


Préréglage d'outils vs réglage d'outils laser :tirer parti des deux pour la précision CNC

Les prérégleurs d'outils se spécialisent dans la mesure et la préparation hors ligne. En mesurant un outil avant qu'il n'atteigne la broche, les opérateurs peuvent organiser des assemblages et précharger des valeurs géométriques vérifiées dans la commande CNC. Source :MP
Dans le paysage CNC actuel, chaque seconde compte. Des tolérances strictes, des temps de cycle compressés, une main-d'œuvre qualifiée rare et une marge d'erreur très mince exigent les plus hauts niveaux de précision et d'efficacité.
Un débat courant dans l'atelier porte sur la meilleure façon de gérer les décalages de géométrie des outils CNC :s'appuyer sur un prérégleur hors ligne, utiliser un régleur d'outils laser intégré à la machine, ou combiner les deux ?
Contenu en vedette
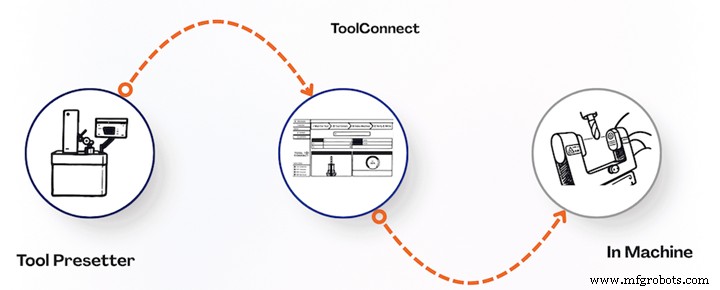
Chaque technologie relève un défi distinct dans la chaîne d’usinage. Lorsqu'ils sont associés, ils créent une approche robuste et multicouche qui offre à la fois vitesse et fiabilité. Systèmes de transfert de données automatisés tels que ToolConnect de Caron Engineering amplifiez cette synergie en éliminant la saisie manuelle et en garantissant l'intégrité des données de la salle d'outillage à la broche.
Différences clés
Les prérégleurs d'outils et les régleurs d'outils laser mesurent la géométrie des outils, mais leurs rôles divergent.
- Prérégleurs d'outils : Mesure et préparation hors ligne avant que l'outil n'atteigne la machine.
- Régleurs d'outils laser : Vérification sur machine qui surveille la position, l'usure et la casse des outils pendant la production.
Le cas des prérégleurs d'outils CNC
La mesure hors ligne permet aux opérateurs de définir la longueur, le diamètre et, le cas échéant, le faux-rond sur un préréglage sans interrompre les opérations d'usinage.

En gardant les mesures hors de la CNC, les outils peuvent être mis en scène pendant que la production se poursuit. Cela se traduit par des temps de chargement plus rapides, des périodes d'inactivité réduites et des décalages cohérents qui réduisent la variabilité.
Avantages :
- Continuité de la production : Aucun arrêt de la machine pour le toucher.
- Gain de temps :Le chargement rapide des outils réduit le temps de configuration.
- Précision : Les mesures de haute précision fournissent des décalages fiables.
- Efficacité de la configuration : Idéal pour les ateliers de haute précision et à forte diversité avec un grand nombre d'outils.
Les prérégleurs brillent dans les environnements où les assemblages d'outils sont préparés à l'avance et mis en scène pour un changement rapide. Cependant, le goulot d'étranglement traditionnel réside dans la saisie manuelle des données dans la CNC. Un seul chiffre mal saisi peut entraîner des rebuts, des dommages à l'outil ou une défaillance d'une pièce.
Éliminer l'écart de saisie manuelle des données
De nombreux ateliers s'appuient encore sur la saisie manuelle des valeurs de longueur et de diamètre à partir du prérégleur. Même les opérateurs expérimentés risquent des erreurs de transposition ou un mauvais chargement de champ.
Les solutions automatisées de transfert de données d'outils (utilisant des étiquettes RFID, des codes-barres ou des interfaces numériques) transmettent les mesures vérifiées directement dans la commande CNC. Cela supprime le facteur d'erreur humaine et garantit que les valeurs précises atteignent les champs de décalage corrects.
Lorsqu'un prérégleur est associé à un transfert automatisé, l'ensemble du processus, de la mesure à l'insertion de la broche, devient hautement fiable. ToolConnect en est un excellent exemple, permettant des lectures transparentes de RFID ou de codes-barres qui remplissent la CNC sans intervention manuelle.
Le cas des régleurs d'outils laser sur machine
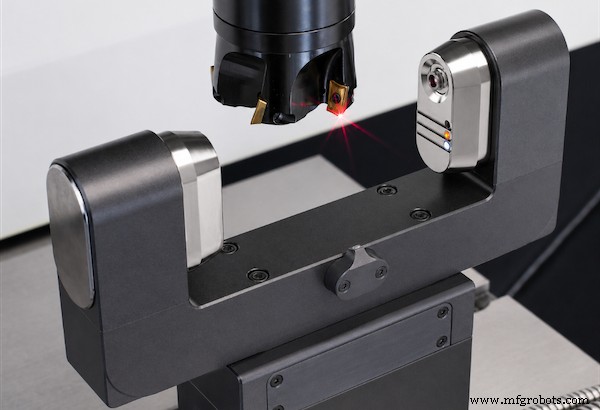
Les régleurs d'outils laser, tels que ceux de Blum‑Novotest, ajoutent une couche de protection supplémentaire en mesurant les outils à l'intérieur de la CNC. Ils vérifient les décalages de longueur et de diamètre dans l'environnement de coupe réel.
Principaux avantages :
- Mesure en temps réel :Capture la véritable position de l'outil dans la broche.
- Détection d'usure : Identifie l'usure progressive au fur et à mesure qu'elle se produit.
- Détection de casse : Détecte instantanément les pannes d'outils, évitant ainsi les dommages en aval.
- Support pour l'automatisation : Permet un usinage sans éclairage et en toute confiance.
Même l'outil préréglé le plus précisément peut subir un faux-rond, un arrachement ou des micro-écailles pendant la coupe. Les régleurs laser fournissent la validation en cours de processus qui protège la qualité des pièces, en particulier dans les applications à forte valeur ajoutée telles que l'aérospatiale ou les dispositifs médicaux.
Pourquoi les magasins ont besoin des deux
La discussion ne doit pas porter sur le choix d’une technologie plutôt qu’une autre, mais sur la protection de chaque étape du processus d’usinage. Les prérégleurs garantissent la précision avant la production, le transfert automatisé garantit l'intégrité des données et les régleurs laser maintiennent la précision pendant l'usinage.
La combinaison de ces éléments crée une stratégie à plusieurs niveaux :des données précises entrent correctement dans la machine, l'outil est vérifié dans la broche avant la coupe et les données d'usure sont capturées tout au long de l'opération. Il ne s'agit pas de redondance :il s'agit d'un contrôle de processus robuste qui permet une utilisation plus élevée de la broche, des exécutions sans surveillance plus longues et une confiance dans les environnements d'usinage complexes.
Adoptez une approche mesurée
Les fabricants n’ont plus besoin de choisir entre la précision hors ligne et la protection en machine. La solution optimale fusionne la précision hors ligne d'un prérégleur (améliorée par un transfert automatisé) avec la surveillance en temps réel d'un régleur d'outils laser, ce qui donne lieu à un processus efficace, protégé et évolutif.
Dans la fabrication CNC moderne, la précision ne se résume pas à la simple mesure des outils :elle concerne la gestion intelligente des données d'outils, de la salle d'outils à la broche, permettant un usinage stable, une réduction des rebuts et une confiance dans un fonctionnement sans éclairage.

