


Systèmes préimprégnés époxy Snap‑Cure :thermodurcissables hautes performances à des vitesses thermoplastiques

Source (Toutes les images) | PRF Composite Materials Ltd. Images dérivées du contenu original de PRF et améliorées par un affinement assisté par l'IA.
Dans la fabrication haute performance, le temps est la monnaie ultime. Les systèmes préimprégnés époxy Snap‑cure redéfinissent l’efficacité, offrant certains des processus thermodurcissables les plus rapides disponibles aujourd’hui. Ils se rapprochent des temps de cycle des systèmes de moulage par compression thermoplastique tout en préservant les propriétés mécaniques supérieures des thermodurcissables.
Cette technologie excelle dans les secteurs de l'automobile, du sport automobile, de la marine et de la défense, où l'intégrité structurelle doit coexister avec une production en grand volume.
Contenu en vedette
Contrairement aux préimprégnés traditionnels qui nécessitent des heures dans un autoclave, les systèmes de durcissement instantané sont conçus pour le moulage par compression (durcissement sous presse). Les principaux avantages incluent :
- Cycles rapides : Durcissement démoulable obtenu en 2 à 4 minutes seulement à des températures élevées de l'outil (généralement 140 à 160 °C, en fonction du système).
- Consommables réduits : Le processus de durcissement instantané élimine le besoin de sacs sous vide, de reniflards et de produits d'étanchéité, réduisant ainsi les déchets, les coûts et l'encombrement de l'atelier.
- Traitement d'entrée/sortie à chaud : Les outils de moulage restent chauffés, éliminant ainsi les cycles d'accélération et de refroidissement énergivores (en fonction du système).
- Excellente finition de surface : Le flux de résine contrôlé offre une esthétique de surface supérieure directement à partir du moule lorsqu'elle est traitée dans un outillage métallique à température contrôlée.
- Développement d'une Tg élevée : Atteignant rapidement les températures de transition vitreuse (Tg) initiales mesurées par DMA jusqu'à ~170 °C (en fonction du système), garantissant une stabilité thermique exceptionnelle.
REMARQUE :Comme pour la plupart des préimprégnés hautes performances, le stockage congelé (–18 ° C typique), le temps de conservation contrôlé et la gestion stricte de l'humidité restent essentiels à la stabilité du processus et aux résultats sans vides.
Le processus de durcissement instantané commence avec précision. Le point d'adhérence contrôlé permet une découpe et une manipulation automatisées des plis, permettant un traitement propre basé sur CNC ou des modèles de superposition manuelle. Une fois les plis prêts, la transformation est remarquablement rapide, comme illustré ci-dessous.
Les images présentées représentent les systèmes de préimprégnés RP570eXpress et RP570FReXpress cure de PRF Composite Materials (Poole, Dorset, Royaume-Uni). Les étapes de traitement pour les autres fournisseurs seront différentes. La séquence reflète le traitement en laboratoire, bien que ces systèmes soient déjà utilisés par les fabricants industriels dans la production sur presse avec des outils préchargés – voir PRF pour plus de détails sur la gamme RP570eXpress.
PROCESSUS SNAP‑CURE
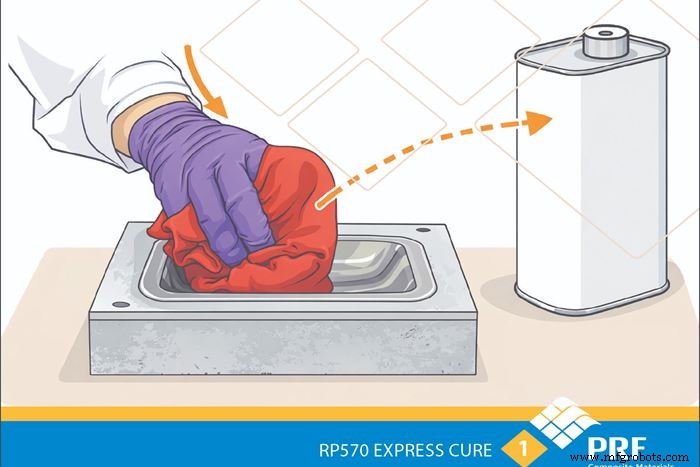
1️⃣ Placez la pile de préimprégnés prédécoupés dans la cavité du moule de précision.
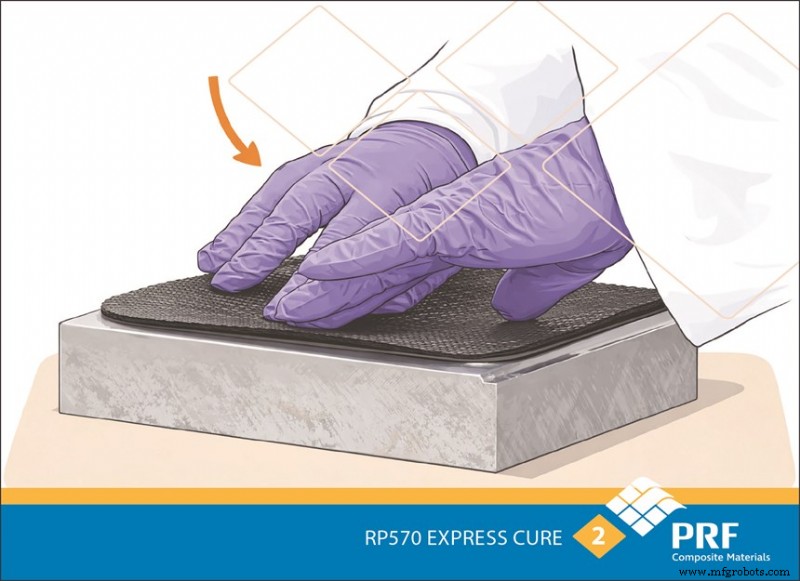
2️⃣ Assurer un alignement et un drapage précis du matériau pour une géométrie optimale.
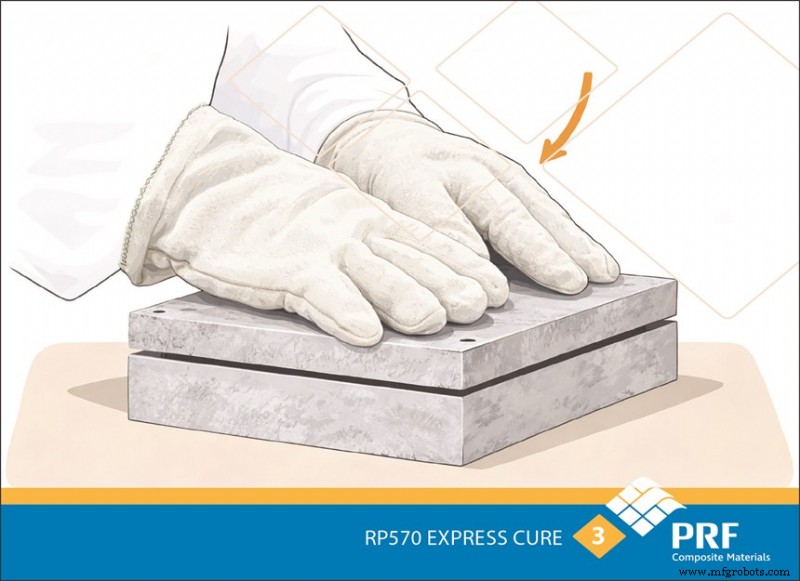
3️⃣ Fixez la moitié supérieure du moule pour préparer l'assemblage à la presse.

