


Moulage par injection
PARTAGEZ CET ARTICLE
Dans ce guide, vous trouverez tout ce que vous devez savoir sur le moulage par injection. Maîtrisez les principes de base de la technologie et apprenez rapidement des conseils de conception exploitables qui vous feront gagner du temps et réduiront vos coûts.
Partie 1
Les bases du moulage par injection
Qu'est-ce qu'un moulage par injection ? Comment ça marche et à quoi ça sert ? Dans cette section, nous répondons à ces questions et vous montrons des exemples courants de pièces moulées par injection pour vous aider à vous familiariser avec la mécanique de base et les applications de la technologie.
Qu'est-ce que le moulage par injection ?
Le moulage par injection est une technologie de fabrication permettant la production en série de pièces en plastique identiques avec de bonnes tolérances. Dans le moulage par injection, les granulés de polymère sont fondus puis injectés sous pression dans un moule, où le plastique liquide refroidit et se solidifie. Les matériaux utilisés dans le moulage par injection sont des polymères thermoplastiques qui peuvent être colorés ou remplis d'autres additifs.
Presque toutes les pièces en plastique qui vous entourent ont été fabriquées par moulage par injection :des pièces automobiles aux boîtiers électroniques, en passant par les appareils de cuisine.
Le moulage par injection est largement utilisé car il offre un coût par pièce très faible pour des volumes de production élevés, ainsi qu'une excellente répétabilité et une grande flexibilité de conception. Les principales limites du moulage par injection sont généralement d’ordre économique, car le processus nécessite un investissement initial important en outillage. Traditionnellement, le délai entre la conception et la production pouvait prendre plusieurs semaines, même si les flux de production numériques modernes peuvent désormais produire des pièces moulées en une semaine seulement dans certains cas.
Fonctionnement du moulage par injection personnalisé
Une machine de moulage par injection se compose de trois parties principales :l'unité d'injection, le moule (le cœur de tout le processus) et l'unité de serrage/éjection.
Dans cette section, nous examinons l'objectif de chacun de ces systèmes et comment leurs mécanismes de fonctionnement de base affectent le résultat final du processus de moulage par injection.
Avantages et inconvénients du moulage par injection
Le moulage par injection est une technologie de fabrication établie avec une longue histoire, mais elle est constamment affinée et améliorée grâce aux nouvelles avancées technologiques.
Vous trouverez ci-dessous un aperçu des principaux avantages et inconvénients du moulage par injection pour vous aider à comprendre s'il s'agit de la bonne solution pour votre application.
Avantages du moulage par injection
Fabrication de plastiques en grande série
Le moulage par injection est la technologie la plus compétitive pour fabriquer de grands volumes de pièces en plastique identiques. Une fois le moule créé et la machine configurée, des pièces supplémentaires peuvent être fabriquées très rapidement et à un coût très faible.
Le volume de production minimum recommandé pour le moulage par injection est de 500 unités. À ce stade, les économies d'échelle sont prises en compte et les coûts initiaux relativement élevés de l'outillage ont un effet moins important sur le prix unitaire.
Large gamme de matériaux
Presque tous les matériaux thermoplastiques (et certains thermodurcissables et silicones) peuvent être moulés par injection. Cela permet de concevoir une très large gamme de matériaux disponibles avec diverses propriétés physiques.
Les pièces produites par moulage par injection ont de très bonnes propriétés physiques. Les propriétés peuvent être adaptées à l'aide d'additifs tels que des fibres de verre ou en mélangeant des granulés, tels que PC/ABS, pour obtenir une résistance, une rigidité ou une résistance aux chocs spécifiques.
Très haute productivité
Le cycle typique de moulage par injection dure de 15 à 60 secondes. Cela dépend de la taille de la pièce et de la complexité du moule. En comparaison, l’usinage CNC ou l’impression 3D peuvent prendre de quelques minutes à quelques heures pour produire la même géométrie. De plus, un seul moule peut accueillir plusieurs pièces, augmentant ainsi encore les capacités de production de ce processus de fabrication. Cela signifie que des centaines (voire des milliers) de pièces identiques peuvent être produites chaque heure.
Grande répétabilité et tolérances
Le processus de moulage par injection est hautement reproductible et les pièces produites sont essentiellement identiques. Bien sûr, le moule s'use au fil du temps, mais un moule en aluminium pilote typique durera de 5 000 à 10 000 cycles, tandis que les moules de production à grande échelle en acier à outils peuvent supporter plus de 100 000 cycles.
Ce niveau de précision est suffisant pour la plupart des applications et comparable à l’usinage CNC et à l’impression 3D. Des tolérances plus strictes sont possibles mais dépendent du retrait du matériau. Par exemple, le polypropylène (PP) rétrécit davantage que le polycarbonate (PC), ce qui rend plus difficile le maintien de dimensions serrées.
Excellent aspect visuel
L’un des principaux atouts du moulage par injection est qu’il permet de produire des produits finis nécessitant peu ou pas de finition supplémentaire. Les surfaces du moule peuvent être polies à un degré très élevé pour créer des pièces semblables à des miroirs, ou elles peuvent être microbillées pour créer des surfaces texturées. Les normes SPI dictent le niveau de finition pouvant être atteint.
Obtenir les recommandations de compatibilité finition/matériaux →
Limitations du moulage par injection
Frais de démarrage de l'outillage
L’une des principales considérations économiques dans le moulage par injection est le coût initial de l’outillage, puisqu’un moule personnalisé doit être fabriqué pour chaque géométrie de pièce. Ces coûts d'outillage sont principalement associés à la conception et à la production de moules et varient généralement entre 250 et 1 000 dollars pour des moules plus simples, bien que des outillages plus complexes puissent coûter beaucoup plus cher. Étant donné que le coût du moule est réparti sur le nombre total de pièces produites, le moulage par injection devient de plus en plus rentable pour les volumes de production moyens à élevés.
Les modifications de conception sont coûteuses
Une fois qu’un moule est fabriqué, sa modification est très coûteuse. Les modifications de conception nécessitent généralement la création d’un nouveau moule à partir de zéro. Pour cette raison, il est très important de concevoir correctement une pièce destinée au moulage par injection.
Dans la partie 2, nous énumérons les considérations de conception les plus importantes à garder à l'esprit lors de la conception pour le moulage par injection. Dans la partie 5, nous verrons également comment vous pouvez atténuer les risques en créant des prototypes physiques de vos pièces.
Délai de livraison plus long par rapport aux autres technologies
Le délai d’exécution typique pour le moulage par injection varie entre 6 et 10 semaines. Il faut 4 à 6 semaines pour fabriquer le moule, plus 2 à 4 semaines supplémentaires pour la production et l'expédition.
Si des modifications de conception sont nécessaires (ce qui est fréquent), le délai d’exécution augmente en conséquence.
