


Quelle est la différence entre le frittage sélectif par laser (SLS) et l'impression 3D Multi Jet Fusion (MJF) ?
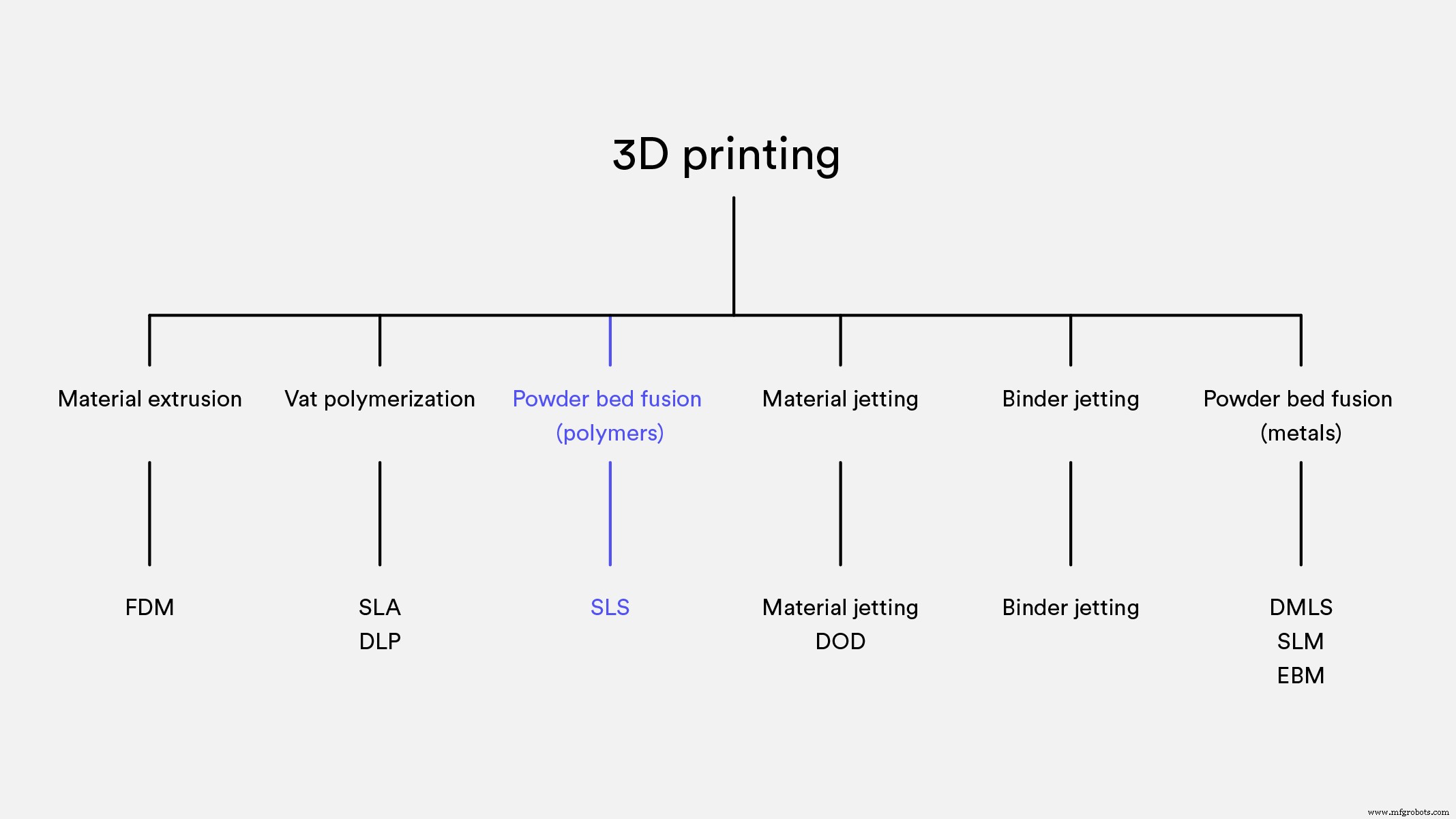
Fusion multi-jets (MJF) et Frittage Laser Sélectif (SLS) sont des impressions 3D industrielles technologies appartenant à la famille de la fusion sur lit de poudre. Les deux processus fabriquent des pièces en fusionnant thermiquement (ou en frittant) des particules de poudre de polymère couche par couche.
La principale différence entre ces deux technologies est leur source de chaleur. SLS utilise un laser pour balayer et fritter chaque section transversale. MJF, d'autre part, distribue une encre (agent de fusion) sur la poudre pour absorber la lumière infrarouge. L'imprimante passe ensuite une source d'énergie infrarouge sur la plate-forme de fabrication pour fusionner les zones encrées. Essentiellement, MJF combine SLS et jet de liant technologiques.
Étant donné que SLS et MJF créent des pièces très similaires, il est important pour un concepteur de comprendre les différences entre les deux processus. Dans cet article, nous comparons SLS et MJF en termes de flux de travail, de précision, de matériaux, de coût et de délai.
Vous avez déjà une idée de la technologie que vous aimeriez utiliser ? Mettez rapidement vos pièces en production grâce à notre générateur de devis.
Comment fonctionnent les processus d'impression 3D SLS et MJF ?
L'impression 3D SLS et MJF ont des processus de fabrication et des flux de travail similaires, cependant, il existe quelques différences clés entre les deux technologies. Commençons par le processus de fabrication.
Frittage Laser Sélectif (SLS)
Une imprimante SLS étale d'abord une fine couche de poudre sur la plate-forme de fabrication. Un laser CO2 balaye ensuite chaque section, frittant la poudre. La plate-forme descend ensuite d'une couche et le processus se répète jusqu'à ce que la construction soit terminée. L'ensemble du bac doit refroidir avant de pouvoir retirer la partie de la poudre.
Pour une explication plus détaillée de ces mécanismes, lisez notre article de fond Qu'est-ce que l'impression 3D SLS ? .

