


Types d'extrudeuses 3D et Hotend
Dans cet article, nous allons parler des types d'extrudeuses et HotEnd les plus courants dans le monde de l'impression 3D. Avant de commencer, il convient de préciser que tout ce qui est cité est le résultat de notre expérience en utilisant toujours des produits de grandes marques, tels que les produits d'E3D Online, une société de composants d'imprimantes 3D de haute qualité spécialisée dans les extrudeuses, HotEnd et buses. Cette nuance est nécessaire car si des extrudeuses et des HotEnd de mauvaise qualité sont utilisés, il se peut que les caractéristiques que nous commentons ci-dessous ne soient pas remplies.
La fonction principale de l'extrudeuse est de déplacer le filament de la bobine vers le HotEnd de la manière la plus précise et à la vitesse adaptée à l'impression 3D, mais il existe différentes classifications des extrudeuses. Dans cet article, nous analyserons les principaux.
Types d'extrudeuses selon le lecteur
Dans les extrudeuses, il existe deux types selon le type d'entraînement :Direct et Bowden. Dans l'extrudeuse directe, comme son nom l'indique, le filament passe directement du rouage de l'extrudeuse au HotEnd. Il existe même des systèmes dans lesquels ces deux parties sont réunies, comme dans le Titan Aero.
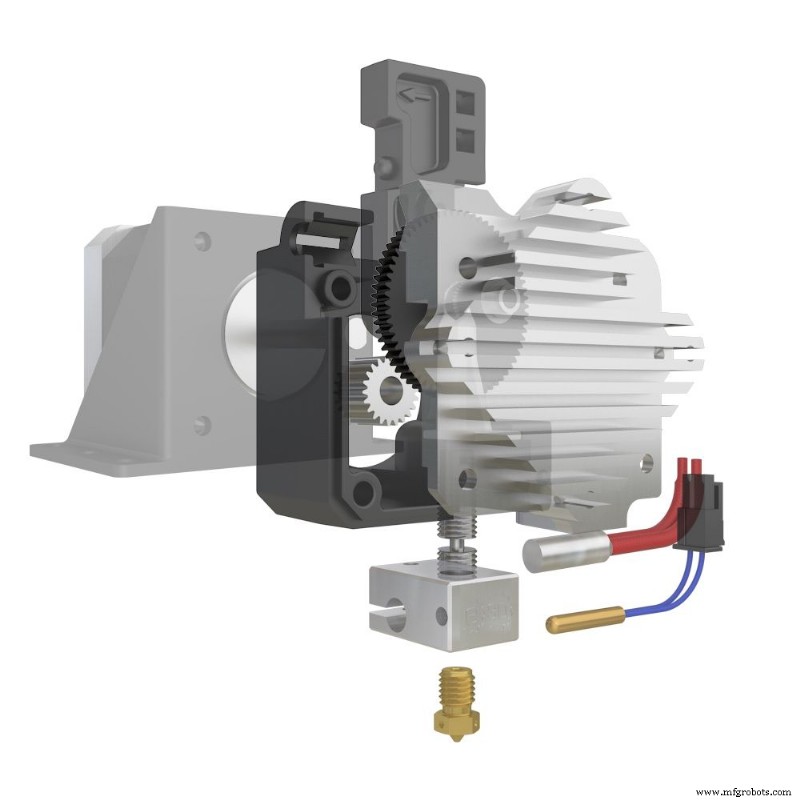
Image 1 :Extrudeuse Titan Aero. Source :E3D
Dans les extrudeuses Bowden, au contraire, la connexion avec le HotEnd se fait par un tube PTFE à travers lequel passe le filament.