D’un autre côté, les pièces fabriquées à l’aide d’une imprimante 3D de bureau peuvent être prêtes à être livrées du jour au lendemain, tandis que les systèmes d’impression 3D industriels ont un délai de livraison typique de trois à cinq jours. Les pièces usinées CNC sont généralement livrées dans un délai de 10 jours, voire cinq jours.
Conception pour le moulage par injection
Plusieurs facteurs peuvent affecter la qualité du produit final et la répétabilité du processus. Pour tirer pleinement parti du processus, le concepteur doit suivre certaines directives de conception.
Dans cette section, nous décrivons les défauts courants du moulage par injection et les directives de base et avancées à suivre lors de la conception de pièces, ainsi que des recommandations sur la manière de minimiser les coûts.
Défauts courants de moulage par injection
La plupart des défauts du moulage par injection sont liés soit à l'écoulement du matériau fondu, soit à la vitesse de refroidissement non uniforme pendant la solidification.
Vous trouverez ci-dessous une liste de défauts à garder à l’esprit lors de la conception d’une pièce pour le moulage par injection. Dans la section suivante, nous vous montrerons comment vous pouvez éviter chacun de ces problèmes en suivant de bonnes pratiques de conception.
Gérer les contre-dépouilles
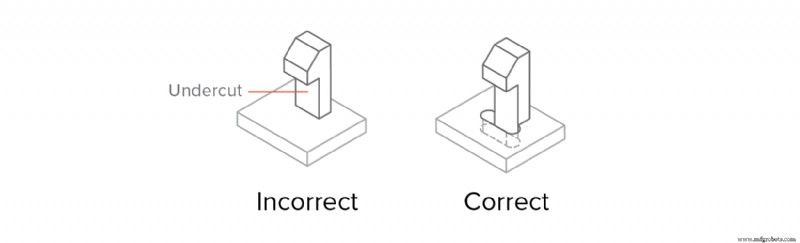
Le moule le plus simple (le moule à tirage droit) se compose de deux moitiés. Cependant, les éléments présentant des contre-dépouilles (telles que les dents d'un filetage ou le crochet d'un joint à encliquetage) peuvent ne pas être fabriqués avec un moule à traction droite. Cela est soit dû au fait que le moule ne peut pas être usiné CNC, soit au fait que le matériau empêche l'éjection de la pièce.
Les contre-dépouilles dans le moulage par injection sont des éléments de pièce qui ne peuvent pas être fabriqués avec un simple moule en deux parties, car le matériau gêne lors de l'ouverture du moule ou lors de l'éjection.
Caractéristiques de conception communes
Apprenez à concevoir les caractéristiques les plus courantes des pièces moulées par injection grâce à ces directives pratiques. Utilisez-les pour améliorer la fonctionnalité de vos conceptions, tout en respectant les règles de conception de base.
Partie 2
Plusieurs facteurs peuvent affecter la qualité du produit final et la répétabilité du processus. Pour tirer pleinement parti du processus, le concepteur doit suivre certaines directives de conception.
Dans cette section, nous décrivons les défauts courants du moulage par injection et les directives de base et avancées. à suivre lors de la conception de pièces, y compris des recommandations pour maintenir les coûts au minimum.
Défauts courants de moulage par injection
La plupart des défauts du moulage par injection sont liés soit à l'écoulement du matériau fondu, soit à sa vitesse de refroidissement non uniforme pendant la solidification.
Voici une liste de défauts à garder à l’esprit lors de la conception d’une pièce pour le moulage par injection. Dans la section suivante, nous verrons comment vous pouvez éviter chacun d'entre eux en suivant de bonnes pratiques de conception.
Déformation
Lorsque certaines sections refroidissent (et par conséquent rétrécissent) plus rapidement que d'autres, la pièce peut alors se plier de façon permanente en raison de contraintes internes.
Les pièces dont l'épaisseur de paroi n'est pas constante sont les plus sujettes à la déformation.
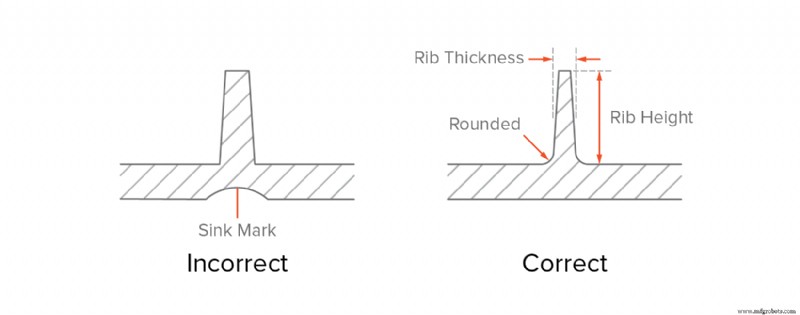
Marques d'évier
Lorsque l'intérieur d'une pièce se solidifie avant sa surface, un petit creux dans une surface autrement plane peut apparaître, appelé marque d'évier.
Les pièces avec des parois épaisses ou des nervures mal conçues sont les plus susceptibles de s'enfoncer.
Marques de déplacement
À mesure que le plastique rétrécit, il exerce une pression sur le moule. Lors de l'éjection, les parois de la pièce glisseront et gratteront contre le moule, ce qui peut entraîner des marques de traînée.
Les pièces avec des parois verticales (et sans angle de dépouille) sont les plus sujettes aux marques de traînée.
Lignes tricotées
Lorsque 2 flux se rencontrent, de petites décolorations ressemblant à des cheveux peuvent se développer. Ces lignes de tricot affectent l'esthétique des pièces, mais elles diminuent également généralement la résistance de la pièce.
Les pièces présentant des changements brusques de géométrie ou des trous sont plus sujettes aux lignes tricotées.
Plans courts
L'air emprisonné dans le moule peut empêcher l'écoulement du matériau pendant l'injection, ce qui entraîne une pièce incomplète. Une bonne conception peut améliorer la fluidité du plastique fondu.
Les pièces aux parois très fines ou aux nervures mal conçues sont plus sujettes aux tirs courts.
Gérer les contre-dépouilles
Le moule le plus simple (le moule à tirage droit) est composé de 2 moitiés. Cependant, les éléments présentant des contre-dépouilles (telles que les dents d'un filetage ou le crochet d'un joint à encliquetage) peuvent ne pas être fabriqués avec un moule à traction droite. C'est soit parce que le moule ne peut pas être usiné CNC, soit parce que le matériau empêche l'éjection de la pièce.
Les contre-dépouilles dans le moulage par injection sont des éléments de pièce qui ne peuvent pas être fabriqués avec un simple moule en deux parties, car du matériau gêne lors de l'ouverture du moule ou lors de l'éjection.
Les dents d'un fil ou le crochet d'un joint à encliquetage sont des exemples de contre-dépouilles.