Une pièce SLS, imprimée en nylon
Fusion multi-jets
Pour imprimer à l'aide de MJF, la machine étale d'abord une fine couche de poudre sur la plate-forme de construction. L'imprimante chauffe cette couche à une température proche du frittage. Un chariot avec des buses à jet d'encre (qui sont similaires aux buses utilisées dans les imprimantes 2D de bureau) passe au-dessus du lit, déposant un agent de fusion sur la poudre. En même temps, la machine imprime un agent de détail qui empêche le frittage près du bord de la pièce.
Une puissante source d'énergie IR passe ensuite au-dessus du lit de construction et fritte les zones où l'agent de fusion a été déposé, laissant le reste de la poudre inchangé. Le processus se répète jusqu'à ce que toutes les pièces soient terminées.
Semblable au SLS, les pièces imprimées sont incorporées dans de la poudre et doivent refroidir avant de pouvoir être retirées pour un traitement ultérieur. Pour plus de détails sur MJF, lisez notre description de la technologie dans Qu'est-ce que Multi Jet Fusion (MJF) ? Expliqué par Hubs .

Une pièce MJF, imprimée en nylon
Comparaison des workflows pour SLS et MJF
Lors de l'impression avec SLS, vous fusionnez chaque section point par point, tandis que la fusion en MJF est plus linéaire. Cela ne change cependant pas le temps d'impression de manière significative, car l'étape de recouvrement (et le nombre total de couches) détermine principalement le temps d'impression total. Cette étape prend le même temps avec SLS et MJF.
Cependant, le refroidissement du bac et le post-traitement sont beaucoup plus rapides lorsque vous travaillez avec MJF. HP propose une station de post-traitements dédiée qui accélère la vitesse de refroidissement du bac imprimé et facilite l'élimination de la poudre. Avec MJF, vous pouvez utiliser 80 à 85 % de la poudre recyclée et récupérée après chaque fabrication, tandis que seulement 50 % de la poudre de chaque fabrication SLS est recyclable.
Des temps de refroidissement plus rapides et des changements accrus pour recycler et réutiliser la poudre rendent les opérateurs MJF moins hésitants à commencer les travaux même lorsque le bac est partiellement plein. Les opérateurs de machines SLS, en revanche, attendent souvent que le bac se remplisse avant de commencer un travail d'impression. Cette différence clé dans le flux de travail se traduit par des délais plus courts.
Quelle est la précision dimensionnelle de SLS et MJF ?
SLS et MJF sont deux technologies industrielles qui offrent une précision dimensionnelle élevée pour les pièces personnalisées. Cependant, MJF a un petit avantage sur SLS.
Cela est principalement dû au fait que les têtes d'impression MJF déposent du matériau à 1200 DPI (ou environ 1 point tous les 0,022 mm), tandis que la taille typique du spot laser SLS est d'environ 0,3 et 0,4 mm de diamètre. De plus, l'agent de détail utilisé dans MJF aide à imprimer de petites caractéristiques et des arêtes vives.
Il est important de noter que SLS et MJF ne nécessitent pas de structures de support. Cela vous permet de créer des modèles de forme libre sans aucune marque de suppression de support. Cependant, les deux technologies sont susceptibles de se déformer, alors assurez-vous d'éviter les grandes zones plates dans votre conception. En testant les deux technologies de manière approfondie, nous avons constaté que les pièces imprimées en MJF étaient plus sujettes au gauchissement que celles imprimées en SLS.
| MJF | SLS | |
|---|---|---|
