layers. This energy-efficient process allows you to create or repair metal components while avoiding the residual stresses and porosity often seen in melt-based additive manufacturing methods.
You’ll typically see materials like aluminum, copper, and titanium used in AFSD due to their favorable mechanical properties and thermal conductivity. Since the feedstock stays below its melting point, the final part often retains better structural integrity.
AFSD is ideal for applications requiring large-scale structural builds, localized repair jobs, or multi-metal gradient structures.
It allows the integration of dissimilar alloys without forming brittle intermetallic layers—something difficult with traditional powder bed fusion or fused deposition modeling.
While the dimensional accuracy may still require post-machining for tight tolerances, the process enables unique possibilities for producing high-performance 3D printed parts with minimal distortion.
Other Emerging or Specialized 3D Printing Methods
Beyond the well-known additive manufacturing processes like fused deposition modeling and stereolithography, several specialized or still-developing 3D printing methods are gaining attention.
These techniques often tackle very specific design challenges, whether it’s printing micro-scale features, combining materials in a single build, or achieving full-color surface finishes for display models.
You’ll find these methods pushing boundaries in fields such as biomedical device manufacturing, embedded electronics, and aerospace prototyping.
Hybrid techniques are also emerging, where two or more energy deposition methods (like friction and powder) are combined.
These innovations continue to broaden the scope of 3D printing technology, expanding material compatibility, reducing printing time, and improving part resolution in unique ways.
3D Printing at Microscale or Nanoscale
When your project demands ultra-high precision, such as building medical micro-implants or lab-on-a-chip devices, microscale 3D printing enters the picture. These advanced systems use highly focused energy sources, including lasers or electron beams, to deposit or cure materials at resolutions measured in microns or even nanometers.
At this scale, specialized photopolymer resins and nanoparticle inks become essential. Some methods use two-photon polymerization to cure light-sensitive materials only at the precise focal point of a laser, allowing incredibly detailed structures to be built layer by layer. This results in 3D printed parts with minimal feature size and excellent dimensional accuracy.
Despite its precision, this method is slower than traditional processes and requires careful control over heat, material flow, and shrinkage. However, the benefits are significant when you’re working on microfluidics, drug delivery systems, or advanced electronics packaging.
Drop on Demand (DOD)
Drop on Demand (DOD) is a precision-oriented 3D printing method where droplets of build material are selectively deposited only where needed. Unlike continuous inkjet systems, DOD technology triggers each droplet individually, allowing you to achieve tight control over shape and detail. These droplets solidify immediately upon contact or through a curing process like UV exposure.
This process is commonly used for wax patterns in investment casting or small polymer parts that require detailed surface finish and dimensional accuracy. DOD printers often feature two nozzles, one for build material and one for support material that’s later dissolved or removed. Layer height can be as fine as tens of microns, making it ideal for smooth, intricate 3D printed parts.
Continuous Fiber Reinforcement (CFR)
CFR 3D printing combines traditional polymer extrusion with continuous fiber placement to boost mechanical strength. You feed fibers such as carbon, Kevlar, or glass through a specialized nozzle while depositing a thermoplastic matrix. The result is a high-strength composite that retains lightweight characteristics, something you’d want for functional parts in aerospace, automotive, or tooling applications.
The fiber paths can be customized within your computer-aided design software to align with stress loads, enhancing tensile performance where it’s needed most. Parts produced with this method often outperform metal in strength-to-weight ratio and can replace heavier components in structural designs.
Atomic Diffusion Additive Manufacturing (ADAM)
Atomic Diffusion Additive Manufacturing (ADAM) is a metal 3D printing technique that begins with metal rods encased in a polymer matrix. These rods are deposited layer by layer, forming a “green” part that retains the desired geometry but lacks full density. After printing, the part undergoes sintering, where heat causes the metal particles to diffuse and bond, resulting in a fully metallic component.
This process is ideal for complex metal parts that require simpler post-processing and is more cost-effective than some powder bed fusion systems. Since the base material is rod-shaped rather than powder, ADAM minimizes handling hazards and can increase deposition rates. It’s well-suited for prototyping, functional testing, and low-volume production of geometries that are difficult to achieve using traditional manufacturing methods. If you’re looking for a bridge between fused filament fabrication and direct metal laser sintering, ADAM is worth considering for its balance of safety, resolution, and performance
Powder Adhesion
Powder adhesion is a lesser-known additive manufacturing method closely related to binder jetting. Instead of using lasers or high-powered heat sources, it selectively bonds powder using chemical binders or controlled heat. This can involve applying infrared light or heat-absorbing agents to fuse specific regions of thermoplastic or composite powder. Each pass deposits a fine layer of material, which bonds where energy or binder is applied.
