


4 considérations importantes sur le coupeur de siège de clé
Les fraises à siège, également appelées fraises à bois, fraises à rainure de clavette et fraises à rainure en T, sont un type d'outil de coupe fréquemment utilisé par de nombreux machinistes - certaines opérations sont peu pratiques ou même impossibles sans un. Si vous avez besoin de l'un de ces outils pour votre travail, il est utile de savoir quand et comment choisir le bon et comment l'utiliser correctement.
Géométrie de la fraise Keyseat
Sélectionner et utiliser le bon outil est souvent plus compliqué que d'identifier le bon diamètre et de régler les vitesses et les avances. La résistance d'un siège de clé doit être soigneusement prise en compte, en particulier dans les applications délicates et les matériaux difficiles.
Comme pour tout outil, une portée plus longue rendra cet outil plus sujet à la déviation et à la casse. Un outil avec la portée la plus courte autorisée doit être utilisé pour garantir l'outil le plus solide possible.
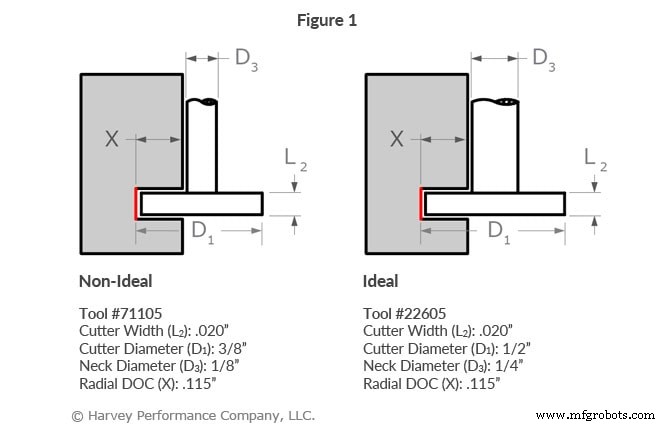
Le diamètre du col d'une fraise porte-clés affecte grandement ses performances. Un col plus fin permet une profondeur de coupe radiale (RDOC) relativement plus grande et plus de dégagement, mais rend l'outil plus faible. Un cou plus épais réduit le RDOC de la fraise, mais renforce considérablement l'ensemble de l'outil. Lorsque les dégagements le permettent, une fraise à siège de clé avec un col plus épais et un diamètre de fraise plus grand doit être choisie plutôt qu'une fraise avec un col plus fin et un diamètre de fraise plus petit (Figure 1).
La largeur de la fraise a également un effet sur la résistance de l'outil. Plus la largeur de coupe d'une fraise à siège de clé est grande, plus elle est sujette à la déviation et à la casse. Cela est dû aux forces accrues sur l'outil - une plus grande largeur de fraise équivaut à une plus grande longueur d'engagement. Vous devez faire particulièrement attention à utiliser l'outil le plus solide possible et un RDOC léger lors de l'usinage avec une fraise à clavette avec une largeur de fraise épaisse.

Géométries de porte-clés Harvey Tool
Profondeur de coupe radiale
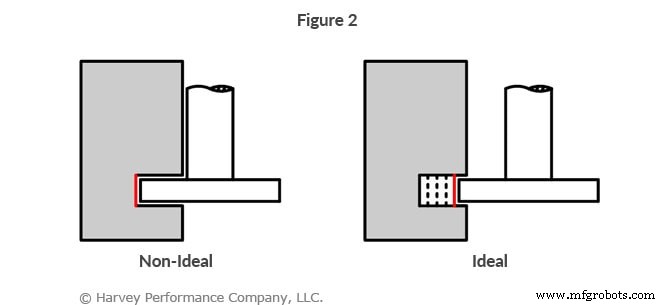
Comprendre la profondeur de coupe radiale d'une fraise à siège est essentiel pour choisir le bon outil, mais comprendre comment cela affecte votre trajectoire d'outil est nécessaire pour des résultats optimaux. Bien qu'il puisse être tentant d'effectuer une coupe en utilisant le RDOC maximal d'une fraise à siège de clé, cela entraînera une augmentation de la contrainte sur l'outil, une moins bonne finition et une défaillance catastrophique potentielle de l'outil. Il est presque toujours préférable d'utiliser une profondeur de coupe plus faible et d'effectuer plusieurs passes (Figure 2).
