


Gravure au pistolet avec une fraiseuse CNC - 3 options de marquage examinées

L'ATF exige que les numéros de série des armes à feu soient gravés, moulés ou estampés sur un cadre ou un récepteur d'arme à feu d'une manière qui ne soit pas susceptible d'être effacée. La profondeur de gravure actuellement requise pour un numéro de série de pistolet est de 0,003 pouce dans une taille d'impression non inférieure à 1/16 pouce. D'autres marquages d'armes à feu tels que le numéro de modèle, le calibre ou le calibre, le logo, le nom du fabricant et le pays d'origine doivent également être gravés sur l'arme à une profondeur de 0,003". Étant donné que deux armes à feu ne peuvent pas porter le même numéro de série, les fabricants d'armes à feu agréés sont tenus d'enregistrer et de suivre chaque arme produite et, par conséquent, tout le marquage ou la gravure des armes à feu effectués dans leur établissement, ainsi que l'emplacement des pièces gravées des armes à feu. Ce blog traite de 3 techniques différentes de marquage des armes à feu, ainsi que des fonctionnalités qui bénéficient au contrôle qualité.
1) Pistolets de marquage à rouleaux
Commençons par le marquage au rouleau. En ce qui concerne ce processus, qu'il soit ou non capable d'atteindre la profondeur requise de marquage des armes à feu (et il le peut) est presque sans importance. C'est parce que la qualité du marquage n'est, à mon avis, tout simplement pas ce que je voudrais sur une arme que j'ai achetée pour des centaines ou des milliers de dollars. Dans le cas du marquage ou de la sérialisation du pistolet, le processus de marquage au rouleau utilise une matrice ronde avec des caractères alphanumériques pointus qui sont roulés sur la partie du pistolet, pressant ainsi le numéro de série dans le pistolet, pressant et déplaçant le métal afin de produire une impression. Le fait est que ces marques ne sont pas nettes et nettes car les bords de chaque caractère contiennent des restes ou "refonte" du métal qui a été déplacé de l'impression.
2) Pistolets de marquage laser
Les machines laser, d'autre part, produisent des marquages d'armes à feu de qualité décente. L'inconvénient du laser est la profondeur. La profondeur de gravure des armes à feu mandatée par l'ATF de 0,003 pouce repousse les limites de la technologie laser. C'est parce que plus la "coupe" est profonde, plus la lumière commence à se courber. Cela s'apparente à un faux-rond dans le monde de l'usinage et les résultats sont insatisfaisants pour de nombreux fabricants d'armes à feu.
3) Pistolets de gravure avec une fraiseuse à grande vitesse
Smith &Wesson, par exemple, utilise un centre d'usinage à grande vitesse pour aller au-delà des directives ATF en gravant des pistolets tels que le M&P à une profondeur de 0,005". Cette pratique positionne Smith &Wesson pour l'avenir au cas où l'ATF imposerait des exigences plus strictes pour la profondeur du numéro de série des armes à feu.

La gravure des numéros de série des pistolets et des marques telles que les logos avec une fraiseuse CNC à grande vitesse (ou un centre d'usinage) produit des bords nets et nets à une profondeur qui satisfait aux exigences ATF. Comme mentionné ci-dessus, un marquage de pistolet de qualité peut même être fraisé à des profondeurs qui dépassent ces exigences. De plus, les centres d'usinage tels que les fraiseuses à grande vitesse DATRON offrent des fonctionnalités intégrées et des fonctionnalités robustes qui profitent aux fabricants d'armes à feu en termes de vitesse (temps de cycle), de qualité, de réduction des déchets, de fabrication allégée et d'enregistrement et de suivi des pièces. En utilisant la gamme d'armes de poing M&P de Smith &Wesson comme exemple, voici comment cela fonctionne. Cette ligne nécessite une gravure sur 3 glissières d'armes de poing différentes utilisées pour différents modèles. Étant donné que ces glissières sont utilisées pour une gamme de calibres, il existe jusqu'à 7 variantes. Smith &Wesson pratique la fabrication au plus juste en utilisant « l'extraction d'une seule unité » :ainsi, dès que les commandes sont reçues, les pièces requises sont gravées.