While the parts often need post-processing—such as sintering or infiltration—this technique offers flexibility in handling materials that respond poorly to direct melting. Maintaining a consistent powder bed is critical to ensure layer accuracy and part geometry. Powder adhesion processes are especially appealing for industries focused on prototyping and product development where powder bed fusion might be too costly or intense. As with most powder-based 3D printing methods, it emphasizes surface finish, build plate stability, and post-processing to refine mechanical properties and dimensional tolerances.
Plaster-Based 3D Printing &ColorJet Printing (CJP)
ColorJet Printing (CJP) is one of the few 3D printing processes capable of producing full-color models directly from CAD files, making it ideal when you need high-fidelity visuals for presentations, educational models, or marketing prototypes.
Each layer is formed by selectively depositing liquid binder and colored ink droplets onto a thin layer of gypsum powder. Over time, the printed part is built layer by layer with accurate coloring embedded in the structure.
After printing, parts can be strengthened and sealed using infiltration materials like epoxy resin, enhancing durability and vibrancy. The resulting 3D printed parts don’t possess high mechanical strength but excel in aesthetics and detail—particularly useful for architecture, figurines, and medical demonstrations.
ColorJet technology reflects the diverse applications of inkjet printing in additive manufacturing. Unlike other types of 3D printing that prioritize strength, CJP focuses on appearance, offering vibrant models at a lower cost and faster turnaround than polymer-based SLA or FDM 3D printing methods.
Selective Heat Sintering (SHS)
Selective Heat Sintering (SHS) is a thermoplastic-based additive manufacturing method that uses a thermal printhead to fuse powder rather than relying on high-power lasers like those used in selective laser sintering (SLS). The process is energy-efficient, operating at lower temperatures, and is well-suited for quick prototyping with polymers like nylon or polylactic acid (PLA).
In each layer, the printhead selectively applies heat to regions of the powder bed based on your 3D model.
As new layers are deposited, they fuse together and gradually build up the object. Since the heat input is lower than in laser sintering, SHS may result in parts with reduced mechanical properties and rougher surface finish, making it better suited for concept models than production parts.
If you’re exploring different types of 3D printing for prototyping without the cost and safety demands of laser-based machines, SHS offers an approachable entry point. It also supports workflows with smaller desktop machines and doesn’t require specialized build chambers.
Laser Metal Deposition (LMD)
Laser Metal Deposition (LMD) is a form of directed energy deposition that exclusively uses a laser as the energy source to melt metal feedstock—either wire or powder—as it is deposited. Unlike electron beam melting (EBM) or plasma-based systems, LMD is often integrated with CNC machines to convert them into hybrid platforms that combine additive and subtractive manufacturing in one setup.
This method is ideal for adding features to existing components or producing near-net-shape parts with minimal material waste. It enables precise control of the melt pool, which can help reduce thermal stress and improve overall surface finish compared to more generalized DED systems.
While it shares many traits with other 3D printing processes, its laser-based control and ability to repair or modify components mid-life make it particularly appealing for aerospace and industrial tooling applications.
Multi-Jet Modeling (MJM)
Multi-Jet Modeling (MJM) is a material jetting technique where multiple print heads dispense photopolymers or waxes in parallel lines across the build area. Each droplet is cured by UV light or solidified by cooling, depending on the material used.
This method stands out from typical inkjet printing by offering simultaneous deposition of support and build materials, allowing you to fabricate complex geometries with minimal post-processing.
Thanks to its fine resolution, sometimes under 20 microns, MJM is well-suited for concept models, investment casting patterns, and even dental devices. Because you can vary materials between jets, MJM can also create gradient structures or embed variable mechanical properties in a single build. While not the fastest of the 3D printing methods, its precision and surface quality give it a place in high-end product design and prototyping workflows.
Powder Bed and Inkjet Head (PBIH)
Powder Bed and Inkjet Head (PBIH) printing works by laying down thin layers of powder, often metal or ceramic, and then selectively depositing a liquid binder through an inkjet print head.
This technique is essentially a type of binder jetting, where the deposited binder holds the part together in a “green” state before final sintering or infiltration.
What makes PBIH unique is its material flexibility. It’s often used for research applications, small-batch production, or parts that require advanced ceramics or metal alloys. Because no lasers or thermal energy are used in the printing stage, there’s less warping and distortion, making it ideal for geometrically complex parts.
While mechanical properties depend on post-processing, this method is becoming a valuable tool in your 3D printing toolkit if you’re working with unconventional or fragile materials.