En cas de doute sur le RDOC correct pour votre outil et votre application, envisagez de consulter le fabricant de l'outil. vitesses et avances. Les vitesses et les avances de la fraise à siège de clé de Harvey Tool tiennent compte des dimensions de votre outil, du matériau de la pièce, de l'opération, etc.
Taille d'emplacement souhaitée
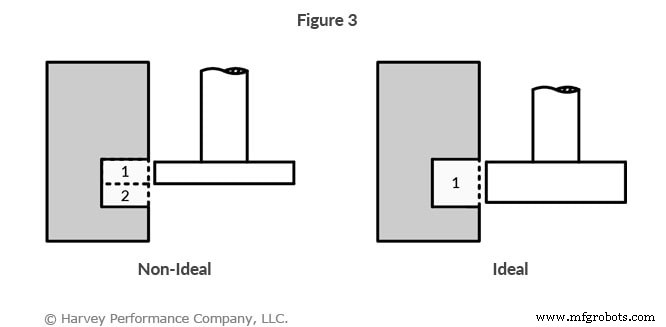
Certains machinistes utilisent des fraises à clavette pour usiner des fentes supérieures à la largeur de leur fraise. Cela se fait en plusieurs opérations de sorte que, par exemple, une fraise à clavette avec une largeur de coupe de 1/4" peut créer une fente de 3/8" de large. Bien que cela soit possible et permette d'économiser sur les coûts d'outillage initiaux, les résultats ne sont pas optimaux. Idéalement, une fraise à clavette doit être utilisée pour usiner une fente égale à sa largeur de fraise, car cela se traduira par une opération plus rapide, moins de marques témoins et une meilleure finition (Figure 3).
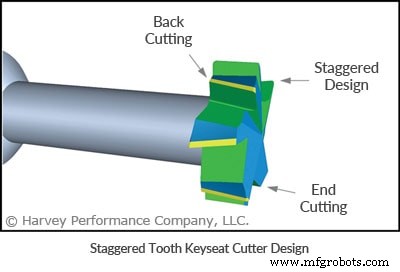
Géométrie décalée des dents d'une fraise Keyseat
Lorsqu'une plus grande polyvalence est requise d'une fraise à siège de clé, des versions à dents décalées doivent être envisagées. Les reliefs avant et arrière permettent aux outils de couper non seulement sur l'OD, mais aussi sur l'avant et l'arrière de la tête. Lorsque les circonstances ne permettent pas l'utilisation d'une largeur de fraise égale aux dimensions finales de la fente comme indiqué ci-dessus, un outil à dents décalées peut se déplacer axialement dans la fente pour augmenter sa largeur.
L'usinage de matériaux difficiles ou gommeux peut être délicat, et l'utilisation d'une fraise à dents décalées peut grandement aider avec les performances de l'outil. Les cannelures de cisaillement réduisent la force nécessaire pour couper, tout en laissant une finition de surface supérieure en réduisant les harmoniques et le broutage.
Vous avez du mal à trouver le porte-clés parfait pour votre travail ? Harvey Tool propose plus de 2 100 options de fraise à clavette, avec des diamètres de fraise de 1/16" à 1-1/2" et des largeurs de fraise de 0,010" à ½".
commande numérique par ordinateur
- 6 considérations de conception importantes pour l'impression 3D métal
- Quelle est la température d'un découpeur plasma ?
- Introduction au fraisage trochoïdal
- Top 6 des considérations les plus importantes avant d'embaucher un atelier d'usinage
- 4 considérations importantes pour une réparation de bande transporteuse
- Considérations importantes pour l'assemblage de PCB
- Tous les ateliers d'usinage ont besoin de meuleuses d'outils et de fraises
- Qu'est-ce qu'un petit outil et une meuleuse de coupe?
- Qu'est-ce qu'un outil CNC et une meuleuse de coupe?