


Paramètres et profils Cura PETG idéaux pour des impressions parfaites !
Le PETG est l'un des polymères les plus utilisés dans l'impression 3D, surpassé uniquement par le PLA. Il s'agit d'une version modifiée du plastique utilisé dans les bouteilles de soda, par exemple. La modification le rend plus adapté aux imprimantes 3D car il abaisse sa température de fusion et facilite l'extrusion. Comparé au PLA, le PETG est plus dur mais plus doux. Certains filaments ont également des opacités variables et peuvent atteindre de bons niveaux de transparence, ce qui peut être bon non seulement pour des raisons esthétiques, mais aussi pour des projets qui intègrent des lumières. Il a également une plage de températures de travail plus élevée et convient mieux aux conditions extérieures.
Maintenant que nous connaissons les avantages de l'utilisation du PETG, découvrons comment régler les paramètres de l'imprimante afin d'obtenir les meilleurs résultats possibles !
Pour l'impression avec PETG, la température doit être réglée sur 70+ºC, tandis que la température d'impression doit être comprise entre 220ºC et 240ºC. Il est important d'éteindre le ventilateur pour les couches initiales et de régler la vitesse d'impression entre 30 et 500 mm/s. Avec le PETG, vous devez faire attention au cordage, à l'adhérence du lit et à la séparation ou au délaminage des couches, ce qui signifie que les paramètres de rétraction sont très importants.
Je vais passer en revue chacun des paramètres plus en détail et discuter de la façon de les affiner. Commençons !
Les problèmes avec le PETG
Le PETG peut devenir très filandreux, mais il suffit d'avoir des rétractions bien calibrées ou de souffler rapidement les modèles finis avec un pistolet thermique pour enlever les poils fins de plastique. L'adhérence au lit est également un problème car pour certains utilisateurs, le PETG ne colle pas assez bien et pour d'autres, il colle trop bien et cela rend le retrait du modèle du lit pénible. Enfin, il y a une mauvaise liaison des couches qui peut causer des problèmes, mais cela peut généralement aussi être géré dans le slicer
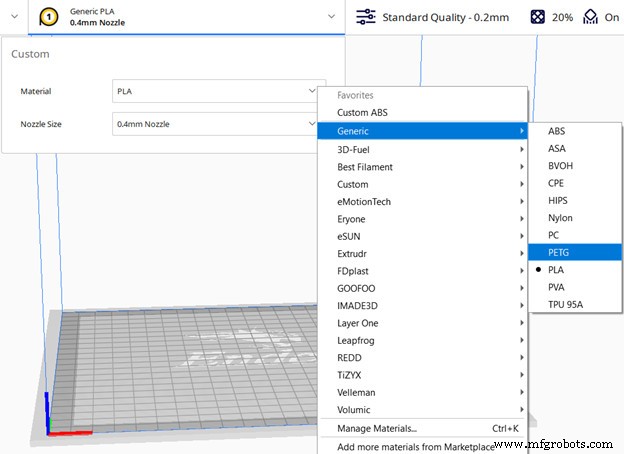
Activer le profil PETG par défaut de Cura (utilisez-le comme point de départ)
Cura a beaucoup de profils intégrés pour les marques connues, c'est donc une idée intelligente de les utiliser comme point de départ et de faire de petits ajustements à partir de là. Si la marque n'est pas répertoriée, vous pouvez commencer avec un profil PETG générique.
Hauteur du calque
La hauteur de la couche a un effet significatif sur le temps d'impression, les détails et la résistance. Plus la hauteur de couche est élevée, plus le temps d'impression est court, mais moins il y a de détails et de force. Pour le PETG, il est recommandé de choisir une couche mince pour éviter le délaminage.
Selon une étude, plus le rapport entre la hauteur de la couche et la taille de la buse est grand, plus l'écart entre les couches est petit et meilleure est la résistance. Par conséquent, si vous avez besoin d'une couche plus importante, il est conseillé d'utiliser une buse plus grande. Il est possible d'émuler une buse plus grande en modifiant la largeur d'extrusion, mais il est probablement préférable de ne pas dépasser 125 à 150 % de la taille réelle de la buse. (Exemple :0,6 mm pour une buse de 0,4 mm).
