


Que sont les défauts de moulage par injection et comment les prévenir :10 défauts de pièces en plastique
Les défauts sont difficiles à éviter mais peuvent être facilement contrôlés. Le plastique remplace le métal dans presque toutes les industries. Ainsi, la demande de moulage de plastique s'accélère. Malheureusement, comme les pièces métalliques, les pièces en plastique peuvent également présenter des défauts.
Cela peut être dû au processus de fabrication, aux matériaux, à la manutention des matériaux ou à quoi que ce soit. Donc, dans cet article, nous allons explorer différents défauts de moulage par injection , les causes de ces défauts et leur solution.
Les défauts des pièces en plastique sont remarqués dans presque tous les types de processus de moulage. Mais le moulage par injection est en tête de liste car nous savons que le moulage par injection est le procédé de moulage de plastique le plus largement utilisé.
Souvent, ces défauts peuvent être facilement évités ou du moins peuvent être contrôlés par une meilleure conception de pièce, une meilleure conception de moule, différents matériaux et différentes autres étapes dont nous parlerons dans cet article.
Facteur affectant les défauts de moulage par injection
Voici le facteur clé qui affecte les défauts de moulage par injection et peut être facilement contrôlé.
Sélection des matériaux de moulage par injection
Choisir le bon matériau est très important. Par exemple, l'ABS a une meilleure moulabilité que le PC. Certains matériaux ont un meilleur retrait que les autres. Choisissez donc un matériau qui crée moins de défauts dans le moulage par injection
Directives de conception de pièces en plastique
Nous devons toujours concevoir la pièce en utilisant les meilleures pratiques de conception de pièces en plastique. Par exemple, une épaisseur de paroi uniforme, pas de contre-dépouille, une épaisseur de nervure appropriée, une hauteur et une épaisseur de bossage appropriées, etc. Comme cela, il existe de nombreuses meilleures pratiques que nous devrions suivre afin qu'il y ait moins de défauts dans la pièce
Conception de moules à injection
Le choix du meilleur type de moule reste l'un des facteurs les plus importants dans les défauts de moulage par injection. Par exemple, le moule à canaux chauds crée moins de défauts que le moule à canaux froids. L'emplacement de la porte, la taille de la buse, la conduite d'écoulement, la pression d'injection, etc. jouent un rôle important dans la réduction des défauts des pièces en plastique.
1. Marque d'évier
La marque d'évier se produit en raison d'une épaisseur de paroi inégale. La zone plus épaisse prend du temps à refroidir par rapport à la zone plus fine et c'est pourquoi le matériau essaie de couler et de créer des impressions. Cela ressemble plus ou moins à un gouffre concave et la contraction se produira dans la direction de la section la plus mince. Les retassures sont plus visibles sur les surfaces planes.

Causes
- Conception de pièce incorrecte. La pièce doit avoir une épaisseur de pièce uniforme. Sinon, au moins la transition du changement d'épaisseur doit être douce.
- Mécanisme de refroidissement médiocre. Un refroidissement irrégulier crée une marque d'évier
- Mauvais choix de matériau. Peu de matériaux coulent plus que d'autres. Il faut donc choisir judicieusement le matériel.
- Faible pression d'injection
- Point de fusion très élevé du plastique
Solution
- Épaisseur de paroi uniforme
- Régler le temps de refroidissement
- Ajustez le temps de maintien et la pression.
- Modifier l'emplacement de la porte
2. Lignes de flux
Les lignes d'écoulement sont également connues sous le nom de marques d'écoulement que l'on trouve généralement dans les pièces moulées par moulage par injection. Ce sont essentiellement des lignes ou des motifs de forme ondulée hors ton trouvés sur les surfaces. Ce défaut est dû à un refroidissement irrégulier de la surface lorsque la matière s'écoule dans le moule.