Photopolymer Jetting (PJ)
Photopolymer Jetting (PJ) is very similar to PolyJet 3D printing but can differ depending on the printer brand or specific system design. In this process, UV-curable photopolymers are jetted as tiny droplets onto the build plate and solidified with ultraviolet light.
The layer height can be extremely fine, often producing parts with a smooth surface finish and high dimensional accuracy.
Some PJ systems offer multiple nozzles for different material types, allowing you to create multi-color or multi-material prints within a single build. Other versions provide temperature-controlled print heads to maintain material viscosity for consistent droplet formation.
Because of its precision and quality, PJ is widely used in fields such as product design, dental modeling, and visual prototyping—where aesthetics and surface detail are more important than load-bearing performance.
How to Choose the Right 3D Printing Type for Your Needs?
 When choosing a 3D printing technology, start by identifying the base material that fits your project—thermoplastics, metal powders, ceramics, or photopolymers.
When choosing a 3D printing technology, start by identifying the base material that fits your project—thermoplastics, metal powders, ceramics, or photopolymers.
If you’re producing functional parts with high mechanical properties, selective laser sintering (SLS) or direct metal laser sintering (DMLS) may be better than basic fused deposition modeling (FDM).
For visual models or concept parts, stereolithography (SLA) or inkjet printing methods like Multi Jet Fusion (MJF) or PolyJet could deliver excellent surface finish and detail.
Geometry matters too. Are there overhangs, internal channels, or thin walls?
Processes like powder bed fusion or vat photopolymerization handle complex geometries better than material extrusion.
Budget also plays a role—binder jetting can offer lower unit costs at medium volumes, while traditional FDM 3D printers remain cost-effective for prototyping and consumer use.
Consider your accuracy and tolerance requirements. Some technologies like SLA or DMLS consistently hit sub-0.1 mm tolerances.
Others, such as large-format material extrusion or DED, may produce larger deviations but accommodate bigger build volumes.
Lastly, don’t overlook post-processing. Support removal, sanding, infiltration, and heat treatments all affect lead time and cost. If speed and minimal finishing matter most, aim for processes with clean support strategies or automated post-processing workflows.
Which 3D Printing Method Is Most Accurate?
If your top priority is accuracy, vat photopolymerization—especially SLA and DLP—is your best bet. These methods can achieve resolutions as fine as 25–50 microns, producing sharp edges, smooth surface finishes, and intricate features.
For high-precision metal parts, powder bed fusion technologies like DMLS or SLM are also excellent, often maintaining tolerances of ±0.1–0.2 mm.
However, final accuracy still depends on post-processing like machining or heat treatment to correct for shrinkage.
Material jetting methods such as PolyJet and photopolymer jetting also excel in accuracy and are ideal for smaller components that need tight dimensional control and visual detail.
In contrast, FDM 3D printing generally offers lower resolution and visible layer lines, though tuned machines can achieve decent results—especially for low-cost prototyping or fixtures where tolerances are less critical.
So, if you’re aiming for ultra-precise parts, start with SLA, DLP, or PolyJet, and consider metal powder bed fusion when strength and dimensional fidelity must combine.
What Is the Most Common 3D Printing Type?
Fused deposition modeling (FDM) is the most widely used 3D printing method across consumer, educational, and industrial segments.
This material extrusion process dominates due to its affordability, ease of use, and wide availability of plastic filaments.
Desktop FDM 3D printers are often priced under $500, making them ideal for classrooms, hobbyists, and small businesses. Many product designers and startups use them for prototyping and early-stage development.
Industrial FDM systems can handle engineering-grade thermoplastics with higher melting points, enabling production runs of durable parts. The popularity of FDM stems from its low entry barrier and the scalability it offers across multiple use cases.
Which Process Is Best for Complex Geometries?
Powder bed fusion (PBF), including selective laser sintering and selective laser melting, is the best method for printing intricate geometries.
It excels at producing parts with internal channels, fine lattice structures, and unsupported overhangs, especially when using polymer powder or metal powder as the base material.
Resin-based vat photopolymerization processes, like SLA or digital light processing, also perform exceptionally well with fine features and delicate structures. They provide high-resolution prints and are favored in industries requiring precision, such as dental modeling and medical devices.
Binder jetting offers similar freedom since the surrounding powder bed supports overhangs naturally. However, keep in mind that final properties depend on post-processing like sintering or infiltration. If you’re designing components with high complexity, these technologies offer the greatest design freedom.
Which Method Produces the Smoothest Surfaces?
SLA consistently delivers the smoothest surface finish among all 3D printing methods. It uses a UV laser to cure liquid resin layer by layer, producing minimal layer lines and high detail. This makes SLA ideal for visual prototypes, jewelry design, or dental models.