Extrudeurs directs
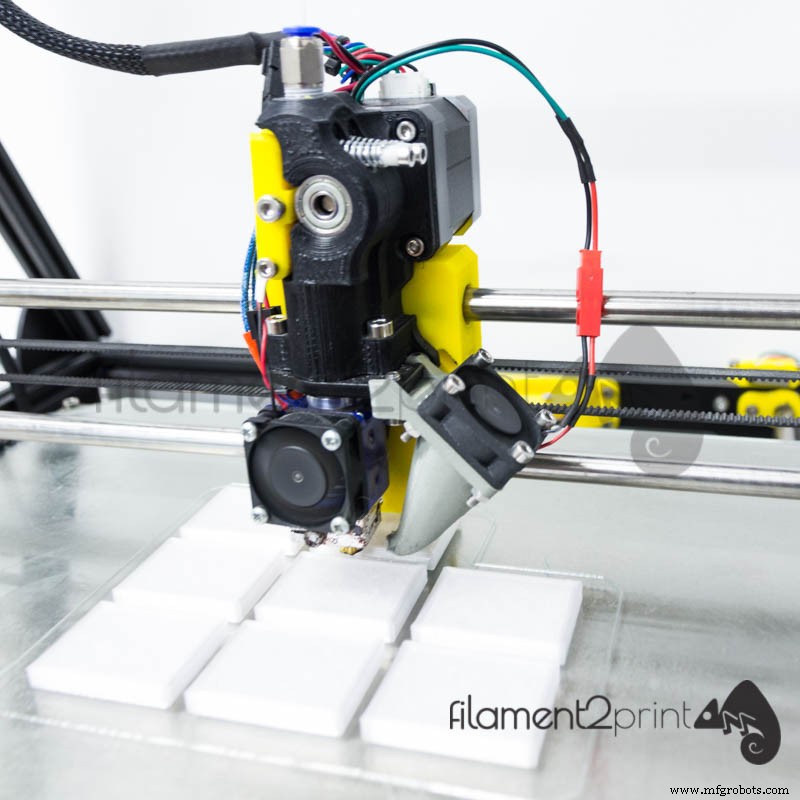
Image 2 : Extrudeurs directs
Avantages :
- Imprimez des matériaux flexibles, à la fois PLA Soft ou TPU, et TPE (FilaFlex) en 1,75 mm et 2,85 mm.
- Imprimez toutes sortes de matériaux sans problème, quelle que soit l'abrasion présentée par certains filaments. Pour imprimer des matériaux abrasifs 3D, par exemple du graphène, nous vous recommandons d'utiliser la buse Olsson Ruby Nozzle, une buse en laiton avec une pointe rubis qui a une durée de vie presque infinie.
- Ce système nécessite de courtes longueurs de rétraction pour obtenir de bonnes impressions 3D, ce qui réduit le risque de bourrage. Pour en savoir plus sur la rétractation, consultez l'article du lien suivant.
Inconvénients :
- Inertie considérable dans l'axe par lequel l'extrudeuse et le HotEnd se déplacent. Ce facteur est majoré lorsque l'on souhaite réaliser des impressions 3D à grande vitesse en devant déplacer le poids de l'ensemble (extrudeur, moteur d'extrudeur et HotEnd), surtout si l'imprimante 3D dispose de plusieurs extrudeurs.
- Problèmes de température dans le moteur électrique de l'extrudeuse. Dans les imprimantes 3D fermées et avec une chambre tempérée, des températures dans le moteur de l'extrudeuse peuvent être atteintes, ce qui affecte les performances de fonctionnement.
Extrudeuses Bowden
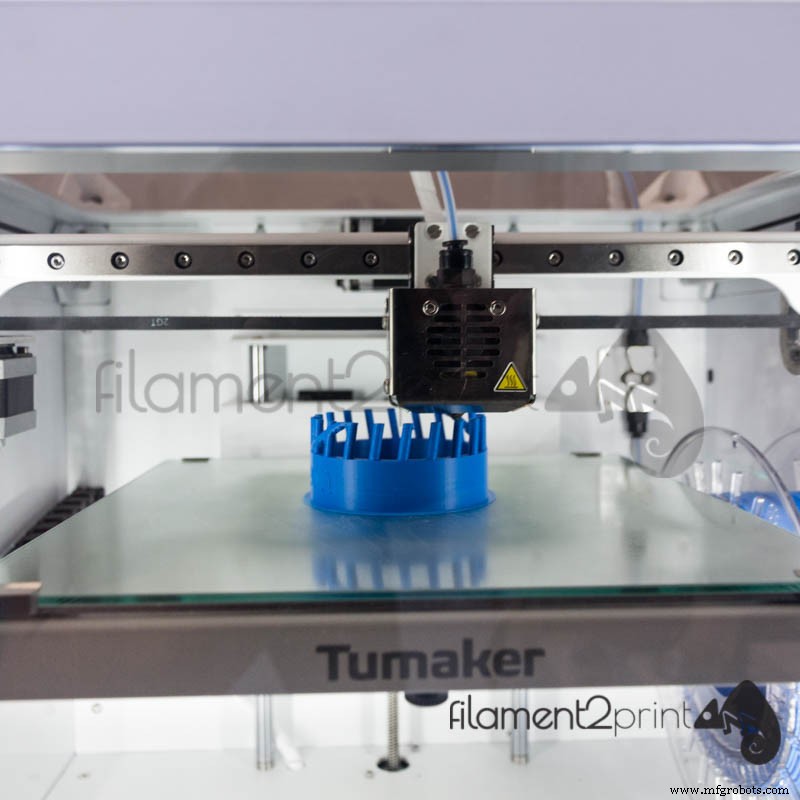
Image 3 : extrudeuse Bowden
Avantages :
- Faibles inerties dans l'axe de déplacement du HotEnd. Dans le système Bowden, puisque l'extrudeuse et le moteur de l'extrudeuse sont ancrés au châssis de l'imprimante 3D, les inerties dans le mouvement pour faire l'impression sont fortement réduites. Cela permet une impression très rapide et de haute qualité.
