


Exercice de programmation de fraiseuse CNC à l'aide de la programmation incrémentielle G91
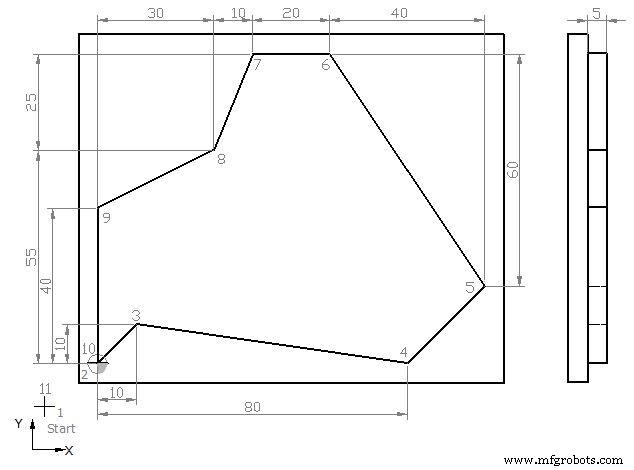
Cet exercice de programmation de fraiseuse CNC vous donnera plus d'idées pour comprendre le dessin et comment trouver les coordonnées exactes de chaque point de dessin.
Entièrement basé sur le système de dimensionnement incrémentiel G91, afin que les programmeurs/machinistes CNC puissent apprendre et comprendre comment fonctionne la programmation incrémentielle G91. .
Ce programme est écrit pour une fraiseuse CNC à 4 axes, où l'axe C est utilisé pour la table rotative.
La fraiseuse CNC à 3 axes peut également exécuter ce programme, donc pour cela, il suffit de supprimer le bloc de programme no. N15.
Exercice de programmation d'usine CNC
G91 Programmation Incrémentale Exercice de Fraisage CNC
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 ;Point 1 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 G91 X20 Y20 ;Point 2 N40 X10 Y10 ;Point 3 N45 X70 Y-10 ;Point 4 N50 X20 Y20 ;Point 5 N55 X-40 Y60 ;Point 6 N60 X-20 ;Point 7 N65 X-10 Y-25 ;Point 8 N70 X-30 Y-15 ;Point 9 N80 X0 Y-40 ;Point 10 N85 G40 G90 X-20 Y-20 ;Point 11 N90 G00 Z50 N95 Y100 N100 M30
Pièce finie
Une fois le processus d'usinage terminé, votre travail ressemblera à ceci en vue 3D,
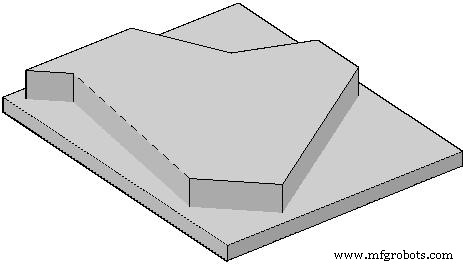
Pièce usinée complète en 3D
Explication du code G CNC
G00 :Déplacement rapide.
G54 :Décalage zéro no. 1.
G64 :Mode contour continu.
G90 :Système de cotation absolue.
G91 :Système de cotation incrémentale.
G17 :Sélection du plan X-Y.
G42 :Fraise activation de la compensation de rayon (mouvement à droite)
G40 :Compensation de rayon de fraise désactivée
S :Vitesse de la broche
F :Avance du mouvement des axes
M :Mouvement de la fraise (3=sens horaire , 4=sens anti-horaire)
D :N° d'outil
commande numérique par ordinateur
- Exercice de programmation d'arc CNC
- Programmation de la fraiseuse CNC Incrémental absolu G90 G91 Exemple de code
- Arc de trou de boulon G71 – Programmation de la fraiseuse CNC
- Cercle de trous de boulons G70 – Programmation de la fraiseuse CNC
- Piquetage de contour de fraiseuse CNC – Exemple de répétition de sous-programme Fanuc
- Fraiseuse CNC Hust G90 Coordonnées absolues G91 Exemple de coordonnées incrémentales
- Remplir le blanc Exercice de programmation CNC Arcs multiples
- Remplissez l'exercice de fraisage de programmation CNC en blanc
- Remplissez l'exercice de programmation CNC vierge