4️⃣ Insérez le moule dans la presse, où les paramètres de temps de processus et de température sont prédéfinis.
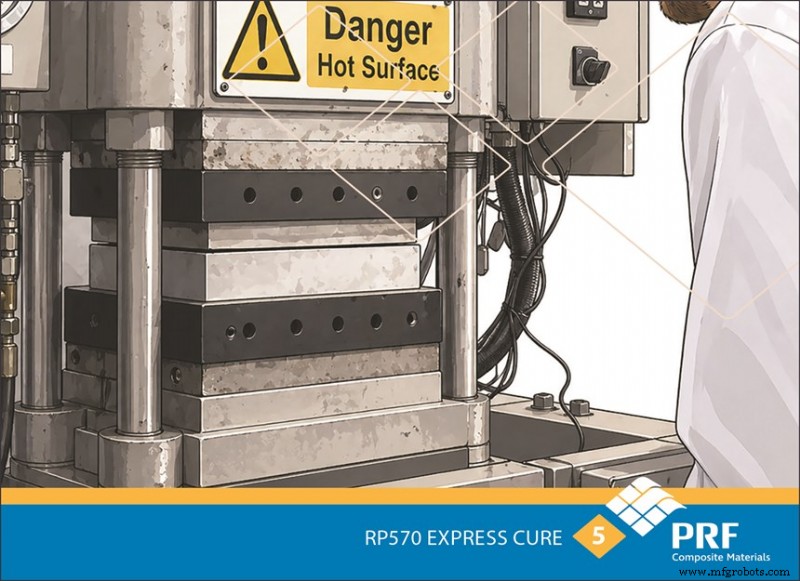
5️⃣ Appliquez une pression (généralement de 5 à 40 bars, en fonction de l'architecture des fibres, de la viscosité de la résine et de la géométrie de la pièce) pour garantir une consolidation complète et un écoulement de la résine.

