


Choisir la bonne mèche de routeur CNC :un guide pratique
As an after‑sales engineer at Blue Elephant CNC, I speak daily with woodworkers and engravers who ask the same question after buying a router:"Which bit do I use for this job?" The right bit turns a capable machine into a precise tool. Vous trouverez ci-dessous une référence concise et soutenue par des experts qui associe chaque type de bit à votre tâche spécifique.
Je. Les familles de bits de base
| Type de bits | Utilisation principale | Fonctionnalité clé | Remarque avancée |
|---|---|---|---|
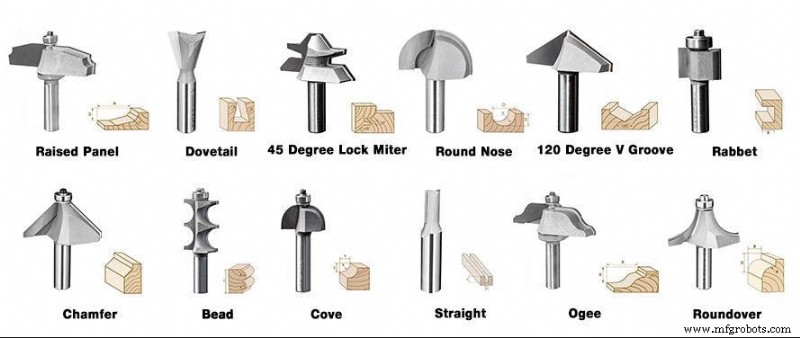
| Fraise en bout (plate/carrée) | Cutting, slotting, pocketing, 2‑D profiles | La pointe plate crée des angles vifs | Short flutes reduce deflection and chatter—essential for precision parts. |
| Nez sphérique | Contournage 3D, sculpture détaillée, surfaces lisses | La pointe arrondie donne une finition incurvée | Step‑over influences surface quality; la réduction de 10 % à 5 % réduit le temps de finition de moitié. |
| V‑Bit (Gravure) | Lettrage, signalisation, chanfreinage, rainures en V | Pointed tip gives variable line width (V‑carving) | Utilisez 90° pour les lettres en gras ; 30°–60° for fine engraving. |

II. Comprendre les caractéristiques des bits
1. Conception de flûte
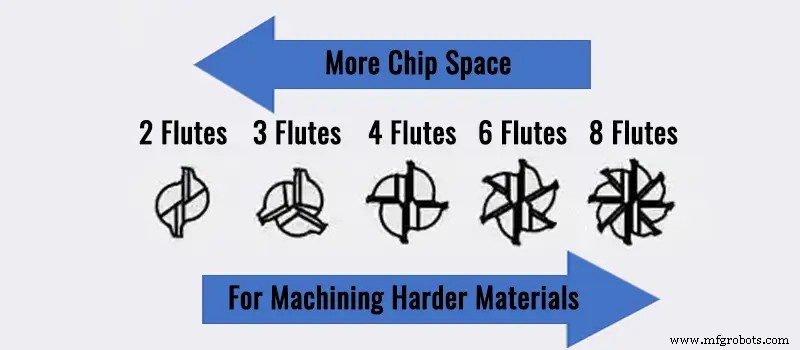
Les cannelures (les arêtes de coupe en spirale) déterminent l'élimination des copeaux, la vitesse et la finition. Choose based on material and required finish:
- Flûte simple :Excellent pour une évacuation rapide des copeaux dans les matériaux tendres (plastiques, aluminium); idéal pour les vitesses d'avance élevées.
- Double flûte :The workhorse for woodworking; équilibre la résistance, la qualité de coupe et l'élimination des copeaux.
- Trois/Quatre Flûtes :Best for a smoother finish in harder materials; require slower feed rates and powerful spindles to clear chips.