Voici quelques idées pour vous aider à gérer les contre-dépouilles :
Évitez les contre-dépouilles en utilisant des arrêts
Éviter complètement les contre-dépouilles pourrait être la meilleure option . Les contre-dépouilles ajoutent toujours des coûts, de la complexité et des exigences de maintenance au moule. Une refonte intelligente peut souvent éliminer les contre-dépouilles.
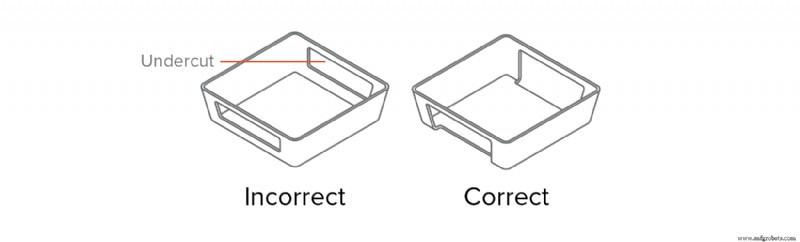
Les obturations sont une astuce utile pour gérer les contre-dépouilles sur les régions internes de la pièce (pour les encliquetages) ou sur les côtés de la pièce (pour les trous ou les poignées).
Vous trouverez ci-dessous quelques exemples de la façon dont les pièces moulées par injection peuvent être redessinées pour éviter les contre-dépouilles :essentiellement, de la matière est retirée dans la zone située sous la contre-dépouille, éliminant ainsi complètement le problème.
Déplacer la ligne de séparation
Le moyen le plus simple de gérer une contre-dépouille consiste à déplacer la ligne de joint du moule pour la croiser.
Cette solution convient à de nombreuses conceptions comportant des contre-dépouilles sur une surface externe. N'oubliez pas d'ajuster les angles de dépouille en conséquence.
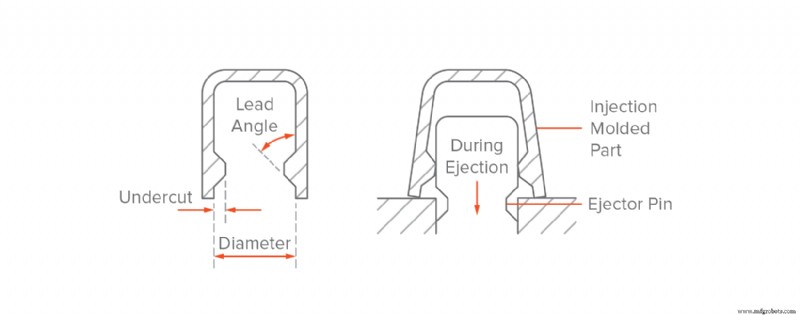
Utilisez une contre-dépouille de décapage (bumpoffs)
Les contre-dépouilles de dénudage (également appelées bosses) peuvent être utilisées lorsque l'élément est suffisamment flexible pour se déformer sur le moule pendant l'éjection. . Les contre-dépouilles de dénudage sont utilisées pour fabriquer les filetages des capsules de bouteilles.
Les contre-dépouilles ne peuvent être utilisées que dans les conditions suivantes :
- La contre-dépouille de dénudage doit être située à l'écart des éléments de raidissement , tels que les coins et les nervures.
- La contre-dépouille doit avoir un angle d'attaque de 30o à 45o degrés.
- La pièce moulée par injection doit disposer d'un espace et doit être flexible assez pour se dilater et se déformer.
Il est recommandé d’éviter de décaper les contre-dépouilles des pièces en plastique renforcé de fibres. Généralement, les plastiques flexibles tels que le PP, le PEHD ou le nylon (PA) peuvent tolérer des contre-dépouilles allant jusqu'à 5 % de leur diamètre.
 *Exemple de pièce avec dépouilles de dépouilles. La pièce se déforme lorsqu'elle est poussée hors du moule.*
*Exemple de pièce avec dépouilles de dépouilles. La pièce se déforme lorsqu'elle est poussée hors du moule.* Actions latérales et noyaux coulissants
Des actions latérales et des noyaux coulissants sont utilisés lorsqu'il n'est pas possible de reconcevoir la pièce moulée par injection pour éviter les contre-dépouilles.
Les noyaux à action latérale sont des inserts qui glissent à l'intérieur lorsque le moule se ferme et glissent avant son ouverture. Gardez à l'esprit que ces mécanismes ajoutent des coûts et de la complexité. au moule.
Suivez ces directives lors de la conception d'actions secondaires :
- Il doit y avoir de l'espace pour que le noyau puisse entrer et sortir . Cela signifie que la fonction doit être de l'autre côté de la pièce.
- Les actions secondaires doivent se déplacer perpendiculairement . Se déplacer à un angle autre que 90 ° est plus compliqué, ce qui augmente les coûts et les délais de livraison.
- N'oubliez pas d'ajouter des angles de dépouille à votre conception comme d'habitude, en tenant compte du mouvement du noyau d'action latérale.
Caractéristiques de conception communes
Apprenez à concevoir les caractéristiques les plus courantes rencontrées dans les pièces moulées par injection grâce à ces directives pratiques. Utilisez-les pour améliorer la fonctionnalité de vos conceptions, tout en respectant les règles de conception de base.
Fixations filetées (bosses et inserts)
Il existe 3 façons d'ajouter des fixations à une pièce moulée par injection :en concevant un filetage directement sur la pièce, en ajoutant un bossage où la vis peut être fixée, ou en incluant un insert fileté.
Modélisation d'un filetage directement sur la pièce est possible, mais non recommandé, car les dents du filetage sont essentiellement des contre-dépouilles, ce qui augmente considérablement la complexité et le coût du moule (nous reviendrons sur les contre-dépouilles dans une section ultérieure). Un exemple de pièce moulée par injection avec un filetage sont les bouchons de bouteilles.
Boss
Les bossages sont très courants dans les pièces moulées par injection et sont utilisés comme points de fixation ou d'assemblage . Ils sont constitués de saillies cylindriques percées de trous conçus pour recevoir des vis, des inserts filetés ou d'autres types de matériel de fixation et d'assemblage. Une bonne façon de considérer un patron est de le comparer à une côte qui se referme sur elle-même. en cercle.
Les bossages sont utilisés comme points de fixation ou de fixation (en association avec des vis autotaraudeuses ou des inserts filetés).
