


Cycle de tournage Fanuc G71
Cycle de tournage Fanuc G71
Le cycle de tournage G71 est utilisé pour l'enlèvement de matière grossière d'un composant de tour cnc. Le cycle de tournage G71 facilite la coupe de grands diamètres. La coupe peut être effectuée en ligne droite simple ou un contour complexe peut également être usiné très facilement.
Grâce aux paramètres du cycle de tournage G71, les machinistes cnc peuvent contrôler
- Profondeur de coupe.
- Hauteur de retrait.
- Allocation de finition sur l'axe des x et l'axe des z.
- Cycle d'avance de coupe, vitesse de broche.
Programmation
G71 U... R... G71 P... Q... U... W... F... S...
Paramètres
Premier bloc
| Paramètre | Description |
|---|---|
| U | Profondeur de coupe. |
| R | Hauteur de retrait. |
Deuxième bloc
| Paramètre | Description |
|---|---|
| P | Numéro de bloc de début de contour. |
| Q | Numéro de bloc de fin de contour. |
| U | Allocation de finition sur l'axe des x. |
| W | Allocation de finition sur l'axe z. |
| F | Avance pendant le cycle G71. |
| S | Vitesse de broche pendant le cycle G71. |
Vue d'ensemble du cycle de tournage G71
- Le cycle de tournage G71 coupe de manière répétée tout le contour qui est donné en blocs P Q.
- La profondeur de chaque coupe peut être contrôlée par la valeur U du premier bloc.
- Second-block U W sont les surépaisseurs de finition qui peuvent être données si vous souhaitez effectuer une coupe de finition avec le cycle de finition G70.
- F est l'avance de coupe et S est la vitesse de broche (donnée dans le deuxième bloc) qui sont utilisées pendant le cycle de tournage G71.
Remarque – Les F et S donnés à l'intérieur du bloc P Q ne seront pas utilisés pendant le cycle de tournage G71, ils sont utilisés avec le cycle de finition G70 s'il est appelé ultérieurement.
Fonctionnement du cycle de tournage G71
N60 G71 U10 R10 N70 G71 P80 Q90 U3 W0 F0.25 N80 G00 X60 N90 G01 Z-75
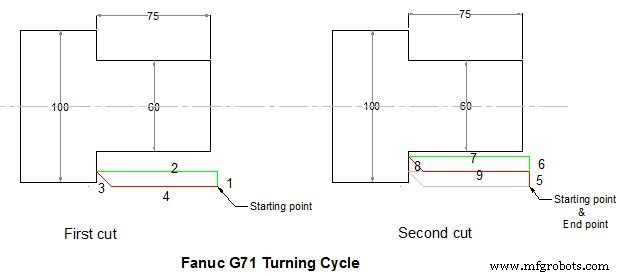
Lorsque le cycle de tournage G71 est exécuté, toute l'opération sera effectuée dans l'ordre suivant,
Première coupe
1 – L'outil se déplacera dans l'axe x U (profondeur de coupe) en profondeur avec l'avance programmée à partir du point de départ.
2 – L'outil se déplacera avec l'avance dans l'axe z (point de destination dans l'axe z est donnée en P Q blocs)
3 - L'outil rétracte rapidement la quantité R sur les axes x et z (à 45 degrés).
4 - L'outil se déplace rapidement sur l'axe z jusqu'au point de départ
Coupes ultérieures
5 – L'outil se déplace rapidement jusqu'à la dernière profondeur de coupe.
6 – L'outil se déplace avec l'avance dans l'axe X en profondeur U (profondeur de coupe U du premier bloc).
7 – L'outil avec l'avance se déplace sur l'axe z (point de destination donné en blocs P Q).
8 – L'outil se rétracte rapidement sur l'axe x et l'axe z R (45 degrés).
9 – L'outil se déplace rapidement vers le point de départ uniquement sur l'axe z.
Toute cette séquence d'opérations continue jusqu'à ce que le point de destination sur l'axe x soit atteint.
Si la tolérance de finition est donnée, l'outil ne fera pas le diamètre et la longueur exacts indiqués dans P Q bloque mais laissera cette surépaisseur. Cette surépaisseur de finition peut être usinée ultérieurement en appelant le cycle de finition G70.
Cycle de tournage Fanuc G71
Exemple Fanuc G71
Voici un programme de pièce cnc qui montre comment le cycle de tournage G71 peut être utilisé, c'est le programme pour le dessin donné ci-dessus
N50 G00 X106 Z5 M3 S800 N60 G71 U10 R10 N70 G71 P80 Q90 U3 W0 F0.25 N80 G00 X60 N90 G01 Z-75
Dans ce programme, le cycle de tournage G71 continuera à répéter le contour donné à l'intérieur des blocs P Q indiqués ci-dessous
N80 G00 X60 N90 G01 Z-75
Ces deux blocs de programme cnc nous indiquent que nous voulons enlever le matériau jusqu'à X60 de profondeur et en Z-75 de longueur.
La profondeur de coupe est donnée dans le premier bloc U10, la quantité de retrait est également donnée R10.
La surépaisseur de finition sur l'axe x est U3 mais il n'y a pas de surépaisseur de finition donnée sur l'axe z W0.
Cycle de finition G70
Si vous avez programmé le cycle de tournage G71 avec des surépaisseurs de finition, ces surépaisseurs de finition peuvent être supprimées avec le cycle de finition G70.
Le cycle de finition G70 répète tout le contour de la manière G71, mais en une seule passe en supprimant les surépaisseurs de finition.
Pourquoi utiliser le cycle de finition G70
Comme la matière peut être enlevée avec le cycle de tournage G71, mais si vous voulez une avance de coupe et une vitesse de broche différentes pour la dernière coupe, il est recommandé d'utiliser le cycle de finition G70.
Le cycle de finition G70 utilise les valeurs F et S qui sont donnés à l'intérieur de P Q blocs programmés. (G71 utilise les valeurs F S qui sont données dans le deuxième bloc G71.)
Exemple Fanuc G70
N50 G00 X106 Z5 M3 S800 N60 G71 U10 R10 N70 G71 P80 Q90 U3 W0 F0.25 N80 G00 X60 N90 G01 Z-75 F0.15 N100 G00 X200 Z100 N110 G92 S1200 N120 T3 G96 S150 M03 N130 G00 X106 Z5 N140 G70 P80 Q90 N150 G00 X200 Z100 N160 M30
Exemple G70 G71

Exemple de cycle de tournage d'ébauche G71
O0004 G00 X200 Z10 M3 S800 G71 U2 R1 F200 G71 P80 Q120 U0.5 W0.2 N80 G00 X40 S1200 G01 Z-30 F100 X60 W-30 W-20 N120 X100 W-10 G70 P80 Q120 M30
commande numérique par ordinateur
- Cycle de filetage CNC Fanuc G76
- Exemple de programmation CNC avec cycle de tournage d'ébauche Fanuc G71 et G70
- Cycle de rainurage CNC Fanuc G75
- Liste des codes Fanuc G
- Fanuc G70 G71 Exemple de programme de cycle de tournage d'ébauche et de finition
- Cycle de filetage CNC Fanuc G92
- G71 Cycle de tournage d'ébauche Format sur une ligne
- G71 Code d'exemple de cycle de tournage d'ébauche - Programmation de tour CNC
- Liste des codes G Fanuc