Material jetting also ranks high in surface quality. These systems jet tiny droplets of photopolymer and cure them instantly with UV light. The result is a nearly polished surface without the need for sanding or polishing.
For other methods like FDM or SLS, achieving similar finishes usually requires additional post-processing. Sanding, vapor smoothing, or coating can reduce visible layer lines, but the base print typically won’t match the native smoothness of photopolymer technologies.
What’s the Cheapest 3D Printing Method?
Fused deposition modeling (FDM) is typically the most affordable 3D printing method available. You’ll find low-cost desktop machines under $500, and basic thermoplastic filaments are inexpensive and widely accessible.
This makes FDM ideal for hobbyists, educators, and startups experimenting with prototyping or concept models.
Even in small production environments, its low material cost and minimal support requirements keep unit costs down.
For large prints or complex parts, however, FDM may not always remain the cheapest. Resin printers and binder jetting with gypsum can also offer cost-efficiency, especially when accuracy or color modeling is essential and post-processing is minimal.
Which 3D Printing Type Is Most Expensive?
Powder bed fusion (PBF) for metals, especially DMLS, SLM, and EBM is currently the most expensive form of 3D printing. These machines rely on high-powered lasers or electron beams, requiring precise energy deposition, inert gas handling, and extremely fine metal powder.
The cost goes beyond just the equipment. You’ll also have to factor in powder handling systems, post-processing tools, and highly trained technicians. Parts may need heat treatment or machining for final tolerances, adding labor and time.
These systems are often used in aerospace or medical sectors where performance justifies the investment, but for most users, the price tag is a major barrier to entry.
Which 3D Printing Process Is Fastest?
Continuous liquid interface production (CLIP), developed by Carbon, is among the fastest 3D printing processes. It builds parts continuously without stopping between layers, unlike most layer-by-layer techniques.
In other high-speed categories, multi jet fusion (MJF) and binder jetting also perform well. These methods apply entire layers of powder and binder in one pass, cutting down build time significantly for certain geometries.
Material extrusion can be fast when using pellet-fed systems and large nozzles, though you trade off fine detail. If you need production speed without sacrificing resolution, MJF and DLP (digital light processing) offer a strong balance.
Which 3D Printing Is Best for Metal Parts?
Powder bed fusion processes, specifically DMLS, SLM, and EBM are the best options for metal 3D printing. They produce fully dense, high-strength metal components that can match or exceed the performance of cast or machined parts.
These technologies are especially effective for complex geometries, tight tolerances, and critical applications in aerospace, medical, or tooling.
Proper post-processing like support removal, surface finishing, and thermal treatments ensures optimal results.
Binder jetting is an alternative for larger batches or lower-cost metal parts. While mechanical properties may be slightly lower, it offers faster throughput and lower material costs. For repairs or large features, directed energy deposition (DED) provides added flexibility.
Conclusion
Yes, we’ve covered a lot, but here’s the truth:choosing the right 3D printing method isn’t about picking the “best” one. It’s about finding the one that fits you.
Each process, from simple fused filament fabrication (FDM) to high-end metal printing like DMLS or EBM, has its own strengths, costs, and materials. And whether you’re building a quick prototype, a functional part, or something that looks like it came out of a sci-fi movie, there’s a 3D printing solution waiting for you.
Maybe you’re just starting out with a low-cost desktop printer and some PLA. Or maybe you’re working with engineering-grade materials for aerospace parts.
Either way, this technology lets you create faster, smarter, and more flexibly than traditional manufacturing ever could. Today, 3D printing isn’t just for experimenting, it’s shaping real production across industries.
The best part? You don’t have to do it all alone. If you’re unsure which path to take, reach out to experts and 3D printing service provider like 3ERP who know the machines, the materials, and the methods.
Your perfect match isn’t just out there, it’s already printing.
commande numérique par ordinateur
- Comment l'usinage CNC est-il utilisé pour les bijoux en métaux précieux
- Accord direct avec le fabricant :routeur à bois CNC économique 1325 ATC livré aux États-Unis
- Codes G du tour à dualité Tormach
- Maîtriser EMO Hannover :guide du professionnel sur la planification, la mise en réseau et la gestion de l'énergie
- L'OPÉRATION DE SURFACE EN USINAGE, EXPLIQUÉE
- Comment entretenir vos machines-outils CNC
- Qu'est-ce que la galvanisation et comment peut-elle améliorer les pièces métalliques ?
- Exemple de programmation Heidenhain Flex K terminé
- Service d'usinage CNC personnalisé