


Comment créer des fichiers STL de haute qualité pour les impressions 3D
Avez-vous déjà imprimé en 3D une pièce qui avait des points plats ou des surfaces à facettes où des courbes lisses étaient censées être ? Ou peut-être venez-vous de voir une image d'une impression 3D qui semblait appartenir à un CGI basse résolution des années 90 ? Vous n'êtes pas seul et ce n'est pas la faute de votre imprimante 3D - le coupable est probablement un manque de résolution dans le fichier STL qui a été utilisé pour créer la pièce !
Nous avons reçu beaucoup de questions de nouveaux utilisateurs sur ces types de caractéristiques de surface à facettes sur leurs pièces imprimées, donc dans l'intérêt d'aider tout le monde à obtenir les meilleures impressions possibles de leur imprimante 3D, nous avons élaboré ce guide de création STL de haute qualité qui feront de superbes pièces imprimées en 3D.
Dans le guide, nous couvrirons les aspects suivants des fichiers STL et de l'impression 3D :
- 1. Qu'est-ce qu'un fichier STL ?
- 2. Pourquoi les fichiers STL sont importants
- 3. Identification d'une STL sous-optimale
- 4. Définition des paramètres STL
- 5. Tolérance d'accord/Déviation d'accord
- 6. Tolérance angulaire/Écart angulaire/Écart normal
- 7. Qualité du maillage par rapport à la taille du fichier :nos recommandations
- 8. Paramètres d'exportation STL par les principaux logiciels de CAO
États-Unis Étude de cas de l'armée
Lisez notre plus récente histoire de réussite client sur une base de formation majeure pour l'armée américaine.
Le TL;DR : L'exportation de la géométrie CAO avec la bonne résolution STL se traduira par des pièces imprimées en 3D avec la précision dimensionnelle et la finition de surface les plus élevées, sans ralentir le processus de tranchage.
Notre recommandation est de commencer par exporter les STL avec les paramètres suivants :
- - En binaire Format STL (taille de fichier plus petite que ASCII)
- - Tolérance/déviation des accords de 0,1 mm [0,004 in]
- - Tolérance/écart angulaire de 1 degré
- - [Facultatif] Longueur minimale du côté du triangle réglé sur 0,1 mm [0,004 in]
Si la taille du fichier résultant est supérieure à 20 Mo, nous vous recommandons fortement de réduire la taille du fichier en augmentant les valeurs de la tolérance de corde et angulaire jusqu'à ce que la taille du fichier STL soit réduite à moins de 20 Mo, car la grande taille du fichier peut ralentir considérablement les calculs impliqués dans la préparation du STL pour l'impression 3D. Si votre modèle contient encore des aplats excessifs avec ces paramètres, vous pouvez essayer de diminuer les valeurs de la tolérance cordale et angulaire, avec la forte recommandation de continuer à maintenir la taille du fichier en dessous de 20 Mo.
Qu'est-ce qu'un fichier STL ?
En tant que type de fichier original créé pour l'impression 3D par stéréolithographie à la fin des années 1980 (STL vient de STereoLithography), le format de fichier STL est effectivement la norme de l'industrie de l'impression 3D pour importer des fichiers de modèle 3D dans un programme de découpage comme le logiciel Eiger de Markforged, en vue de Impression 3D du modèle. Si vous avez déjà utilisé une imprimante 3D ou conçu quelque chose à imprimer en 3D, il est presque certain que vous avez déjà rencontré un fichier STL, mais saviez-vous que toutes les STL ne sont pas égales ? En fait, il est tout à fait possible de concevoir un modèle 3D qui répond à vos exigences fonctionnelles, puis de générer un fichier STL à partir de ce modèle qui produira des pièces hors spécifications.
Les fichiers STL décrivent simplement un ensemble de triangles qui (généralement) constituent un maillage qui se rapproche des surfaces continues d'un modèle 3D. Pour être plus précis, un fichier STL contient une liste de coordonnées tridimensionnelles, regroupées en ensembles de trois avec un vecteur normal - chacun de ces ensembles de trois coordonnées constitue les sommets (points d'angle) d'un triangle et le vecteur est normal , ou perpendiculaire, au plan qui est décrit par les trois points du triangle.