| Précision dimensionnelle | ± 0,3 % (avec limite inférieure sur ± 0,2 mm) | ± 0,3 % (limite inférieure de ± 0,3 mm) |
| Taille de construction typique | 380 x 285 x 380 | 300 x 300 x 300 mm (jusqu'à 750 x 550 x 550 mm) |
| Épaisseur de couche commune | 70 - 100 microns | 100 - 120 microns |
| Épaisseur de paroi minimale * | 0,6 mm | 0,7 mm |
| Détail minimal | 0,25 mm | 0,30 mm |
N'oubliez pas que l'épaisseur de paroi minimale recommandée des zones structurelles pour les deux technologies est de 1 mm.
Quelle qualité de surface pouvez-vous obtenir avec l'impression 3D SLS et MJF ?
Les pièces d'impression 3D avec les technologies SLS et MJF conduisent à des finitions de surface granuleuses qui peuvent être post-traitées à un niveau élevé. Si l'une de vos principales exigences pour votre pièce est l'attrait esthétique, nous vous recommandons de teinter dans le cadre de votre post-traitement.
En termes de couleur, les systèmes MJF utilisent actuellement un agent de fusion noir, car les matériaux sombres absorbent plus efficacement les radiations. En conséquence, les pièces imprimées avec MJF ont un aspect gris clair. Vous pouvez opter pour une étape de teinture supplémentaire pour obtenir une finition noire uniforme.
Les pièces SLS, en revanche, sont généralement imprimées en blanc et peuvent être teintes de n'importe quelle couleur . La poudre de nylon SLS grise est également disponible, et les pièces imprimées dans ce matériau ressembleront aux pièces MJF mais plus lisses au toucher.

Une pièce MJF, telle qu'imprimée

Une pièce MJF, après teinture en noir

Une pièce SLS, imprimée en nylon blanc

Une pièce SLS en nylon gris
Quelles sont les propriétés des matériaux SLS et MJF ?
PA 12 (nylon) est le principal matériau utilisé à la fois pour SLS et MJF. Lors de l'impression avec ce matériau, les pièces MJF ont une résistance et une flexibilité supérieures et des propriétés mécaniques plus homogènes par rapport aux pièces SLS. Mais bien que MJF offre une meilleure qualité d'impression avec du nylon, les imprimantes SLS offrent plus d'options matérielles, telles que le PA rempli de carbone. , chargé d'aluminium PA (alumide) et TPU souple .
La limitation matérielle de MJF est définitivement un inconvénient lors du choix entre les deux technologies. Cependant, MJF est une plate-forme matérielle ouverte et une technologie à maturation rapide, qui inaugurera un développement rapide des matériaux à mesure que de plus en plus de concepteurs et d'ingénieurs découvriront ses innombrables avantages.
| HP PA 12 | SLS PA 12 | |
|---|---|---|
| Résistance à la traction | XY :48 MPa Z :48 MPa | XY :48 MPa Z :42 MPa |
| Module de traction | XY :1 700 MPa Z :1 800 MPa | XY :1 650 MPa Z :1 650 MPa |
| Allongement à la rupture | XY :20 % Z :15 % | XY :18 % Z :4 % |
Quels sont les coûts et les délais d'impression 3D SLS et MJF ?
Le coût et le délai sont deux facteurs essentiels pour choisir entre SLS et MJF. Pour évaluer ces deux éléments, nous avons mené une petite expérience sur la plate-forme Hubs pour chacune de ces deux technologies d'impression 3D.
En utilisant une conception de support (illustrée ci-dessous) comme modèle de test, nous avons demandé deux devis à des services d'impression 3D aux États-Unis pour chaque technologie. Un devis concernait une commande de prototypage (une pièce) et l'autre concernait une production en petite série (10 à 100 pièces).
Le modèle que nous avons utilisé a un volume de 28,8 cm3 et des dimensions de boîte englobante de 101,9 x 45,0 x 18,0 mm.

