


Profil d'exercice du programme Selca S3000 / S4000 1
Soumis par :BEATA
Dessin/Image
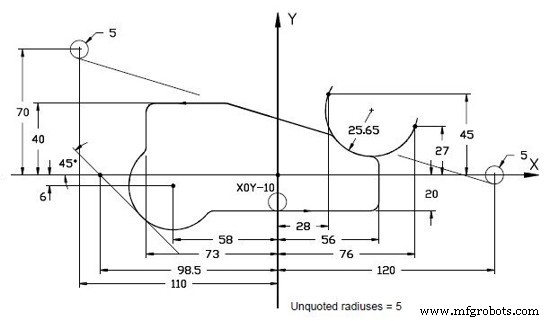
Programme CNC
N1 [PROFILE 1 N2 $1M0X-93.1I63.5Y-40.5J59.5 N3 G17 N4 O1 N5 T1 N6 F1000S1200M3 N7 G49I3 N8 Z100R N9 X0Y-10R N10 Z2R N11 Z-10 N12 G41K2 N13 G13Y-20J0 N14 G21I5 N15 G13X56J90 N16 G21 N17 E1=G20X76Y27,G21I-25.65,G20X28Y45 N18 E1 N19 G21I5 N20 G10X120Y0I-5 N21 G11X-110Y70I-5 N22 G21 N23 G13Y40J180 N24 G21 N25 G13X-73J-90 N26 G21I-5 N27 E2=G21X-58Y-6,G13X-98.5Y0J-45 N28 E2 N29 G21 N30 G13Y-20J0 N31 G40X0Y-10K2 N32 Z100R N33 M30
commande numérique par ordinateur
- Exercice de programmation d'arc CNC
- Exemple de programme de fraisage CNC
- Bloc de programme CNC
- Comment créer un programme CNC ?
- Programme de préchauffage de la broche
- Programme d'arrêt Haas M00
- Fonctions Selca G / Codes G – Programmation CNC Selca S4000 3000
- Codes M Mach3
- Remplissez l'exercice de fraisage de programmation CNC en blanc