Dans un fichier STL ASCII (textuel), chaque triangle est représenté au format suivant, où le vecteur normal n est représenté par (ni
nj nk ) et chaque sommet v a des coordonnées tridimensionnelles (vx vy vz ):
facette normale ni nj nk
boucle externe
sommet v1x v1y v1z
sommet v2x v2y v2z
sommet v3x v3y v3z
boucle finale
endfacet
Ensemble, tous les triangles (il est courant d'en avoir des millions) forment un maillage qui peut décrire une géométrie tridimensionnelle, et peut ensuite être importé dans un logiciel de découpage, comme la plate-forme logicielle Eiger de Markforged, en vue d'être imprimé en 3D.
Il est important de noter que les STL destinés à l'impression 3D doivent contenir un maillage ou des maillages bien formés qui entourent entièrement la géométrie que vous souhaitez créer, avec chaque bord de triangle connecté à exactement deux faces (ceci est parfois appelé un collecteur STL, ou un sans lacunes).
Cependant , un fichier STL est simplement une liste de coordonnées et de vecteurs et il n'y a aucune exigence dans la spécification du fichier STL pour une telle condition de collecteur. Les fichiers STL, en particulier ceux créés directement à partir de scanners 3D, peuvent souvent contenir une géométrie non multiple ou des surfaces incomplètes qui peuvent être difficiles ou impossibles à imprimer correctement en 3D, et peuvent provoquer des erreurs lors du découpage.
En général, il est préférable d'exporter vos STL à partir d'un logiciel de CAO grand public avec de bonnes capacités d'exportation STL - à peu près tous les logiciels de CAO d'ingénierie commerciale modernes et les packages open source ou amateurs les plus connus entrent dans cette catégorie. Une recherche en ligne rapide de votre logiciel de CAO et des « options d'exportation STL » vous orientera généralement dans la bonne direction.
Impression 3D STL :Pourquoi c'est important
Cette dernière section était un peu plus géométrique que vous ne vous en souciez probablement - ce qui est important dans cette discussion cependant, c'est le maillage créé par tous ces triangles. Étant donné qu'un triangle est une forme 2D plate, la collection de triangles dans un fichier STL ne peut que répliquer parfaitement un modèle 3D composé uniquement de surfaces planes, telles qu'un cube, un polygone ou vraiment toute géométrie sans surfaces courbes, en supposant que les triangles du maillage peuvent être plus petits que la plus petite entité du modèle. Nous discuterons de cette hypothèse plus tard lorsque nous parlerons des paramètres d'exportation STL en CAO.
Cependant, de nombreuses pièces d'ingénierie ont au moins quelques surfaces courbes, qu'il s'agisse de trous, de congés, de rayons, de révolutions ou de courbes plus complexes et de géométries organiques. Ces caractéristiques et surfaces incurvées (non planes) seront reproduites par un maillage de triangles et ne pourront donc être approximées que par un fichier STL avec différents niveaux de précision, en fonction des paramètres d'exportation STL.

Ai-je besoin de mettre à jour mes fichiers STL ?
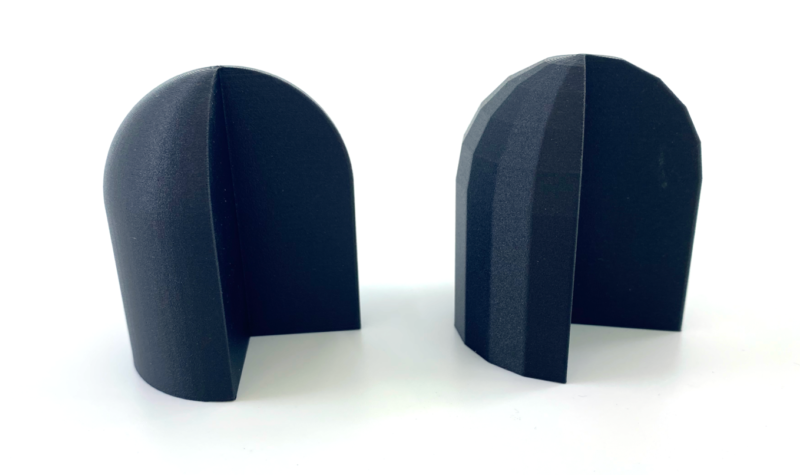
Si vous êtes satisfait de la qualité de vos impressions 3D et de la vitesse à laquelle leurs fichiers STL respectifs sont traités dans Eiger, alors félicitations - il n'est pas nécessaire de changer quelque chose qui fonctionne bien ! Cependant, si vous rencontrez des problèmes, cet article peut vous aider à résoudre deux problèmes principaux, et ils résultent de fichiers STL générés avec des paramètres de résolution d'exportation trop bas ou trop élevés. Les caractéristiques déterminantes des STL basse résolution sont des impressions 3D avec des points plats dans des régions qui devraient avoir des faces incurvées en douceur. Avec des fichiers STL d'une résolution excessivement élevée, vous produisez de superbes pièces imprimées en 3D, mais les fichiers de grande taille entraîneront de longs temps de coupe dans le logiciel Eiger de Markforged et peuvent entraîner un décalage de l'interface utilisateur lors de l'ajustement de la vue de la pièce dans les plus extrêmes. cas.