Le support de test imprimé en nylon SLS gris
En termes de prix, l'impression avec MJF était systématiquement plus rentable qu'avec SLS d'environ 15 % à 30 %. La différence de prix était plus faible pour les grandes quantités de pièces, probablement en raison du flux de travail de post-traitement rationalisé de la technologie (refroidissement, élimination de la poudre, etc.). De plus, MJF a tendance à avoir un délai de livraison plus rapide que SLS d'environ trois jours.
Cela ne signifie pas que MJF est le processus supérieur universellement. Bien qu'il soit moins rentable, SLS propose une sélection beaucoup plus large de matériaux, y compris du carbone et du nylon chargé de verre, ainsi que du TPU et du PP.
Pour évaluer plus en détail les prix et les délais de livraison pour SLS et MJF, contactez sales@hubs.com et un représentant ira plus en détail.
| HP PA 12 | SLS PA 12 | |
|---|---|---|
| Résistance à la traction | XY :48 MPa Z :48 MPa | XY :48 MPa Z :42 MPa |
| Module de traction | XY :1 700 MPa Z :1 800 MPa | XY :1 650 MPa Z :1 650 MPa |
| Allongement à la rupture | XY :20 % Z :15 % | XY :18 % Z :4 % |
Comment SLS et MJF vont-ils se développer à l'avenir ?
Alors que les machines SLS ne pourront toujours produire que des pièces à partir d'un seul matériau par construction, les pièces MJF peuvent avoir des propriétés de matériau différentes. Vous pouvez y parvenir en modifiant le type ou la concentration de l'agent de fusion. HP a affirmé que MJF vous permet de contrôler les propriétés mécaniques, thermiques, optiques et même électriques d'une pièce.
Cependant, cette fonctionnalité n'est pas encore disponible avec les imprimantes MJF de première génération. Les imprimantes HP de deuxième génération devraient prendre en charge l'impression multi-matériaux et multicolore.
Du côté de SLS, une mise à jour notable est le développement d'une solution de bureau à prix compétitif pour l'impression SLS à la maison ou au bureau. Ces systèmes sont très prometteurs, bien que des machines viables pour cette application précise ne soient pas encore entrées sur le marché.
Questions fréquemment posées
MJF est-il plus fort que SLS ?
Les pièces produites à l'aide de MJF sont plus solides et plus flexibles que les pièces SLS. Ils ont également des propriétés mécaniques plus homogènes par rapport aux pièces SLS, qui sont plus faibles dans le sens de l'impression.
Le MJF est-il plus rentable que le SLS ?
En général, le MJF coûte moins cher pour les pièces de faible densité, et le SLS est une meilleure option pour les pièces plus solides. MJF est un choix plus rentable pour l'impression d'éléments uniques, tandis que SLS est moins cher pour les éléments imbriqués.
MJF est-il plus précis que SLS ?
SLS et MJF impriment des pièces avec une précision similaire. Cela dépend souvent davantage de l'expérience des fabricants avec chacune des technologies que des systèmes eux-mêmes.
Le SLS est-il meilleur que le MJF pour les matériaux et les couleurs ?
Avec SLS, vous obtenez une plus large gamme d'options de matériaux avec plusieurs nylons et un TPU de prototypage élastomère. SLS offre également une plus grande variété de couleurs. MJF imprime des pièces grises qui peuvent être teintes en noir à leur sortie, tandis que les pièces SLS sortent en blanc et peuvent être teintes de n'importe quelle couleur. Pour les deux procédés, les matériaux disponibles sont le Nylon 12 (PA 12) et le Nylon chargé fibre de verre (PA 12 GF).
MJF est-il meilleur que SLS pour de plus grandes quantités de pièces ?
Dans l'ensemble, MJF construit des pièces plus rapidement que SLS, vous pouvez donc créer plus de pièces en moins de temps.
Les pièces MJF ont-elles de meilleures propriétés mécaniques que les pièces SLS ?
Les pièces imprimées en MJF ont généralement des propriétés mécaniques plus cohérentes sur l'ensemble de leur géométrie.
impression en 3D
- Quelle est la différence entre la production de masse et la production personnalisée ?
- Découpe au jet d'eau et au laser :quelle est la différence ?
- Quelle est la différence entre le cloud et la virtualisation ?
- Quelle est la différence entre l'hébergement Web et l'hébergement cloud ?
- Quelle est la différence entre le capteur et le transducteur ?
- Introduction à l'impression 3D avec frittage laser sélectif
- Quelle est la différence entre le FRP et la fibre de verre ?
- Quelle est la différence entre le coffrage et le coffrage ?
- Quelle est la différence entre électronique et électrique ?