- Puissance de traînée élevée du filament. La majorité des imprimantes 3D qui utilisent ce système d'extrudeuse (BCN Sigmax, 3NTR-A2) ont un ensemble de pignons (groupe réducteur) qui augmente le couple de traînée du filament, permettant ainsi de déplacer des bobines plus grandes que la normale.
Inconvénients :
- Problèmes d'impression avec des filaments flexibles d'un diamètre de 1,75 mm. Cela est dû au fait qu'étant un filament flexible, il n'est pas possible de maintenir la pression dans le filament constante le long du tube Bowden PTFE jusqu'au HotEnd car il canalise le filament. Dans les systèmes Bowden de 2,85 mm, cependant, il est possible d'imprimer les filaments flexibles à basse vitesse.
Types de HotEnd en fonction du diamètre du matériau
Le HotEnd se charge de faire fondre le filament pour réaliser la pièce désirée. Il configure le type de HotEnd (V6 ou Volcano) et la buse en fonction du diamètre du matériau, en fonction du type de pièce, de la qualité et de la finition que vous souhaitez obtenir. Nous classons les extrudeuses dans les types V6 et Volcano puis nous mentionnons les avantages et les inconvénients entre ces deux types de HotEnd.
Avantages et inconvénients de HotEnd V6
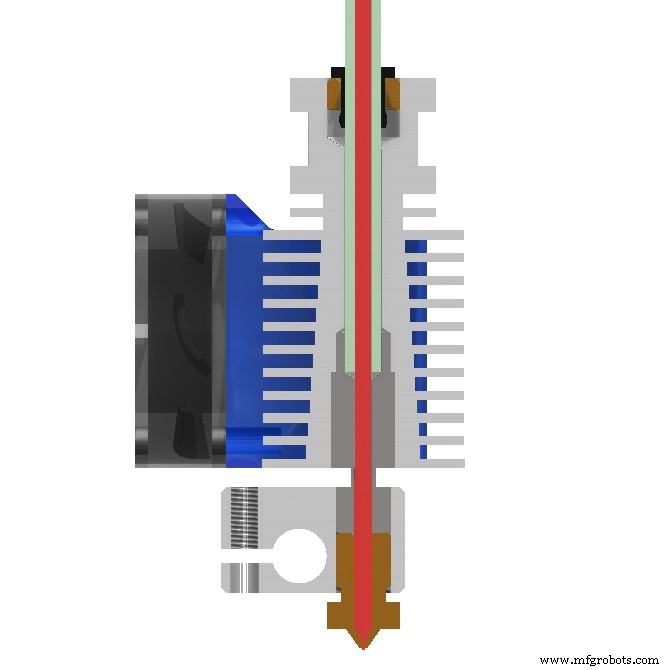
Image 4 : HotEnd V6 universel 1,75 mm. Source :E3D
Avantages :
- Le V6 est le HotEnd le plus polyvalent du marché, valable pour tous les types d'impressions, même pour les matériaux souples (notamment avec le filament 2,85/3 mm). Avec le HotEnd V6, vous pouvez réaliser toutes sortes de pièces avec une qualité de finition exceptionnelle.
Inconvénients :
- Le diamètre maximum de buse recommandé pour ce type d'extrudeuse est de 0,80 mm / 1 mm car pour des diamètres plus importants, des problèmes de continuité de flux se posent généralement.