Causes
- Variation de la vitesse de refroidissement
- Pression d'injection lente
- Basse température du moule
- Petite taille de la porte et du canal d'écoulement
Solution
- Augmenter la pression et la vitesse d'injection
- Augmenter le diamètre de la buse
- Utiliser un moule à canaux chauds
3. Ligne de soudure
Ce défaut se produit lorsque deux ou plusieurs lignes d'écoulement se rencontrent mais ne se tricotent pas pendant le processus de moulage et créent des lignes de forme convergentes appelées lignes de soudure. Cela se produit dans et autour des trous et crée une zone localement faible.

Causes
- Épaisseur de paroi non uniforme
- Trous, bossages, nervures ne suivant pas les meilleures pratiques de conception de pièces en plastique
- Température trop élevée du matériau en fusion
Solution
- Ajustez la position de la fente d'aération de la porte
- Conservez une épaisseur de paroi uniforme
- Concevez le bossage, les trous et les nervures conformément aux meilleures pratiques de conception
- Augmenter la fluidité du matériau fondu
4. Marques de brûlure
Les marques de brûlure sont très courantes dans le moulage par injection. Il apparaît généralement à la fin du trajet d'écoulement ou à l'endroit où l'air s'est emprisonné. Les marques de brûlure sont généralement noires, brunes ou de couleur rouille. Parfois, les marques de brûlure ne sont qu'une décoloration, de sorte que la pièce peut être utilisée si elle n'est pas visible pour les consommateurs en général. Mais parfois, les marques de brûlure provoquent une certaine instabilité structurelle, dans ce cas, la pièce est rejetée.

Causes
- Pression de moulage trop élevée
- Pas assez d'aération pour évacuer l'air
- Retard dans l'élimination de l'air emprisonné
- Mauvaise conception des glissières
Solution
- Ajoutez suffisamment de trous d'aération
- Réduire la température du matériau fondu
- Réduire la vitesse d'injection
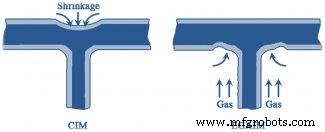
5. Retrait
Le rétrécissement se produit lorsqu'une zone des pièces en plastique refroidit plus rapidement que l'autre zone. Pour cette raison, il y a un rétrécissement dans la pièce qui est une sorte de déformation par rapport à la forme réelle. Donc, si la forme prévue est une surface plane, après rétrécissement, elle ne sera pas plane. Il y aura des ondulations en surface. Le même phénomène se produit dans les bois qui rétrécissent pendant les mois d'hiver.
Causes
- Épaisseur de paroi inégale
- Refroidissement non uniforme
- Dans un flux de moule efficace
- Haute température
Solution
- Concevez la pièce avec une épaisseur de paroi uniforme
- Assurez-vous que le processus de refroidissement est régulier et progressif
- Passez à un autre matériau qui rétrécit moins
6. Vides
Les vides dans la partie plastique sont dus à l'air emprisonné à l'intérieur. Cela se produit lorsqu'il n'y a pas de mécanisme de ventilation suffisant et que l'air ne peut pas sortir. En raison de l'air emprisonné à l'intérieur, le matériau fondu ne peut pas occuper l'espace et la pièce est triée. Le vide affecte la stabilité structurelle d'une pièce si la taille du vide est trop grande.