Avec le palpage DATRON utilisé pour le référencement et l'identification des pièces, un opérateur sélectionne simplement la glissière appropriée et la place dans la fraiseuse à grande vitesse - en la fixant dans un indexeur rotatif utilisé pour faire tourner la pièce et le montage de la pièce afin de graver les deux côtés. La sonde scanne ensuite la lame et détermine la définition de la pièce (type de pièce), et extrait le sous-programme approprié pour graver des marquages spécifiques et des numéros de pièce. De cette façon, même dans le pire des cas, lorsqu'un opérateur configure le mauvais flan, la machine DATRON produit toujours une pièce de pistolet utilisable de haute qualité. La mesure obtenue par le sondage initial sert également de première étape pour maintenir une profondeur de gravure constante de 0,005". Les données de topographie de surface de chaque glissière d'arme de poing sont introduites dans le logiciel de contrôle qui compense automatiquement toute irrégularité de surface avant le début de la gravure. Grâce à cette technologie, une profondeur de gravure uniforme peut également être maintenue sur des pièces d'armes à feu courbes ou arrondies comme les canons d'armes à feu.
Une fois qu'une pièce de pistolet est gravée, le centre d'usinage DATRON a la capacité d'enregistrer les informations dans la base de données du fabricant. À l'aide d'une bibliothèque de liens dynamiques (DLL) personnalisée et liée au système informatique du fabricant, des rapports automatisés sont envoyés depuis la machine CNC pour garantir une documentation de production appropriée à des fins de suivi. Cela élimine également le risque de duplication des numéros de série. Résumé du processus de gravure d'armes à feu :
- La pièce entre dans la machine, la machine vérifie automatiquement quelle pièce s'y trouve et recherche les variations de surface
- Le contrôle de la machine sélectionne le programme pour cette pièce et la variation de surface est compensée dans les données d'usinage
- Le numéro de série séquentiel approprié, les logos et autres marquages d'armes à feu sont gravés
- La profondeur constante est maintenue… même sur les surfaces arrondies
- La machine vérifie que le numéro de série est présent et a une profondeur uniforme avant de retirer la pièce
- La production de pièces est enregistrée et suivie dans la base de données
Échantillons de gravure au pistolet avec une fraiseuse CNC :
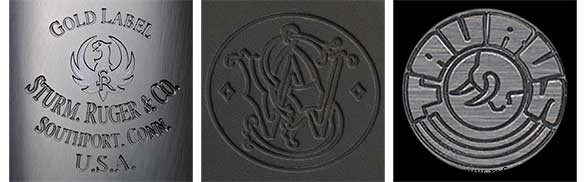
Pour la plupart des propriétaires d'armes à feu, l'achat d'une arme à feu est une décision qui mérite des recherches et un examen minutieux en ce qui concerne la qualité et les performances. Sachant cela, les fabricants d'armes à feu investissent des sommes incroyables pour promouvoir leur marque. Le mot « marque » est dérivé de la marque ou du marquage sur le produit lui-même. Il est donc logique que les fabricants d'armes à feu souhaitent que leur logo ou leur "marque" apparaisse sous sa meilleure forme sur l'arme afin de transmettre la qualité. En d'autres termes, l'esthétique compte. Les exemples ci-dessous montrent la qualité impeccable des logos d'armes à feu gravés avec une fraiseuse CNC à grande vitesse dotée d'une broche de 40 000 à 60 000 tr/min.
Comme mentionné tout au long de ce blog, la profondeur des numéros de série des armes à feu est réglementée par l'ATF, et par conséquent, la qualité du marquage des numéros de série n'est pas tant une question d'esthétique que de satisfaction des mandats gouvernementaux. Les fraiseuses CNC à grande vitesse offrent la plus grande précision et la plus grande profondeur de gravure, comme illustré par les exemples ci-dessous.

Étant donné que l'ATF est cohérent dans ses spécifications pour une profondeur de gravure de 0,003" sur d'autres marquages d'armes à feu comme le lieu d'origine (emplacement du fabricant), le calibre, le calibre et le numéro de modèle, logiquement, les fabricants d'armes à feu veulent consolider toutes les gravures en un seul processus pour gagner du temps et de l'argent. Les glissières d'armes de poing Smith &Wesson M&P ci-dessous ont été gravées sur une fraiseuse à grande vitesse DATRON équipée d'un indexeur rotatif utilisé pour retourner la pièce afin que les deux côtés puissent être gravés en une seule configuration. Cette automatisation élimine l'intervention de l'opérateur associée à la configuration manuelle pour la gravure de chaque côté du pistolet.

commande numérique par ordinateur
- Pourquoi la machine de gravure CNC 1325 est devenue si populaire
- 1325 Machine CNC multi 8 broches avec dispositif rotatif
- Centre d'usinage CNC, usinage de gravure et machine de gravure et de fraisage CNC discutés
- Que pouvez-vous faire avec une machine CNC ?
- Fraiseuse CNC vs routeur CNC
- Différences entre fraisage CNC et fraiseuse manuelle
- Fraiseuse verticale CNC
- Qu'est-ce qu'une machine CNC verticale ?
- Besoin d'une fraiseuse CNC ?