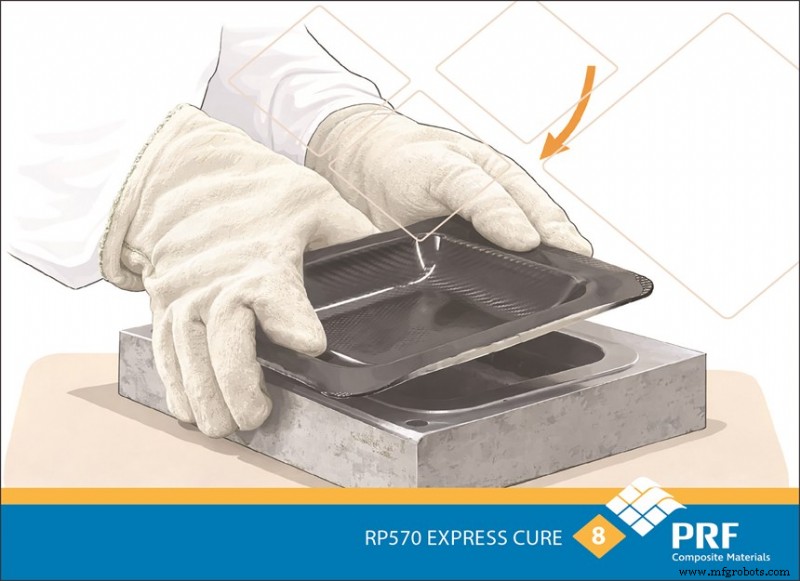
6️⃣ Ouvrez soigneusement le moule une fois le cycle de durcissement rapide de 2 à 4 minutes terminé.

7️⃣ Grâce au durcissement rapide et au développement de module du système, démoulez la pièce structurelle encore chaude après le cycle de presse une fois qu'une résistance à vert suffisante a été obtenue (portez des gants résistants à la chaleur), puis transférez-la à la station de détourage pour éliminer les bavures.
8️⃣ Le résultat est une série de composants finis et polis, empilés et prêts pour l'assemblage final.
L’efficacité ne doit pas nécessairement compromettre la qualité. La technologie Snap‑cure ouvre la voie à un avenir des composites plus rapide, plus simple et plus robuste.
Apprenez-en davantage sur les systèmes Snap‑Cure dans le contenu CW associé.
À propos de l'auteur
Basar Öztuna
Başar Öztuna a plus de 20 ans d'expérience dans la fabrication de composites, le développement de produits et la gestion de projets. Il a occupé des postes techniques et de gestion clés au sein d'organisations industrielles de premier plan, notamment Metyx Composites, Polser Composite Materials et AIATA Boats (Groupe Anadolu). Son expertise principale couvre les processus de fabrication avancés et la conception structurelle.
Matériau composite
- Phénolique RT610 - Tube
- CTF30E (carbure cémenté)
- Le matériau du bandage arrête de saigner sans adhérer à la plaie
- Matériaux de datation et Carbone 14
- ОоА préimprégné B180 CF02 [0,+45]nS
- Partenariat pour réussir :faites-en un gagnant/gagnant dans le sourcing
- Phénolique BT13SPN - Tube
- E-20 Béryllium
- CTF54A (carbure cémenté)