L'une des raisons sous-jacentes pour lesquelles le format STL est si répandu est sa simplicité, qui à son tour a permis à un large éventail de logiciels d'ingénierie et de conception de prendre en charge, d'éditer et de générer des fichiers STL à partir d'autres formats de modèles 3D, qui peuvent ensuite être imprimé sur presque toutes les imprimantes 3D. Malheureusement, l'un des principaux inconvénients des STL est également leur simplicité - ils ne contiennent aucune information sur le système d'unités (millimètres, pouces, pieds, etc.) dans lequel ils ont été conçus et il n'est pas vraiment possible de déterminer la résolution d'un STL par lui-même et avec quelle précision il représente le modèle d'origine à partir duquel il a été créé.
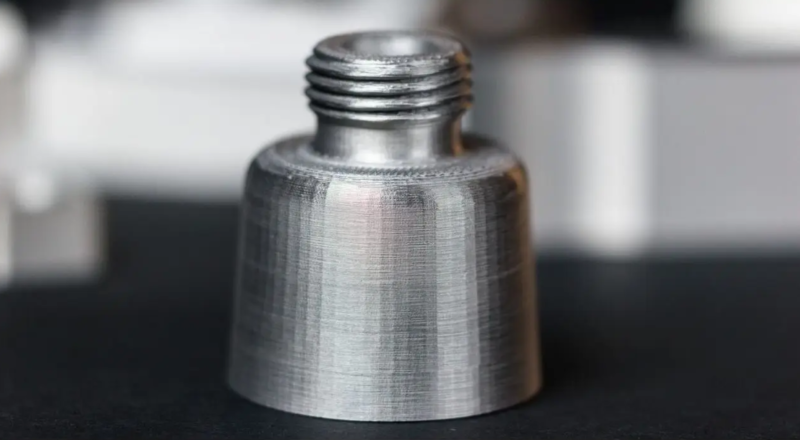
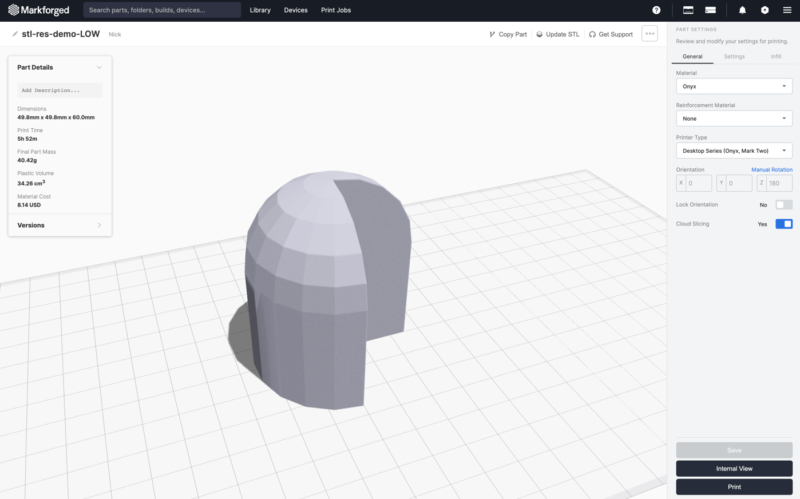
Le problème le plus courant que rencontrent nos utilisateurs sont les fichiers STL qui sont trop grossiers et ont été générés sans une résolution suffisante. L'indicateur le plus important de ceci est les points plats et les régions à facettes des pièces qui ont été conçues avec des courbes douces, comme dans l'image suivante d'une buse.