Avantages et inconvénients de HotEnd Volcano :

Image 5 : Volcan E3D HotEnd
Avantages :
- Grâce à la position parallèle de la cartouche chauffante par rapport à la buse, une plus grande surface chauffée est obtenue, offrant ainsi un meilleur contrôle et une grande stabilité de la fusion du filament. Pour tout ce qui précède, vous pouvez réaliser des impressions 3D avec une buse de plus grand diamètre (1,2 mm), ce qui entraîne des temps de fabrication plus courts et la possibilité d'imprimer avec une hauteur de couche plus élevée que dans la V6.
- Pièces plus résistantes. Grâce à la réalisation de couches supérieures avec un flux laminaire (sans bulles), les joints entre les liaisons chimiques du matériau sont plus solides, donnant des pièces plus rigides et résistantes.
Inconvénients :
- Finition de surface peu détaillée. En raison des hauteurs de couche élevées, les pièces sont fabriquées avec des marches dans les zones où il y a des surfaces courbes à différentes hauteurs.
Certains fabricants appellent le HotEnd en fonction du système d'extrudeuse et du diamètre de filament que vous souhaitez utiliser. Par exemple, E3D Online utilise la désignation "universel" pour son HotEnd de 1,75 mm (universal direct et universal bowden) dans lequel le tube TPFE atteint l'intérieur du Heat Break, canalisant le filament sans interruption vers le bloc chauffant. Pour le HotEnd 2,85 / 3 mm, utilisez simplement la désignation "direct" ou "bowden".
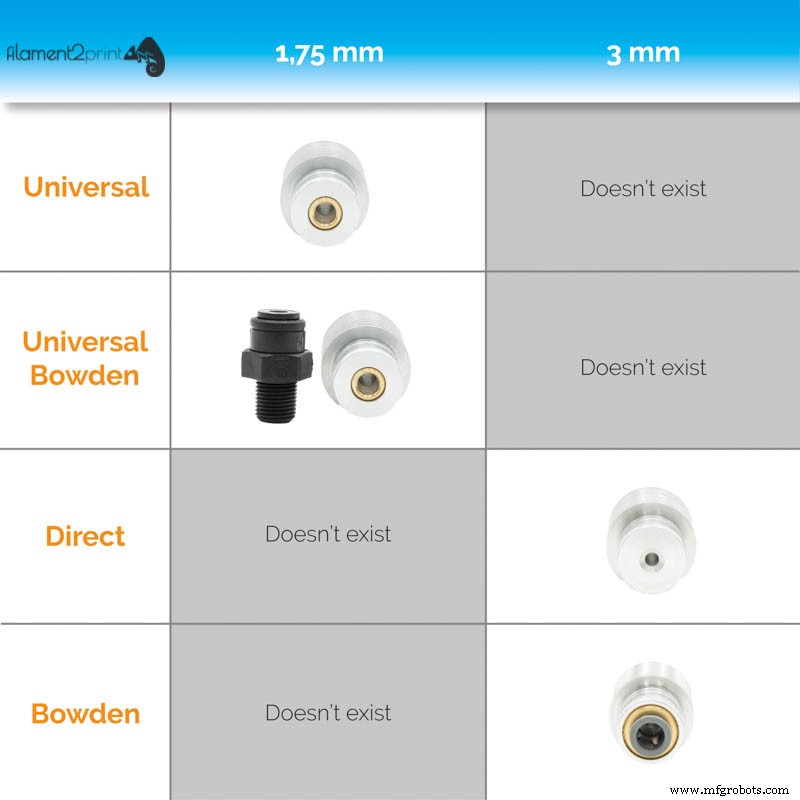
Image 6 : Types de HotEnd E3D
Pour notre part, nous recommandons à chaque utilisateur d'étudier son cas particulier en fonction du type de pièces et de la rapidité avec laquelle il souhaite imprimer en 3D, mais toujours en utilisant des composants de première classe qui garantissent la qualité de tous leurs produits.
impression en 3D
- Qu'est-ce qu'une biopuce et types de biopuces
- Variables C# et types de données (primitifs)
- Types et caractéristiques des tissus en fibre de verre
- Qu'est-ce que le prototypage rapide ? - Types et fonctionnement
- Qu'est-ce que la fabrication additive ? - Types et fonctionnement
- Qu'est-ce que la soudure ? - Types et comment souder
- Signification et types de processus de fabrication
- Types d'acier inoxydable et nuances d'acier inoxydable
- Types de freins et d'embrayages Stromag