Plus d'informations sur ce sujet dans cet article qui est le nôtre
Réglage fin
Imprimez en modifiant légèrement la hauteur de couche uniquement et vérifiez les résultats jusqu'à ce que vous trouviez la hauteur de couche parfaite pour votre projet spécifique.
Hauteur de couche PETG idéale :
- Pour plus de détails : 25 % de la taille de la buse ou de la largeur d'extrusion (0,1 mm pour une buse de 0,4 mm)
- Hauteur de couche optimale : 25 % à 40 % de la taille de la buse ou de la largeur d'extrusion (0,15 mm pour une buse de 0,4 mm)
- Impressions rapides/prototypage : 50 % à 80 % de la taille de la buse ou de la largeur d'extrusion (0,2 à 0,3 mm pour une buse de 0,4 mm)
Température d'impression
La température d'impression pour le PETG n'est pas aussi indulgente que pour le PLA. S'il n'est pas réglé correctement, vous obtiendrez soit des modèles très filandreux avec des détails médiocres, soit un délaminage important. Plus la température d'impression est élevée, plus l'adhérence de la couche est élevée, mais plus les détails sont faibles.
Réglage fin
Le réglage de la température peut être effectué en imprimant une tour d'étalonnage de température et en modifiant la température d'extrusion après une distance fixe. Une fois l'impression terminée, vous pourrez voir clairement la plage dans laquelle votre filament a la meilleure adhérence de couche et les meilleurs détails.
Température d'impression PETG idéale : 220 – 240 ºC
Il y a une bonne vidéo sur ce sujet !
Température du lit
Le PETG est connu pour coller trop bien à certaines surfaces mais aussi mal si la température du lit n'est pas réglée correctement. Avec les lits en verre, la pièce peut parfois se détacher avec des morceaux du lit collés dessus. Un bon agent de démoulage tel qu'un bâton de colle est essentiel dans ces circonstances.
Une étude montre qu'une température de lit légèrement supérieure à la température de transition vitreuse du filament améliore grandement l'adhérence.
Contrairement aux substances telles que l'eau, les polymères ont une température caractéristique supplémentaire, la température de transition vitreuse. Lorsque le polymère est chauffé au-dessus de ce seuil, ses propriétés physiques passent de fragile et dur à ductile et tenace. La température du verre du PETG est d'environ 80°C. Par conséquent, si votre machine peut atteindre cette température, il est fortement recommandé de la régler à au moins 70°C ou plus. Un pied d'éléphant plus prononcé est à prévoir, mais cela peut être compensé dans la trancheuse ou dans le modèle lui-même en ajoutant un chanfrein sur la face inférieure.
Réglage fin
Commencez par régler le lit à au moins 70 °C et augmentez-le par incréments de 5 °C si l'impression échoue. Attention, monter trop haut peut ruiner votre lit car le modèle colle trop bien et enlève une partie du revêtement voire des morceaux du lit lui-même.
Température idéale du lit PETG :70 °C à 85 °C
Vitesse d'impression
La vitesse d'impression pour le PETG est similaire à la vitesse d'impression pour le PLA, mais une vitesse plus lente peut donner de meilleurs résultats. Les paramètres CURA par défaut devraient convenir. De 30 à 50 mm/s est une plage raisonnable. Certaines sources suggèrent que l'augmentation de la vitesse de déplacement peut améliorer le cordage. Si votre imprimante peut gérer plus de 120 mm/s, cela vaut la peine de l'essayer.
Réglage fin
Vous pouvez affiner votre vitesse d'impression de la même pièce plusieurs fois avec des vitesses variables.
Paramètres de vitesse PETG idéaux :
- Vitesse d'impression : 30 – 50 mm/s
- Vitesse d'impression de la couche initiale : 20 – 30 mm/s
- Vitesse de remplissage : 40 – 60 mm/s
- Vitesse de déplacement : 100+ mm/s selon l'imprimante
Rétraction
Le PETG peut être assez filandreux car il imprime à chaud et n'utilise pas beaucoup de refroidissement, mais avec des rétractions appropriées et d'autres options activées, vous pouvez obtenir des résultats impressionnants.
Un test de cordage peut aider à ajuster la rétraction. Tout d'abord, utilisez une distance de rétraction de 3 mm si vous avez une extrudeuse à entraînement direct et de 6 mm si vous avez une configuration Bowden. Une vitesse de rétraction de 25 mm/s dans l'une ou l'autre configuration serait une bonne estimation de départ ou essayez plus lentement. Les paramètres de stock de Cura fonctionnent généralement bien.