Conseil : Un plus grand nombre de cannelures signifie des vallées plus petites, ce qui réduit le dégagement des copeaux. Les forets à quatre cannelures excellent dans la fibre de carbone et le phénolique, mais peuvent surchauffer le bois.
2. Direction de coupe
- Coupe ascendante :Les cannelures tirent les copeaux vers le haut ; idéal pour les coupes profondes et les fonds propres, mais peut briser les dessus.
- Coupe descendante :Les flûtes poussent les copeaux vers le bas ; maintient les matériaux fins à plat et laisse un dessus propre, mais le dessous peut s'effilocher.
- Compression :Combine une pointe vers le haut et un corps vers le bas ; parfait pour les produits en feuilles, offrant des bords nets des deux côtés.
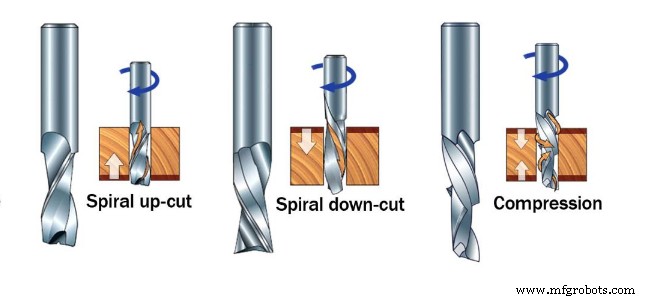
Advanced tip: Start cuts deeper than the up‑cut length (usually 3–4 mm) so the down‑cut section engages fully.
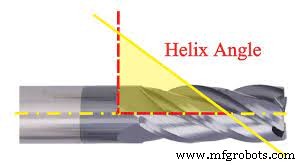
3. Angle d'hélice
L'angle entre l'arête de coupe et l'axe de l'outil affecte le flux des copeaux et l'état de surface.
- Low (20°–30°) :Best for metals and hard plastics—stronger edge, less vibration.
- Moyen (30°–40°) :Polyvalent pour le travail du bois (contreplaqué, MDF, bois massif); équilibre l'évacuation des copeaux et la résistance des bords.
- Élevé (40°–55°) :Conçu pour une évacuation rapide et propre des copeaux dans les bois filandreux ou l'aluminium; reduces heat but can pull harder on the spindle.
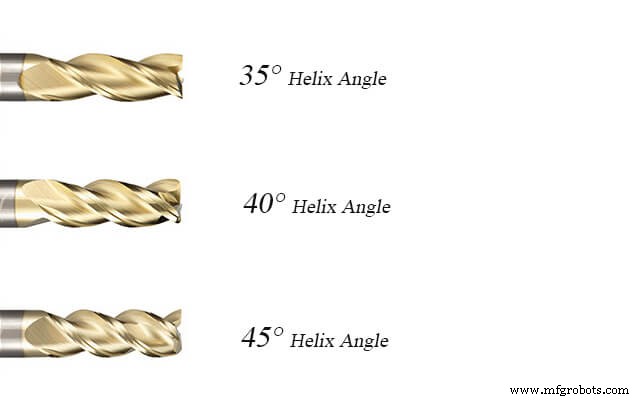
Informations avancées : Les outils à hélice élevée réduisent la charge de l'outil à des vitesses d'avance élevées, ce qui est crucial pour la production de meubles à grande vitesse.
III. Faire correspondre les bits à votre projet
| Objectif du projet | Bit(s) recommandé(s) | Pourquoi ça marche |
|---|---|---|
| General Cutting/Sizing (Plywood, MDF) | Mèche de compression, fraise en bout à double cannelure | Compression provides clean edges on both sides; la double cannelure coupe rapidement et de manière fiable. |
| Sculpture 3D détaillée (reliefs, sculptures) | Mors sphérique (petit diamètre) | La pointe arrondie donne des surfaces lisses et profilées sans monter d'escalier. |
| Gravure de lettres/signalisation | V‑Bit (90° ou 60°) | V‑shape produces sharp lettering; l'angle contrôle la profondeur et la largeur. |
| Pocketing (Creating a Recess) | Fraise en bout (plate) → Nez sphérique | Le fond plat donne un fond de poche de niveau ; ball‑nose finishes rounded corners. |
| Edge Profiling/Chamfering | V‑Bit ou embout arrondi spécialisé | V‑Bit gives straight bevel; round‑over creates smooth curved edge. |
IV. Sélection de bits avancée
1. Specialty Materials &Effects
- Matériaux composites (fibre de carbone, fibre de verre, panneaux stratifiés) :Utilisez des embouts diamantés ou PCD (Polycristallin Diamond). Leur extrême dureté résiste à l'abrasion et prolonge la durée de vie de l'outil.

- Haute précision et détails fins :Tapered Ball‑Nose and Tapered End Mill bits offer rigidity at the shank while achieving a fine point, enabling deeper cuts and sharper internal corners.

- Bords et moulures décoratifs : Les embouts de profil (Roman Ogee, Cove, Dovetail) vous permettent de créer des menuiseries classiques directement sur une routeur CNC.
2. Revêtements d'outils
Les revêtements réduisent l'usure, la friction et la chaleur, permettant des avances plus élevées et des intervalles plus longs entre l'affûtage.
- Non couché :Standard, rentable pour le travail général du bois mais s'use plus rapidement sur les matériaux abrasifs.
- TiN (Titanium Nitride) :Couleur or ; augmente la dureté et la résistance à la chaleur pour une utilisation polyvalente.

- TiAlN (nitrure de titane et d'aluminium) :Violet foncé/bronze; supérieur pour les tâches à haute température telles que la coupe de métaux ou de composites denses.