Voir ToolConnect et bien plus encore en action
Lors de l'IMTS 2026, Caron Engineering présentera comment les technologies d'automatisation connectée et de contrôle de processus en temps réel résolvent ces défis dans un environnement de production en direct entièrement intégré au stand 134742. Les visiteurs découvriront une cellule de découpe entièrement automatisée où les machines CNC, l'automatisation, les données d'outillage, les systèmes de mesure et l'intelligence des processus travaillent ensemble en continu en temps réel pour améliorer la stabilité de l'usinage, éliminer les processus manuels et augmenter la fiabilité opérationnelle.
La pièce maîtresse de la démonstration est la technologie MiConnect. , la plateforme d'automatisation de la fabrication low‑code de Caron Engineering qui simplifie la communication et l'orchestration entre les machines, les robots, les capteurs, les systèmes de mesure et les plateformes logicielles. MiConnect permet aux fabricants de créer et de déployer rapidement des flux de travail d'automatisation qui rationalisent la production et coordonnent des cellules d'usinage entières sans programmation personnalisée complexe. La démo en direct présentera également le contrôle adaptatif de surveillance des outils TMAC de Caron Engineering. pour l'optimisation de la coupe en temps réel, le contrôle adaptatif de l'avance et la détection des bris d'outils ; Comp.Auto retour dimensionnel en boucle fermée avec compensation automatique du décalage CNC ; ToolConnect Gestion et transfert de données d'outils basés sur la RFID et les codes-barres ; et DTect‑IT analyse avancée des capteurs pour l'état des machines, la surveillance des vibrations et l'intelligence prédictive des processus.
Les participants observeront le contrôle adaptatif répondant en direct pendant la coupe, le retour automatisé ajustant les décalages d'usinage, la communication machine à appareil coordonnant la cellule et l'automatisation intégrée travaillant ensemble dans un environnement de production réel.
Équipement industriel
- 6 avantages clés des angles de soudage magnétiques marche/arrêt dans la fabrication métallique
- Différents types de roulements utilisés dans l'industrie du papier
- Une planification efficace de la maintenance préventive peut-elle réduire les temps d'arrêt ?
- Vérification de votre demande – Veuillez patienter
- 5 conseils pour l'efficacité énergétique de l'air comprimé
- Choisir le bon crochet en acier :2 vis ou 4 vis – Qu'est-ce qui offre une résistance et une efficacité d'espace supérieures ?
- Pourquoi la pompe hydraulique Kawazaki K8V est faite pour vous
- Tulip Interfaces augmente la productivité de la fabrication au WESTEC 2019
- ISO 14644 : la référence en matière de conception, de mesure et d'exploitation de salles blanches