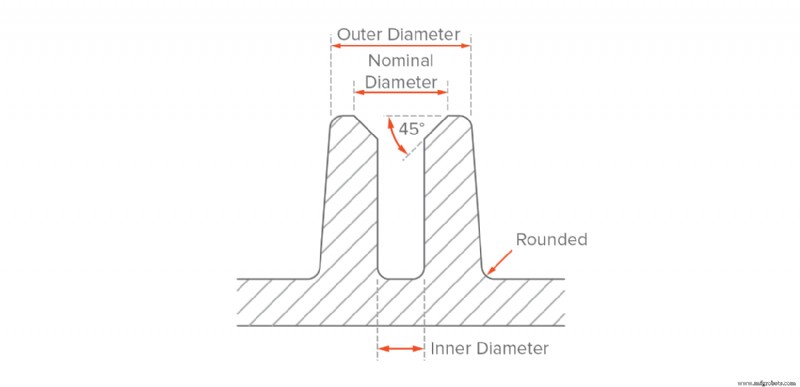 *Conception recommandée d'un patron*
*Conception recommandée d'un patron* Lorsque des bossages sont utilisés comme __points de fixation__, le diamètre extérieur du bossage doit être 2x le diamètre nominal de la vis ou de l'insert et son diamètre intérieur égal au diamètre de l'âme de la vis. Le trou du bossage doit s'étendre jusqu'au niveau du mur de base, même si toute la profondeur n'est pas nécessaire pour l'assemblage, afin de maintenir une __épaisseur de paroi uniforme__ tout au long de l'élément. Ajoutez un chanfrein pour une insertion facile de la vis ou de l'insert.
__Pour de meilleurs résultats :__
Évitez de concevoir des bossages qui se fondent dans les murs principaux
Soutenir les bossages avec des nervures ou les relier à un mur principal
Pour les bossages avec inserts, utiliser un diamètre extérieur égal à 2× la taille nominale de l'insert
Fils
inserts filetés métalliques peut être ajouté aux pièces en plastique moulées par injection pour fournir un trou fileté durable pour les fixations telles que les vis à métaux. L'avantage d'utiliser des inserts est qu'ils permettent de nombreux cycles de montage et démontage .
Les inserts sont installés dans les pièces moulées par injection par insertion thermique, ultrasonique ou dans le moule. Pour concevoir un bossage qui recevra un insert fileté, utilisez les mêmes directives que ci-dessus, en utilisant le diamètre de l'insert comme dimension de guidage.
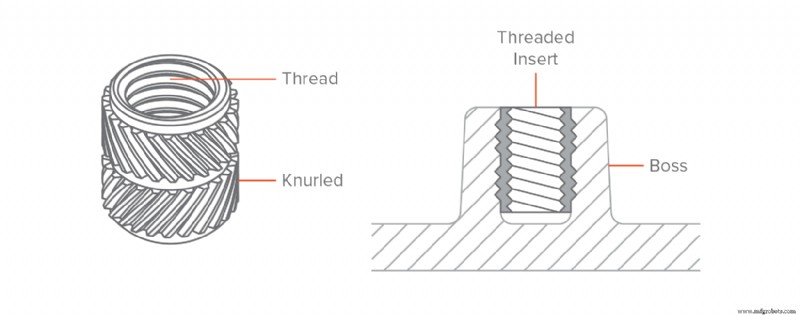 *Un insert fileté placé dans un bossage*
*Un insert fileté placé dans un bossage* __Pour de meilleurs résultats :__
Évitez d'ajouter des fils directement sur votre pièce moulée par injection
Concevoir des bossages avec un diamètre extérieur égal à 2x le diamètre nominal de la vis ou de l'insert
Ajouter un relief de 0,8 mm sur les bords du fil
Utilisez un filetage avec un pas supérieur à 0,8 mm (32 fils par pouce)
Utilisez un fil trapézoïdal ou contrefort
Meilleure façon de gérer les contre-dépouilles créées :
Utilisez un filetage avec un pas supérieur à 0,8 mm (32 fils par pouce)
Pour les filetages externes, placez-les le long de la ligne de joint
Côtes
Lorsque même l'épaisseur de paroi maximale recommandée n'est pas suffisante pour répondre aux exigences fonctionnelles d'une pièce, des nervures peuvent être utilisées pour améliorer sa rigidité.
Lors de la conception de nervures :
● Utilisez une épaisseur égale à 0,5 × épaisseur de la paroi principale
● Définir une hauteur inférieure à 3 × l'épaisseur des nervures
● Utilisez un congé de base avec un rayon supérieur à ¼ × épaisseur de nervure
● Ajoutez un angle de dépouille d'au moins 0,25° - 0,5°
● Ajoutez un min. distance entre les nervures et les murs de 4 × épaisseur des nervures
Joints à pression
Les joints à encliquetage sont un moyen très simple, économique et rapide de assembler deux pièces sans fixations ni outils . Il existe un large éventail de possibilités de conception pour les joints à encliquetage.
En règle générale, la déviation d'un joint à encliquetage dépend principalement de sa longueur et de la force admissible qui peut être appliqué dessus sur sa largeur (puisque son épaisseur est plus ou moins définie par l'épaisseur de paroi de la pièce). De plus, les joints à encliquetage sont un autre exemple de contre-dépouilles.
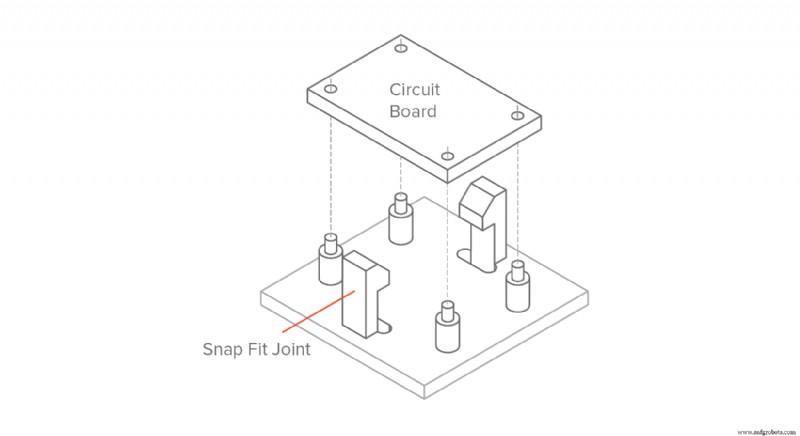 *Exemple d'assemblage avec joints à encliquetage*
*Exemple d'assemblage avec joints à encliquetage* Dans l'exemple ci-dessus, la conception de joint à encliquetage la plus courante (connue sous le nom de __joint à encliquetage en porte-à-faux__) est illustrée. Comme pour les nervures, ajoutez un angle de dépouille à vos joints à encliquetage et utilisez une épaisseur minimale de 0,5 fois l'épaisseur de la paroi.
Les directives spécifiques sur la conception de joints à encliquetage constituent un sujet important qui dépasse le cadre de cet article. Pour des informations plus détaillées, veuillez vous référer à cet article du MIT.
Pour de meilleurs résultats :
Ajoutez un angle de dépouille aux parois verticales de vos joints à clipser
Concevez des clips d'une épaisseur supérieure à 0,5 fois l'épaisseur de la paroi
Ajustez leur largeur et leur longueur pour contrôler leur déviation et la force admissible
Charnières vivantes
Les charnières vivantes sont de fines sections de plastique qui relient 2 segments d'une pièce et lui permettre de fléchir et se plier . Généralement, ces charnières sont incorporées dans des conteneurs produits en série, tels que des bouteilles en plastique. Une charnière vivante bien conçue peut durer jusqu'à un million de cycles sans défaillance.