Qu'est-ce que le peignage et quel paramètre utiliser ?
Le peignage désactive la rétraction et modifie les mouvements de déplacement pour passer par-dessus le remplissage afin de déposer tout plastique suintant. Il peut être utile de le définir sur "Dans le remplissage"
Réglage fin
Vous pouvez affiner votre vitesse d'impression de la même pièce plusieurs fois avec des vitesses et des distances de rétraction variables.
Paramètres de rétraction PETG idéaux :
- Distance de rétraction : 3 mm pour prise directe ou 6 mm pour Bowden
- Vitesse de rétraction : 25 mm/s
- Peignage : ACTIVÉ et réglé sur "Dans le remplissage"
Adhésion au lit
Comme mentionné dans la section sur la température du lit, si la température est réglée plus haut que la température de transition vitreuse du filament, la force d'adhérence sera considérablement améliorée.
Les bords sont une bordure épaisse à une seule couche qui augmente le contact avec le lit. Leur utilisation est particulièrement utile dans les modèles qui n'ont pas une bonne base pour coller au lit. La jupe est la même, mais elle n'entre jamais en contact avec le modèle. La jupe n'agit que comme apprêt pour la buse, elle n'est donc pas très efficace pour faire adhérer les couches.
Les radeaux se comportent comme un bord mais se composent d'au moins deux ou trois couches sous l'ensemble du modèle. Il aide également à compenser les irrégularités du lit. Le bâton de colle et la laque sont utiles non seulement lorsque l'impression n'est pas collée, mais également lorsque l'impression est fermement collée.
Paramètres idéaux d'adhérence au lit PETG :
- Température du lit : 70+ºC
- Type d'adhérence au lit : Feuilles de PEI ou verre enduit
- Largeur du bord : Au moins 10 mm
- Produits favorisant l'adhérence : Bâton de colle, laque pour cheveux
Refroidissement de l'impression
Pour éviter le délaminage et le gauchissement, ne pas utiliser de refroidissement avec du PETG. La première meilleure estimation pour les pièces solides est de désactiver complètement le refroidissement des pièces, à l'exception du pontage. Pour des détails nets et moins de cordes, vous pouvez utiliser des vitesses de ventilateur de 100 % après que les deux ou trois premières couches ont été posées
Réglage fin
Paramètres de refroidissement PETG idéaux :
- Vitesse du ventilateur de la couche initiale : désactivé
- Vitesse du ventilateur : 0 à 100 % selon que vous visez le détail ou la force
- Type d'adhérence au lit : Feuilles de PEI ou verre enduit
- Largeur du bord : Au moins 10 mm
Avez-vous besoin d'un boîtier pour l'impression PETG ?
L'impression avec une enceinte n'est pas strictement nécessaire pour le PETG mais dans les chambres froides, elles peuvent être utiles.
Résumé :paramètres Cura idéaux/profil pour l'impression PETG
- Hauteur du calque : 25 % à 40 % de la taille de la buse ou de la largeur d'extrusion (0,15 mm pour une buse de 0,4 mm)
- Température d'impression : 220 – 240 ºC
- Température du lit : 70+ºC
- Type d'adhérence au lit : Jupe
- Distance de rétraction : 3 mm pour prise directe ou 6 mm pour Bowden
- Vitesse de rétraction : 25 mm/s
- Peignage : ACTIVÉ et réglé sur "Dans le remplissage"
- Vitesse d'impression : 30 – 50 mm/s
- Vitesse de déplacement : 100+ mm/s selon l'imprimante
- Couches initiales de la vitesse du ventilateur : désactivé
- Vitesse du ventilateur restant de l'impression : 0 à 100 % selon que vous visez le détail ou la force
impression en 3D
- Ajouter une finition parfaite à vos impressions SLS
- Obtenir des couleurs vives pour vos impressions SLS
- Finition de première classe pour vos impressions FDM
- Contamination des poudres :un danger caché pour les impressions métalliques
- 4 façons d'obtenir une finition parfaite pour vos pièces FDM
- OSGi pour les solutions IoT :un accord parfait
- Comment créer des fichiers STL de haute qualité pour les impressions 3D
- Applications idéales pour les actionneurs pneumatiques
- Paramètres et profils ABS Cura idéaux (pour toutes les imprimantes)