Causes
- Dans un mécanisme de ventilation efficace
- Faible pression de moulage
Solution
- Augmenter la pression d'injection
- Choisissez un plastique à faible viscosité
- Choisissez un emplacement de porte plus proche de la section la plus épaisse de la pièce
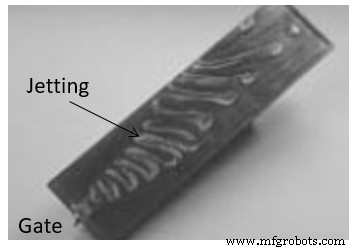
7. Jet
Le jet se produit lorsque le jet initial de matériau fondu est refroidi avant que toute la cavité ne soit remplie. Lorsque la taille de la porte est petite et que la pression d'injection est élevée, le matériau fondu jaillit souvent rapidement à travers la porte et se refroidit avant même que le moule ne soit complètement rempli. La condition idéale est que le moule soit rempli progressivement.
Causes
- Porte de petite taille
- Haute pression d'injection
- Mécanisme de refroidissement inefficace
Solution
- Réduire la pression d'injection
- Augmenter la température du matériau ou du moule
- Concevez l'emplacement de la porte de manière à ce qu'il puisse remplir la cavité avec un refroidissement uniforme
8. Coup court
Le coup court est un défaut majeur dans les pièces moulées par injection. Si le moule n'est pas complètement rempli par le matériau fondu, ce problème se produit. En raison de ce problème, une partie du plastique n'aura pas de matière du tout, en d'autres termes, la pièce sera incomplète.
La raison principale du tir court est la restriction de débit due aux portes bloquées ou aux portes étroites. Si le matériau est trop visqueux, des tirs courts peuvent également se produire. Si l'air est emprisonné à l'intérieur, le matériau ne peut pas non plus remplir cette zone et provoquer le tir court.

Cause
- Faible pression d'injection
- Le matériau est trop visqueux
- Portes étroites
- Aérations insuffisantes
Solution
- Augmenter la pression d'injection
- Reconcevoir le portail
- Fournir suffisamment de trou d'aération pour l'évacuation de l'air
9. Flash
Flash est le matériau supplémentaire qui sort autour de la surface de séparation (là où le noyau rencontre la cavité). Cela ressemble à une fine lèvre au bord du composant. Un problème de flash se produit en raison des flux de matériaux vers l'espace à l'extérieur du canal d'écoulement. La bavure se produit principalement dans les moules usés. Le flash n'est pas considéré comme un problème majeur, sauf s'il s'agit d'une partie de l'apparence. Le flash peut facilement être coupé en post-traitement.

Cause
- Moule mal conçu
- Moule usé
- Pression d'injection excessive
- Faible force de serrage
Solution
- Reconcevoir le moule
- Augmenter la force de serrage
- Régler la température du moule et la pression d'injection
10. Décoloration
La décoloration se produit lorsque la couleur de la pièce n'est pas celle prévue. Parfois, toute la pièce se décolore ou une certaine zone locale en souffre. Cela se produit pour de nombreuses raisons, mais principalement en raison des granulés restants dans la trémie ou de la résine résiduelle dans la buse ou le moule d'un cycle de production précédent. La décoloration n'affecte pas la résistance structurelle mais elle n'est pas souhaitable pour une pièce d'apparence.
Cause
- Le matériau restant n'est pas nettoyé dans la trémie
- Mauvaise stabilité thermique du matériau plastique
Solution
- Nettoyez la buse et la trémie après chaque cycle de production
- Utilisez un agent de couleur avec une bonne stabilité thermique
Conclusion :Défauts de moulage par injection
C'est tout ce que j'ai dans cet article. J'espère que vous avez une idée des différents défauts que l'on trouve dans les pièces en plastique. Bien qu'il y ait de nombreux défauts constatés mais ces dix défauts qui sont mentionnés ici se retrouvent dans la plupart des pièces.
Si vous avez encore des questions ou des requêtes, veuillez écrire dans la section des commentaires et je serai heureux de vous aider.
Vous aimerez peut-être aussi lire : Tableau d'épaisseur de tôle
Technologie industrielle
- Comment le moulage par injection est effectué
- Qu'est-ce que le moulage par transfert et comment fonctionne-t-il ?
- Moulage par injection plastique vs usinage plastique :comment décider
- Quatre types de cyberattaques et comment les prévenir
- Qu'est-ce que la porosité du soudage et comment la prévenir ?
- Services de moulage par injection de plastique efficaces et rentables
- Principales causes de panne de machine et comment les prévenir
- Embrayages industriels :que sont-ils et comment les utilisez-vous ?
- Que sont les blocs 1-2-3 et comment sont-ils utilisés ?