Le matériel utilisée pour le moulage par injection, une charnière vivante doit être flexible. Le polypropylène (PP) et le polyéthylène (PE) sont de bons choix pour les applications grand public et le nylon (PA) pour les utilisations techniques.
Une charnière bien conçue est présentée ci-dessous. L'épaisseur minimale recommandée de la charnière est comprise entre 0,20 et 0,35 mm, avec des épaisseurs plus élevées résultant en des pièces plus durables, mais plus rigides.
{{img}}
*Exemple de charnière vivante (à gauche) et dimensions de conception recommandées pour PP ou PE (à droite)*
Avant de passer à la production à grande échelle, prototype vos charnières vivantes par usinage CNC ou impression 3D pour déterminer la géométrie et la rigidité les mieux adaptées à votre application. Ajoutez de généreux filets et concevoir des épaules avec une épaisseur de paroi uniforme comme corps principal de la pièce pour améliorer le flux de matière dans le moule et minimiser les contraintes. Diviser les charnières de plus de 150 mm en deux (ou plus) pour améliorer la durée de vie.
Pour des directives détaillées, veuillez vous référer à ce guide du MIT.
Pour de meilleurs résultats :
-
Charnières design d'une épaisseur comprise entre 0,20 et 0,35 mm
-
Sélectionnez un matériau flexible (PP, PE ou PA) pour les pièces avec charnières vivantes
-
Utiliser des épaulements d'une épaisseur égale à l'épaisseur du mur principal
-
Ajoutez des filets aussi gros que possible
Écraser les côtes levées
Les Crush Ribs sont de petites caractéristiques saillantes qui se déforment pour créer une friction lorsque différents composants sont rapprochés, sécurisant ainsi leur position.
Les nervures d'écrasement peuvent constituer une alternative économique pour la fabrication de trous à haute tolérance pour des ajustements serrés . Ils sont couramment utilisés pour loger des roulements ou des arbres et d'autres applications d'ajustement par pression.
Un exemple de pièce avec nervures d'écrasement est présenté ci-dessous. L'utilisation de trois nervures d'écrasement est recommandée pour garantir un bon alignement. La hauteur/rayon recommandé pour chaque nervure est de 2 mm . Ajoutez une interférence minimale de 0,25 mm entre la nervure d'écrasement et la pièce montée. En raison de la faible surface de contact avec le moule, les nervures d'écrasement peuvent être conçues sans angle de dépouille.
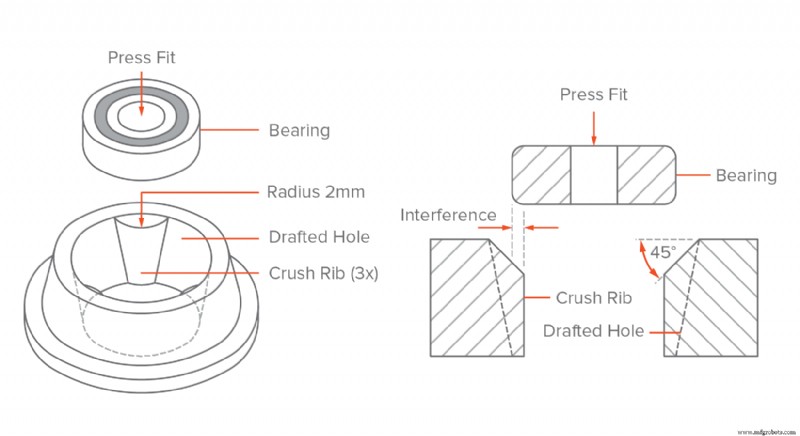 *Exemple de nervure d'écrasement (à gauche) et dimensions de conception recommandées (à droite)*
*Exemple de nervure d'écrasement (à gauche) et dimensions de conception recommandées (à droite)* __Pour de meilleurs résultats :__
Ajouter une interférence minimale de 0,25 mm entre la nervure d'écrasement et le composant
Ne pas ajouter d'angle de dépouille sur les parois verticales d'une nervure d'écrasement
Lettres et symboles
Le texte est une fonctionnalité très courante qui peut être utile pour les logos, les étiquettes, les avertissements, les diagrammes et les instructions, ce qui permet d'économiser les dépenses liées aux étiquettes autocollantes ou peintes.
Lors de l'ajout de texte, choisissez texte en relief sur le texte gravé, car il est plus facile d'usiner CNC sur le moule et donc plus économique.
Élever également le texte de 0,5 mm au-dessus de la surface de la pièce garantira que les lettres sont faciles à lire. Nous vous recommandons de sélectionner un style de police gras et arrondi. avec une épaisseur de trait uniforme, d'une taille de 20 points ou plus. Voici quelques exemples de polices :Century Gothic Bold, Arial et Verdana.
Utilisez du texte en relief (hauteur de 0,5 mm) au lieu du texte gravé
Utilisez une police d'épaisseur uniforme et une taille de police minimale de 20 points
Alignez le texte perpendiculairement à la ligne de séparation
Utilisez une hauteur (ou une profondeur) supérieure à 0,5 mm
Tolérances
Le moulage par injection produit généralement des pièces avec des tolérances de ± 0,250 mm (0,010").
Des tolérances plus strictes sont possibles dans certaines circonstances (jusqu'à ± 0,125 mm - et même ± 0,025 mm), mais elles augmentent considérablement le coût.
Pour les petites séries de production (<10 000 unités), envisagez d’utiliser une opération secondaire (telle que le perçage) pour améliorer la précision. Cela garantit l'interférence correcte de la pièce avec d'autres composants ou inserts (par exemple, lors de l'utilisation d'ajustements à la presse).
Règles de conception pour le moulage par injection
L'un des plus grands avantages du moulage par injection est la facilité avec laquelle des géométries complexes peut être formé, permettant à une seule pièce de remplir plusieurs fonctions.
Une fois le moule fabriqué, ces pièces complexes peuvent être reproduites à un coût très faible. Mais les modifications apportées à la conception du moule à des stades ultérieurs du développement peuvent être très coûteuses, ce qui permet d'obtenir les meilleurs résultats du premier coup. est essentiel. Suivez les directives ci-dessous pour éviter les défauts les plus courants dans le moulage par injection.
Utilisez une épaisseur de paroi constante
Utilisez une épaisseur de paroi uniforme sur toute la pièce (si possible) et éviter les sections épaisses . Ceci est essentiel car des parois non uniformes peuvent entraîner une déformation de la pièce à mesure que le matériau fondu refroidit.
Si des sections de épaisseurs différentes sont nécessaires, rendez la transition aussi douce que possible à l'aide d'un chanfrein ou d'un congé. De cette façon, le matériau s'écoulera plus uniformément à l'intérieur de la cavité, garantissant que l'ensemble du moule sera entièrement rempli.