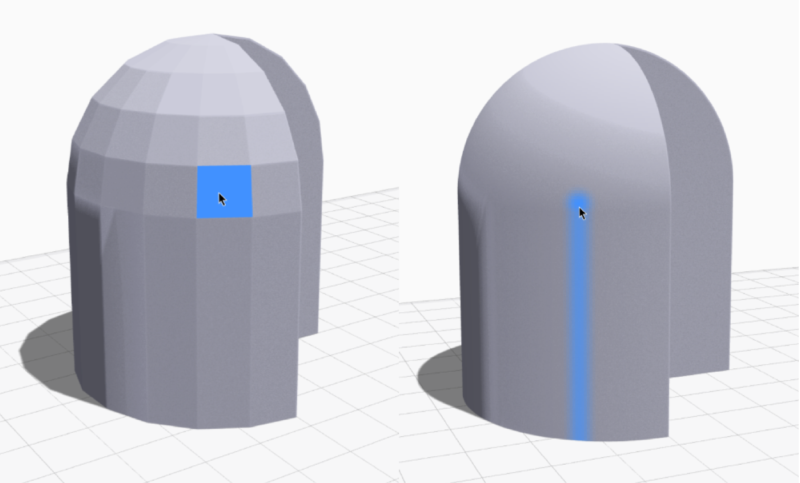
Vous pouvez également facilement identifier cette condition de basse résolution à l'aide des outils intégrés dans la plate-forme logicielle Eiger de Markforged. Lorsque vous déplacez votre souris sur le modèle de pièce dans le logiciel, Eiger met en évidence la face sous votre curseur en bleu, ainsi que toutes les faces parallèles à celle-ci (et dans une petite tolérance angulaire de parallèle). Si vous pouvez voir des facettes claires et des points plats dans votre modèle lorsque vous surlignez des visages avec votre souris, vous devrez probablement augmenter la résolution de votre fichier STL. Si les visages mis en évidence semblent « flous », avec un dégradé de couleurs relativement doux, la résolution STL est probablement suffisante pour l'impression 3D.
D'un autre côté, les fichiers STL avec une résolution trop élevée peuvent être trop volumineux pour être traités efficacement par Eiger et peuvent ralentir les opérations de découpage. Il n'y a pas de limite réelle (à part peut-être l'espace de stockage disponible sur votre ordinateur) sur la finesse d'une STL, et il est tout à fait possible de créer un maillage triangulaire qui a des longueurs de côté de l'ordre du nanomètre ou moins (pour référence un humain moyen les cheveux mesurent environ 75 000 nanomètres). C'est une résolution bien trop supérieure à ce qui peut être utilisé par votre imprimante 3D ou qui est nécessaire et donc une résolution trop élevée STL ralentit simplement votre flux de travail et vous fait perdre du temps.
Malgré ces limitations, il est facile de créer de superbes pièces imprimées en 3D si vous suivez quelques bonnes pratiques lors de la création d'un fichier STL. Les paramètres d'exportation que vous choisissez dans votre logiciel de CAO lors de la génération et de l'exportation d'une STL peuvent avoir un impact considérable sur la qualité, la précision dimensionnelle et la finition de surface de votre pièce imprimée en 3D. Il est donc important de comprendre ces paramètres.
Définition des paramètres STL
Lorsque vous exportez une STL à partir de votre logiciel de CAO, quelques paramètres contrôlent la densité du maillage triangulaire, qui à son tour définit la géométrie d'une pièce. Une façon de penser à l'interaction entre le processus d'exportation et ces paramètres est que votre logiciel de CAO essaie d'optimiser pour une petite taille de fichier STL, et essaiera donc de créer le maillage de résolution le plus grossier et le plus bas possible, mais un ou plusieurs des éléments d'exportation les paramètres que vous spécifiez peuvent nécessiter que le logiciel utilise un maillage de résolution plus élevée sur différentes caractéristiques et géométries. Un modèle mental utile consiste donc à considérer ces paramètres d'exportation comme « forçant » le processus d'exportation à générer un maillage plus fin et à plus haute résolution.
En général, la plupart des logiciels de CAO modernes offrent aux utilisateurs la possibilité de contrôler au moins deux paramètres d'exportation :un avec des dimensions linéaires appelé la tolérance de corde (ou déviation d'accord ), et une avec des cotes angulaires appelées tolérance angulaire (ou déviation angulaire ). La STL résultante doit répondre à toutes les conditions spécifiées par les paramètres d'exportation que vous avez choisis. Selon la géométrie d'une caractéristique spécifique de votre modèle 3D, l'un de ces paramètres sera généralement plus restrictif (c'est-à-dire nécessitant un maillage à plus haute résolution) que l'autre et peut être considéré comme le paramètre dominant ou limitant sur cette caractéristique. Le paramètre de limitation variera généralement à travers la géométrie d'une pièce en réponse à différentes caractéristiques. Nous allons d'abord explorer ces paramètres et leur impact sur la génération STL, puis expliquer comment configurer ces paramètres dans une variété de logiciels de CAO majeurs.