V. Optimisation des performances :avances, vitesses et maintien
1. Mastering Feeds and Speeds
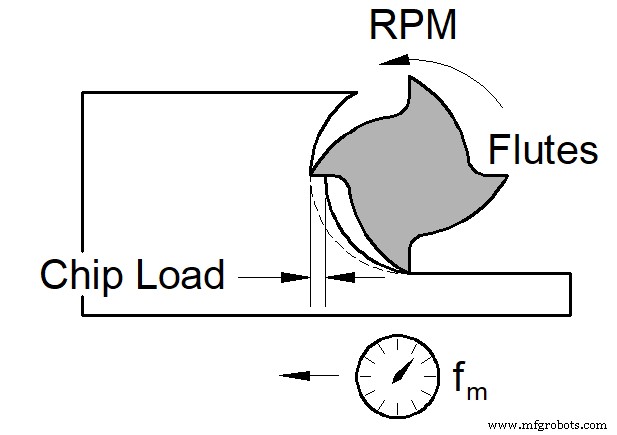
La relation entre la vitesse de broche (RPM), la vitesse d'avance (IPM) et la charge de copeaux détermine la qualité de coupe et la durée de vie de l'outil.
Chip Load (Critical Parameter)
Charge de copeaux =Vitesse d'avance (IPM) ÷ (RPM × Nombre de cannelures). C'est l'épaisseur du matériau enlevé par flûte et par tour.
- Trop faible :Le foret frotte, générant de la chaleur qui émousse ou fait fondre le matériau.
- Trop élevé : Une mèche surchargée provoque une déviation, un broutage, une mauvaise finition et une casse possible.
- Optimal :Cisaille proprement le matériau en copeaux recourbés, éliminant efficacement la chaleur et offrant une surface lisse.
Ajustements pratiques pour les tests de découpe
- À la recherche d'une finition plus douce :Augmentez le régime or decrease feed rate pour réduire la charge de copeaux.
- Supprimer davantage de matière :Diminuer le régime et augmenter la vitesse d'avance (dans les limites de sécurité de charge de copeaux).
- Battements ou cris :Diminuez le régime et augmenter la vitesse d'avance , ou passez à un embout plus rigide et de plus grand diamètre.
2. Maintien sécurisé des outils
- Pinces de précision :Utilisez la série ER ou équivalent ; ils agrippent toute la tige uniformément, empêchant tout faux-rond.

- Propreté :Gardez la pince et la tige impeccables ; même un grain de poussière peut provoquer un déséquilibre.
- Longueur de la poignée :Insérez la tige à fond ; ne saisissez jamais moins de 3 à 4 fois le diamètre de l'outil.
VI. Sécurité et entretien
1. Pratiques de sécurité
- Portez des lunettes de protection, des protections auditives et utilisez un système de dépoussiérage ou un respirateur.
- Fixez la pièce à travailler avec des pinces ou un aspirateur ; une pièce mobile peut casser des morceaux et créer des projectiles.
- Arrêtez immédiatement si vous entendez des cris ou ressentez des vibrations excessives.
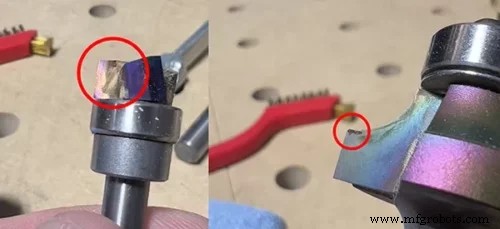
2. Entretien et stockage des embouts
- Nettoyage : Enlevez la poix et la résine avec un nettoyant dédié ou un solvant approprié.
- Inspection :Vérifiez les éclats, les fissures ou la matité avant chaque passage ; un foret émoussé force une avance plus élevée et réduit la sécurité.
- Stockage :Utilisez un boîtier ou un rack organisé avec des emplacements individuels pour éviter d'endommager les bords.


VII. Besoin de conseils d'experts ?
Chez Blue Elephant CNC , nous faisons fonctionner les machines quotidiennement et travaillons avec des milliers de clients chaque année. Si vous n'êtes pas sûr du bit, de la vitesse ou de l'avance qui convient à votre projet, contactez-nous . Nos équipes avant-vente et après-vente fournissent une assistance multilingue 24 heures sur 24 pour garantir votre succès.
Sujets connexes :
- Logiciel de CAO CNC gratuit
- Matériaux qu'un routeur CNC peut couper
- Comment fabriquer des panneaux en bois
commande numérique par ordinateur
- Processus de finition des pièces et des composants
- Avantages et inconvénients d'une machine à tour
- NOUVEAU Investissement au niveau de l'usine
- Vous cherchez votre première machine de découpe plasma CNC ? Voici un guide complet de l'acheteur
- Faire des trous filetés :Considérations pour un trou taraudé
- Exemple de programmation Osai 10 Series GTL
- Comment choisir la machine à plasma CNC parfaite pour votre atelier
- Codes d'alarme Yasnac LX3
- Avantages d'acheter une nouvelle machine CNC à l'étranger