Pour de meilleurs résultats :
Utilisez une épaisseur de paroi uniforme dans les valeurs recommandées
Lorsqu'une épaisseur différente est requise, lissez la transition à l'aide d'un chanfrein ou d'un congé d'une longueur égale à 3 fois la différence d'épaisseur.
Créer les sections épaisses
Les sections épaisses peuvent entraîner divers défauts, notamment des déformations et des affaissements. Limiter l'épaisseur maximale de n'importe quelle section de votre conception aux valeurs recommandées en les rendant creuses est essentiel.
Pour améliorer la résistance des profilés creux, utilisez des nervures concevoir des structures de résistance et de rigidité égales mais d'épaisseur de paroi réduite. Une pièce bien conçue avec des sections creuses est présentée ci-dessous :
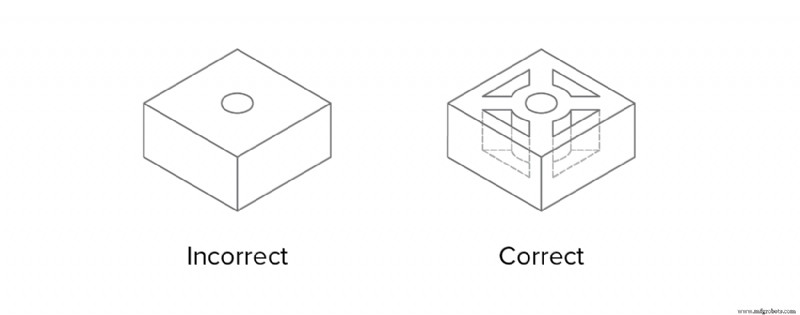 *Creux sections épaisses et ajout de nervures pour améliorer la rigidité*
*Creux sections épaisses et ajout de nervures pour améliorer la rigidité* Les nervures peuvent également être utilisées pour améliorer la rigidité des __sections horizontales__ sans augmenter leur épaisseur. N'oubliez pas cependant que les limitations d'épaisseur de paroi s'appliquent toujours. Le dépassement de l'épaisseur de nervure recommandée (voir ci-dessous) peut entraîner des marques d'évier.
 *Les limitations d'épaisseur de paroi s'appliquent toujours aux nervures*
*Les limitations d'épaisseur de paroi s'appliquent toujours aux nervures* Pour de meilleurs résultats :
Évidez les sections épaisses et utilisez des nervures pour améliorer la résistance et la rigidité de la pièce.
Nervures de conception avec max. épaisseur égale à 0,5x l'épaisseur de la paroi
Nervures de conception avec max. hauteur égale à 3x l'épaisseur du mur
Ajouter des transitions fluides
Recommandé : 3 × différence d'épaisseur de paroi
Parfois, des sections avec des épaisseurs de paroi différentes ne peuvent être évitées. Dans ces cas, utilisez un chanfrein ou un congé pour rendre la transition aussi douce que possible.
De même, la base des éléments verticaux (comme les nervures, les bossages, les encliquetages) doit également toujours être arrondie.
Arrondir tous les bords
L'épaisseur de paroi uniforme cette limitation s'applique également aux bords et aux coins :la transition doit être aussi douce que possible pour assurer un bon flux de matière.
Pour les bords intérieurs , utilisez un rayon d'au moins 0,5 x l'épaisseur de la paroi . Pour bords extérieurs , ajoutez un rayon égal au rayon intérieur plus l'épaisseur de la paroi . De cette façon, vous vous assurez que l'épaisseur des murs est constante partout (même dans les coins).
De plus, les angles vifs entraînent des concentrations de contraintes qui peuvent affaiblir les pièces.
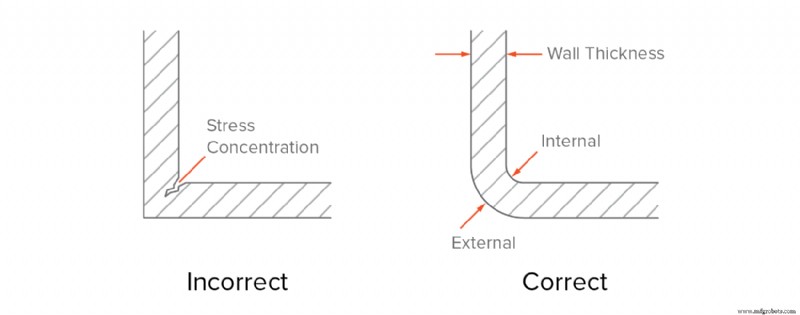 *Ajoutez de larges rayons à tous les bords pour maintenir une épaisseur de paroi uniforme et éviter les défauts*
*Ajoutez de larges rayons à tous les bords pour maintenir une épaisseur de paroi uniforme et éviter les défauts* Pour de meilleurs résultats :
Ajoutez un congé égal à 0,5x l'épaisseur du mur aux coins internes
Ajoutez un congé égal à 1,5x l'épaisseur du mur aux coins extérieurs
Ajouter des angles de dépouille
Pour faciliter l'éjection de la pièce hors du moule, il faut ajouter un angle de dépouille sur toutes les parois verticales. Les murs sans angle de dépouille auront des marques de traînée sur leur surface, en raison du frottement élevé avec le moule lors de l'éjection.
Un angle de dépouille minimum de 2° est recommandé. Des angles de dépouille plus grands (jusqu'à 5o °) doivent être utilisés sur les éléments plus hauts.
Apprenez-en davantage sur l’importance des angles de dépouille dans cet article →
Une bonne règle de base consiste à augmenter l'angle de dépouille de un degré tous les 25 mm. . Par exemple, ajoutez un angle de dépouille de 3o degrés à un élément de 75 mm de hauteur. Un angle de dépouille plus grand doit être utilisé si la pièce a une finition de surface texturée . En règle générale, ajoutez 1o à 2o degrés supplémentaires aux résultats des calculs ci-dessus.
N'oubliez pas que les angles de dépouille sont également nécessaires pour les nervures. Sachez cependant que l'ajout d'un angle réduira l'épaisseur du haut de la nervure, alors assurez-vous que votre conception est conforme à l'épaisseur de paroi minimale recommandée.
