


Retour du point de référence G28 – Tour CNC
Retour du point de référence G28
Le code G de retour du point de référence G28 est utilisé pour approcher le point de référence via une position intermédiaire.
La position intermédiaire peut être spécifiée absolue X, Z ou relative U, W.
Qu'est-ce qu'un point de référence lu Retour zéro CNC ou retour au point de référence
Pendant la machine de commande de retour au point de référence G28,
elle atteint d'abord rapidement le point intermédiaire (G00),
puis elle se déplace rapidement vers la position du point de référence.
Programmation
G28 X(U) Z(W)
X, Z position intermédiaire absolue.
U, W position intermédiaire incrémentale.
Exemples
Pour les exemples suivants, supposons que la position réelle du point de référence sur votre machine soit X330 et Z529.
Exemple 1
G28 U0 W0
la machine se déplacera directement au point de référence (car aucun point intermédiaire n'est donné).
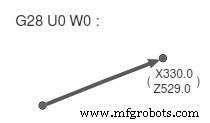
G28 Retour au point de référence G28 U0 W0
Exemple 2
G28 X100 Z100
la machine se déplacera d'abord en position intermédiaire X100 Z100
puis se déplacera vers le point de référence.

G28 Retour au point de référence
commande numérique par ordinateur