Tolérance de corde/Déviation de corde
La tolérance de corde (ou déviation de corde) est un paramètre qui contrôle la précision dimensionnelle globale du STL par rapport au modèle 3D tel que conçu. La tolérance de corde est généralement spécifiée comme la déviation linéaire normale (perpendiculaire) maximale autorisée par rapport à la surface du modèle 3D tel que conçu et à la face triangulaire la plus proche du STL résultant, comme le montre l'image suivante.

Vous pouvez considérer la tolérance de corde comme contrôlant l'erreur maximale autorisée entre la STL générée et le modèle tel que conçu, sur l'ensemble de la géométrie de la pièce. Ainsi, comme la fonction d'exportation STL de votre logiciel de CAO construit un maillage triangulaire autour de la géométrie de votre modèle 3D, elle ne peut pas créer de triangles dont la distance maximale par rapport au modèle 3D dépasserait la tolérance de corde que vous spécifiez. En supposant que la tolérance de corde est le facteur limitant de la résolution STL, une valeur de tolérance de corde plus petite se traduira par une résolution STL plus élevée, avec plus de triangles et une taille de fichier plus grande.
Tolérance angulaire/Écart angulaire/Écart normal
Le paramètre de tolérance angulaire (parfois appelé déviation angulaire ou déviation normale) contrôle l'angle maximum autorisé entre les vecteurs normaux de deux triangles voisins dans le maillage, et vous pouvez le considérer comme un paramètre qui "affine" le maillage avec une valeur plus élevée. résolution au-delà de ce que la tolérance de corde permettrait autrement. Un bon exemple de cas où la tolérance angulaire entre en jeu est généralement avec de petites surfaces courbes, comme des congés dont les rayons sont de taille similaire à la tolérance de corde. Sans le paramètre de tolérance angulaire, ces petits congés peuvent avoir des méplats très visibles, ou être transformés en chanfrein dans le cas extrême où le rayon du congé est égal à la tolérance de la corde, comme indiqué dans le schéma suivant.

Si la valeur de déviation angulaire (mesurée en degrés) est définie suffisamment petite pour être le paramètre dominant, cela forcera le processus de génération STL à ajouter plus de triangles dans les régions d'une pièce avec des courbures plus nettes, qui sont souvent des entités avec de petits rayons. Cela "améliorera" à son tour la douceur de ces caractéristiques dans la pièce imprimée en 3D résultante au-delà de ce que la seule tolérance à la corde fournirait.
Notez que bien que l'écart angulaire soit généralement mesuré en degrés (avec une valeur inférieure résultant en un modèle de résolution plus élevée), certains logiciels de CAO spécifient l'écart angulaire en tant que paramètre de « contrôle d'angle » sans dimension dont la valeur varie de 0 à 1, avec des valeurs plus élevées en spécifiant une résolution STL plus élevée autour des surfaces courbes. Consultez la section ci-dessous sur les paramètres STL par progiciel de CAO majeur, ou visitez le support technique ou le site de la base de connaissances de votre éditeur de logiciel de CAO pour plus de détails.
Paramètres d'exportation supplémentaires :Certains programmes de CAO peuvent vous offrir des paramètres supplémentaires au-delà des deux contrôles principaux de tolérance de corde et angulaire, qui peuvent inclure des options telles que la longueur de facette de triangle minimale ou maximale. En général, ils sont généralement utilisés pour résoudre les problèmes d'exportation STL dans les cas extrêmes, et nous vous recommandons de les laisser aux valeurs par défaut, sauf si vous avez une raison spécifique de vouloir les ajuster.
Qualité du maillage par rapport à la taille du fichier :nos recommandations
Étant donné qu'un maillage STL à plus haute résolution produit un modèle plus lisse et plus précis, vous pourriez être tenté de simplement augmenter les paramètres de résolution de votre programme de CAO à la résolution maximale possible et de l'appeler un jour. Cependant, l'augmentation de la résolution de l'exportation STL entraîne également une augmentation de la taille du fichier STL, ce qui entraîne généralement des temps de traitement logiciel plus longs, à la fois pour générer le fichier STL, le télécharger sur Eiger, puis découper le STL et le préparer pour impression en 3D. Passé un certain point, la résolution du fichier STL peut dépasser de loin la précision machine de votre imprimante 3D, ce qui signifie que vous pouvez finir par payer un coût en temps pour la résolution STL qui ne se reflète pas réellement dans vos pièces imprimées.