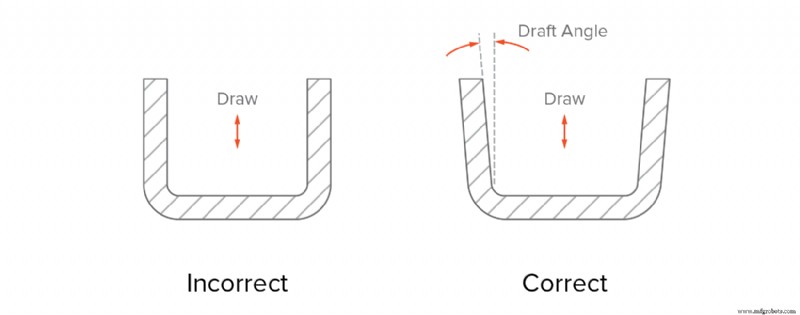 *Ajoutez un angle de dépouille (minimum 2o) à tous les murs verticaux*
*Ajoutez un angle de dépouille (minimum 2o) à tous les murs verticaux* __Pour de meilleurs résultats :__
Ajoutez un angle de dépouille minimum de 2o degrés à tous les murs verticaux
Pour les éléments de plus de 50 mm, augmentez l'angle de dépouille d'un degré tous les 25 mm
Pour les pièces avec une finition de surface texturée, augmentez l'angle de dépouille de 1 à 2 degrés supplémentaires
Partie 3
Matériaux de moulage par injection
Le moulage par injection est compatible avec une large gamme de plastiques. Dans cette section, vous en apprendrez davantage sur les principales caractéristiques des matériaux les plus populaires. Nous discuterons également des finitions de surface standard qui peuvent être appliquées aux pièces moulées par injection.
Matériaux utilisés pour le moulage par injection
Tous les thermoplastiques peuvent être moulés par injection. Certains thermodurcissables et silicones liquides sont également compatibles avec le procédé de moulage par injection.
Ils peuvent également être renforcés avec des fibres, des particules de caoutchouc, des minéraux ou des agents ignifuges pour modifier leurs propriétés physiques. Par exemple, la fibre de verre peut être mélangée aux granulés dans des proportions de 10 %, 15 % ou 30 %, ce qui permet d'obtenir des pièces plus rigides.
Polypropylène (PP)
Le plastique de moulage par injection le plus courant. Excellente résistance chimique. Qualités alimentaires disponibles. Ne convient pas aux applications mécaniques.
ABS
Thermoplastique commun à haute résistance aux chocs, à faible coût et à faible densité. Vulnérable aux solvants.
Polyéthylène (PE)
Thermoplastique léger avec une bonne résistance aux chocs et aux intempéries. Suitable for outdoor applications.
Polystyrene (PS)
The Injection molding plastic with the lowest cost. Food-safe grades available. Not suitable for mechanical applications.
Polyurethane (PU)
Thermoplastic with high impact strength and good mechanical properties &hardness. Suitable for molding parts with thick walls.
Nylon (PA 6)
Engineering thermoplastic with excellent mechanical properties and high chemical &abrasion resistance. Susceptible to moisture.
Polycarbonate (PC)
The plastic with the highest impact strength. High thermal resistance, weather resistance &toughness. Can be colored or transparent.
PC/ABS
Blend of two thermoplastics resulting in high impact strength, excellent thermal stability, and high stiffness. Vulnerable to solvents.
POM (Acetal/Delrin)
Engineering thermoplastic with high strength, stiffness &moisture resistance and self-lubricating properties. Relatively prone to warping.
PEEK
High-performance engineering thermoplastic with excellent strength and thermal &chemical resistance. Used to replace metal parts.
Silicone rubber
Thermoset with excellent heat &chemical resistance and customizable shore hardness. Food-safe and medical grade available.
An additive that is commonly used to improve the stiffness of the injection molded parts is fiberglass. The glass fibers can be mixed with the pellets at ratios of 10%, 15% or 30%, resulting in different mechanical properties.
Colorant can be added to the mixture (at a ratio of about 3%) to create a great variety of colored parts. Standard colors include red, green, yellow, blue, black and white and they can be mixed to create different shades.
Surface finishes and SPI standards
Surface finishes can be used to give an injection molded part a certain look or feel. Besides cosmetic purposes surface finishes can also serve technical needs . For example, the average surface roughness (Ra) can dramatically influence the lifetime of sliding parts such as plain bearings.
Injection molded parts are not usually post-processed, but the mold itself can be finished to various degrees.
Keep in mind that rough surfaces increase the friction between the part and the mold during ejection, therefore a larger draft angle is required.
The Society of Plastics Industry (SPI) explains several standard finishing procedures that result in different part surface finishes.
A-2
A-3 Suitable for parts that require the smoothest surface finish for cosmetic or functional purposes (Ra less than 0.10 μm). The A-1 finish is suitable for parts with mirror-like finish and lenses. Semi-gloss finish The mold is smoothed with fine grit sandpaper, resulting in a fine surface finish. B-1
B-2
B-3 Suitable for parts that require a good visual appearance , but not a high glossy look. Matte finish The mold is smoothed using fine stone powder, removing all machining marks. C-1
C-2
C-3 Suitable for parts with low visual appearance requirements , but machining marks are not acceptable. Textured finish The mold is first smoothed with fine stone powder and then sandblasted, resulting in a textured surface. D-1
D-2
D-3 Suitable for parts that require a satin or dull textured surface finish. As-machined finish The mold is finished to the machinist's discretion. Tool marks will be visible. - Suitable for non-cosmetic parts , such industrial or hidden components.
When selecting a glossy surface finish, remember these useful tips:
- A high glossy mold finish is not equivalent to a high glossy finished product. It is significantly subject to other factors such as plastic resin used, molding condition and mold design. For example, ABS will produce parts with a higher glossy surface finish than PP. To find the recommended material and surface finish combination visit the appendix.
- Finer surface finishes require a higher grade material for the mold. To achieve a very fine polish, tool steels with the highest hardness are required. This has an impact on the overall cost (material cost, machining time and post-processing time).
Part 4
Cost reduction tips
Learn more about the main cost drivers in injection molding and actionable design tips that will help you reduce the costs of your project.
Cost drivers in injection molding
The biggest costs in injection molding are:
- Tooling costs determined by the total cost of designing and machining the mold
- Material costs determined by the volume of the material used and its price per kilogram
- Production costs determined by the total time the Injection molding machine is used
Tooling costs are constant (starting at $3,000 and up to $5,000). This cost is independent of the total number of manufactured parts, while the material and production costs are dependent on the production volume.
For smaller productions (1,000 to 10,000 units), the cost of tooling has the greatest impact on the overall cost (approximately 50-70%). So, it’s worthwhile altering your design accordingly to simplify the process of manufacturing of the mold (and its cost).
For larger volumes to full-scale production (10,000 to 100,000+ units), the contribution of the tooling costs to the overall cost is overshadowed by the material and production costs. So, your main design efforts should focus on minimizing both the volume part and the time of the molding cycle.
Here we collected some tips to help you minimize the cost of your Injection molded project.
Tip #1:Stick to the straight-pull mold
Side-action cores and the other in-mold mechanisms can increase the cost of tooling by 15% to 30%. This translates to a minimum additional cost for tooling of approximately $1,000 to $1,500.
In a previous section, we examined ways to deal with undercuts. To keep your production on-budget, avoid using side-action cores and other mechanisms unless absolutely necessary.
Tip #2:Redesign the injection molded part to avoid undercuts
Undercuts always add cost and complexity, as well as maintenance to the mold. A clever redesign can often eliminate undercuts.
