


Exemple de code G simple pour tour CNC – Programmation de code G pour débutants
Tour CNC exemple simple de code g pour les machinistes CNC/programmeurs CNC qui viennent de commencer leur voyage pour apprendre la programmation CNC.
Exemple de tour CNC simple avec code G
Exemple de code G simple pour tour CNC
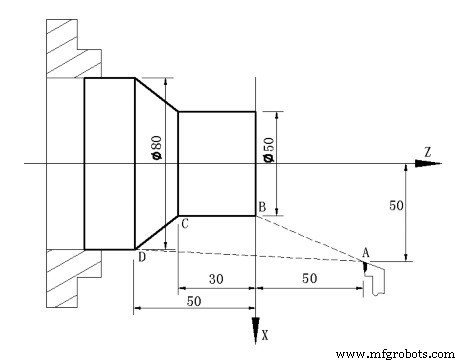
O0001 N5 M12 N10 T0101 N15 G0 X100 Z50 N20 M3 S600 N25 M8 N30 G1 X50 Z0 F600 N40 W-30 F200 N50 X80 W-20 F150 N60 G0 X100 Z50 N70 T0100 N80 M5 N90 M9 N100 M13 N110 M30 N120 %
Explication du code
N5 Serrage de la pièce
N10 Changement d'outil n°1 et exécution de son décalage
N15 Positionnement rapide au point A
N20 Démarrage de la broche à 600 tr/min
N25 Refroidissement ON
N30 Approche du point B à 600 mm/min
N40 Coupe du point B au point C
N50 Coupe du point C au point D
N60 Rétraction rapide au point A
N70 Annulation de la correction d'outil
N80 Arrêt de la broche
N90 Refroidissement OFF
N100 Libération de la pièce
N110 Fin de programme, arrêt de la broche et Refroidissement OFF
commande numérique par ordinateur
- Routeurs CNC pour débutants
- Programmation CNC pour débutants un exemple simple de programmation CNC
- Exemple de programmation CNC de tour
- Programmation CNC pour débutants un exemple de programmation CNC
- Exemple de programmation de tour CNC
- Exemple de programmation de tour CNC Fanuc
- Programmation CNC pour les machinistes CNC
- G71 Code d'exemple de cycle de tournage d'ébauche - Programmation de tour CNC
- Bases de la programmation CNC – Tutoriels avec un exemple de code de programme