Notre meilleure pratique recommandée consiste alors à choisir vos paramètres d'exportation STL pour être un équilibre entre une résolution de haute qualité qui répond à vos exigences fonctionnelles et une taille de fichier qui peut être rapidement traitée dans Eiger. L'expérience a montré que les paramètres suivants sont un point de départ utile :
- - Binaire Format STL (taille de fichier plus petite que ASCII)
- - Tolérance/déviation des accords de 0,1 mm [0,004 in]
- - Tolérance/écart angulaire de 1 degré
- - Longueur de côté minimale de 0,1 mm [0,004 in]
Si la taille du fichier résultant est nettement supérieure à 20 Mo, nous vous recommandons fortement de réduire la taille du fichier en augmentant les valeurs de la tolérance de corde et/ou angulaire jusqu'à ce que la taille du fichier STL soit réduite à moins de 20 Mo, car la grande taille du fichier peut ralentir les opérations de traitement impliquées dans la préparation du STL pour l'impression 3D. Cependant, vous devriez vous sentir libre d'expérimenter avec différentes tailles de fichiers, car votre tolérance pour différents niveaux de résolution STL et de temps de traitement logiciel est une préférence personnelle.
Paramètres d'exportation STL par divers logiciels de CAO
Nous avons essayé de récupérer un échantillon représentatif des principaux logiciels de CAO, mais il n'a pas toujours été facile de trouver des captures d'écran en ligne - si vous êtes le représentant d'un fournisseur de CAO que nous avons manqué et que vous souhaitez figurer sur cette liste, ou vous pensez que nous avons mal représenté comment ces paramètres doivent être configurés, envoyez-nous une note via notre page de contact et nous ferons les choses correctement !
Créo (PTC)
Avec Creo, il est important de noter que le paramètre « Contrôle de l'angle » ci-dessous n'ajuste pas l'écart angulaire maximal en degrés, mais est plutôt une mesure sans unité du raffinement de l'écart angulaire au-delà du rayon qui serait créé par la « hauteur de la corde » ( paramètre de tolérance de corde). La valeur du paramètre « Contrôle de l'angle » peut aller de 0,0 à 1,0. Vous pouvez en savoir plus sur le paramètre « Contrôle de l'angle » ici. Nous recommandons les paramètres suivants comme point de départ :
- - Format STL :binaire
- - Hauteur de la corde :0,1 mm [0,004 in] (Remarque :il s'agit de la tolérance de la corde)
- - Contrôle d'angle :0,25
- - Laissez la « Longueur de bord maximale » et le « Rapport d'aspect » à leurs valeurs par défaut

Fusion 360 (Autodesk)
Fusion 360. Nous recommandons les paramètres suivants comme point de départ :
- - Format STL :binaire
- - Déviation de surface :0,1 mm [0,004 in] (Remarque :il s'agit de la tolérance de la corde)
- - Déviation normale :1 degré (Remarque :il s'agit de la déviation angulaire)
- - Laissez la « Longueur de bord maximale » et le « Rapport d'aspect » à leurs valeurs par défaut

NX (Siemens)
Nous recommandons les paramètres suivants comme point de départ :
- - Type de fichier de sortie :binaire
- - Tolérance de corde :0,1 mm [0,004 in] (Remarque :les unités ici sont définies par les unités de votre document)
- - Tolérance angulaire :1 degré
En forme (PTC)
Nous recommandons les paramètres suivants comme point de départ :
- - Format STL :binaire
- - Déviation angulaire :1 degré
- - Tolérance de corde :0,1 mm [0,004 in]
- - Largeur de facette minimale :0,1 mm [0,004 in]
SOLIDWORKS (Dassault Systèmes)
Nous recommandons les paramètres suivants comme point de départ :
- - Format STL :binaire
- - Résolution :Personnalisé
- - Déviation :0,1 mm [0,004 in] (Remarque :ce paramètre est la tolérance de la corde/la déviation de la corde)
- - Angle :1 degré
- - Ne cochez pas « Définir la taille de facette maximale »

impression en 3D
- Tirer le meilleur parti de vos fichiers STL
- Gestion des fichiers C
- Comment créer un banc d'essai piloté par Tcl pour un module de verrouillage de code VHDL
- Outillage de haute qualité pour composites thermodurcissables
- Création de fichiers STL à corps multiples pour l'impression 3D
- Une introduction aux fichiers STL
- C - Fichiers d'en-tête
- Comment générer un fichier G-Code avec ArtCAM pour une machine CNC ?
- Servir des fichiers statiques avec Go