Tip #3:Make the injection molded part smaller
Smaller parts can be molded faster resulting in a higher production output, making the cost per part lower. Smaller parts also result in lower material costs and reduce the price of the mold.
Tip #4:Fit multiple parts in one mold
As we saw in a previous section, fitting multiple parts in the same mold is common practice. Usually, 6 to 8 small identical parts can fit in the same mold, essentially reducing the total production time by about 80%.
Parts with different geometries can also fit in the same mold (remember, the model airplane example). This is a great solution for reducing the overall cost of assembly.
Here’s an advanced technique:
In some cases, the main body of 2 parts of an assembly is the same. With some creative design, you can create interlocks points or hinges at symmetrical locations, essentially mirroring the part. This way the same mold can be used to manufacture both halves, cutting the tooling costs in half.
Tip #5:Avoid small details
To manufacture a mold with small details require longer machining and finishing times. Text is an example of this and might even require specialized machining techniques such as electrical discharge machining (EDM) resulting in higher costs.
Tip #6:Use lower grade finishes
Finishes are usually applied to the mold by hand, which can be an expensive process, especially for high-grade finishes. If your part is not for cosmetic use, don’t apply a costly high-grade finish.
Tip #7:Minimize the part volume by reducing wall thickness
Reducing the wall thickness of your part is the best way to minimize the part volume. Not only does it mean less material is used, but also the injection molding cycle is greatly accelerated.
For example, reducing the wall thickness from 3 mm to 2 mm can reduce the cycle time by 50% to 75%.
Thinner walls mean that the mold can be filled quicker. More importantly, parts thinner parts cool and solidify much faster. Remember that about half the injection molding cycle is spent on the solidification of the part while the machine is kept idle.
Care must be taken through to not overly reduce the stiffness of the part which would downgrade its mechanical performance. Ribs in key locations can be used to increase stiffness.
Tip #8:Consider secondary operations
For lower volume productions (less than 1000 parts), it may be more cost effective to use a secondary operation to complete your injection molded parts. For example, you could drill a hole after molding rather than using an expensive mold with side-action cores.
Part 5
Start Injection molding
Once your design ready and optimized for injection molding, what’s next? In this section we’ll take you through the steps needed to start manufacturing with injection molding.
Step 1:Start small and prototype fast
Before you commit to any expensive injection molding tooling, first create and test a functional prototype of your design.
This step is essential for launching a successful product. This way design errors can be identified early, while the cost of change is still low.
There are 3 solutions for prototyping:
- 3D printing (with SLS, SLA or Material Jetting)
- CNC machining in plastic
- Low-run injection molding with 3D printed moldsThese processes can create realistic prototypes for form and function that closely resemble the appearance of the final injection molding product.
Use the information below as a quick comparison guide to decide which solution is best for your application.
Prototyping with 3D printing
Designs optimized for injection molding can be easily 3D printed
The prototyping solution with the lowest cost and fastest turnaround
Not every injection molding material is available for 3D printing
3D printed parts are 30-50% weaker than injection molded parts
Prototyping with CNC machining
Material properties identical to the injection molded parts
Excellent accuracy and finishing
Design modifications may be need, as different design restrictions apply
More expensive than 3D printing with longer lead time
Prototyping with low-run injection molding
The most realistic prototypes with accurate material properties
The actual process and mold design is simulated
The prototyping solution with the highest cost
Smaller availability than CNC or 3D printing
Step 2 :Make a “pilot run” (500 - 10,000 parts)
With the design finalized, it time to get started with Injection molding with a small pilot run.
The minimum order volume for injection molding is 500 units. For these quantities, the molds are usually CNC machined from aluminum. Aluminum molds are relatively easy to manufacture and low in cost (starting at about $3,000 to $5,000) but can withstand up to 5,000 - 10,000 injection cycles.
At this stage, the typical cost per part varies between $1 and $5, depending on the geometry of your design and the selected material. The typical lead time for such orders is 6-8 weeks.
Don’t get confused by the term “pilot run”. If you only require a few thousand parts, then this would be your final production step.
The parts manufactured with “pilot” aluminum molds have physical properties and accuracy identical to parts manufactured with “full-scale production” tool steel molds.
Step 3 :Scale up production (100,000+ parts)
When producing parts massive quantities of identical parts (from 10,000 to 100,000+ units) then special Injection molding tooling is required.
For these volumes, the molds are CNC machined from tool steel and can withstand millions of Injection molding cycles. They are also equipped with advanced features to maximize production speeds, such as hot-tip gates and intricate cooling channels.
The typical unit cost at this stage varies between a few cents to $1 and the typical lead time is 4 to 6 months, due to the complexity of designing and manufacturing the mold.
Part 6
Useful resources
In this guide we touched on everything you need to get started with injection molding - but there’s plenty more to learn.
Here are the most useful resources on injection molding and other digital manufacturing technologies if you want to delve deeper.
Other guides
Want to learn more about digital manufacturing? There are more technologies to explore:
Résine
- Le partenariat Arkemas avec le projet ZEBRA s'engage dans l'économie circulaire
- Fabriquer de meilleurs vélos en composite en Arkansas
- La démocratisation des composites
- Kilometro Rosso honore une étape importante de Petroceramics dans le CMC pour les applications spatiales
- Composés de purge pour la production d'emballages en polyoléfine à paroi mince
- Eastman fait don de matériel pour les écrans faciaux contre le coronavirus afin de protéger le personnel médical
- Composites thermoplastiques chez Oribi Composites :CW Trending, épisode 4
- PPA pour moteurs électriques haute tension et jeux de barres d'onduleur
- Maître à effet spécial pour les bouchons de vin en plastique d'aspect naturel
-
Fromage
Contexte Le fromage est un aliment fermenté dérivé du lait de divers mammifères. Depuis que les humains ont commencé à domestiquer les animaux producteurs de lait, environ 10 000 av. , ils connaissent la propension du lait à se séparer en caillé et en lactosérum. Lorsque le lait aigre, il se déc
-
Choix des lecteurs :les 10 meilleurs articles de 2018
Comme nous le faisons généralement à la fin de lannée, nous rappelons les articles les plus lus de lannée. La liste de 2018 reflète lintérêt continu de lindustrie pour la sécurité et la fascination croissante pour lintelligence artificielle, mais montre comment des sujets clés tels que les fonctionn
-
Choisir l'automatisation avec la robotique industrielle
Alors, vous voulez acheter un robot industriel. Vous ne savez pas par où commencer ? Cest bon. Procédons une étape à la fois. Un robot industriel est un robot utilisé sur un marché industriel pour effectuer des applications telles que les processus de soudage, de manutention, de distribution et den
-
Paramètres de base du laminage.
Lors de la préparation dun fichier pour limpression, il est très important de connaître les paramètres de base et leur fonctionnement. Le nombre de paramètres disponibles dans les logiciels de plastification daujourdhui est en augmentation, cependant, à moins davoir une connaissance approfondie du l