


Conseils pour maintenir des tolérances serrées
Lors de la fabrication de grandes séries de production, l'une des plus grandes difficultés rencontrées par les machinistes est de maintenir l'outillage aux tolérances nécessaires dans les trous, les parois et les filetages. En règle générale, il s'agit d'un processus itératif qui peut être fastidieux et stressant, en particulier pour les machinistes inexpérimentés. Bien que chaque travail présente un ensemble unique de défis, il existe des règles empiriques qui peuvent être suivies pour s'assurer que votre pièce est à la hauteur de ses exigences de précision.
Qu'est-ce qu'une tolérance ?
Une tolérance est une quantité admissible de variation dans une pièce ou un outil de coupe dans laquelle une dimension peut tomber. Lors de la création d'une impression de pièce, les tolérances d'outillage ne peuvent pas être négligées, car les tolérances d'outillage peuvent entraîner des variations de pièce. Les tolérances des pièces doivent être identiques, sinon supérieures, aux tolérances des outils pour garantir la précision des pièces.
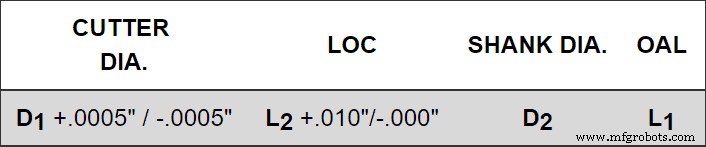
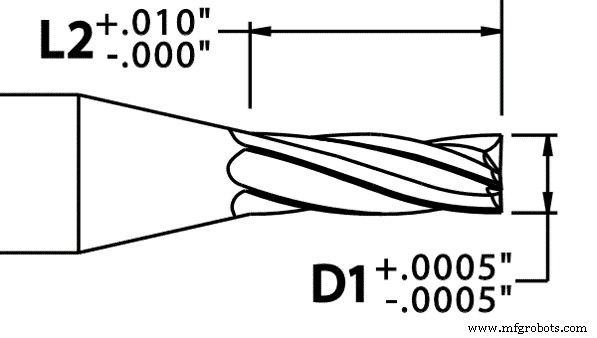
Les tolérances des outils de coupe sont souvent appliquées aux dimensions les plus critiques d'un outil, telles que le diamètre de la fraise, la longueur de coupe, le diamètre de la tige et la longueur totale. Lors de la sélection d'un outil de coupe pour un travail, il est essentiel de choisir une marque qui respecte des normes de tolérance strictes et une cohérence fiable d'un lot à l'autre. Des fabricants comme Harvey Tool et Helical Solutions affichent bien en évidence les tolérances pour de nombreuses dimensions d'outils critiques et inspectent minutieusement chaque outil pour s'assurer qu'il respecte les tolérances spécifiées. Vous trouverez ci-dessous l'en-tête du tableau de la gamme de fraises miniatures en bout de Harvey Tool - Square - Stub &Standard.
Les tolérances aident à créer la répétabilité et la spécificité, en particulier dans une industrie où même un millième de pouce peut faire ou défaire un produit final. Cela est particulièrement vrai pour l'outillage miniature, où Harvey Tool est expérimenté dans la conception et la fabrication d'outils aussi petits que 0,001" de diamètre.
Comment les tolérances sont-elles utilisées ?
Lors de la visualisation d'une tolérance, il y a une dimension supérieure et inférieure, c'est-à-dire la plage dans laquelle la dimension de l'outil peut s'écarter - à la fois au-dessus et en dessous de ce que sa taille est censée être. Dans l'exemple ci-dessous, la plage de taille d'un outil de diamètre de fraise de 0,030 ″ serait comprise entre 0,0295 ″ et 0,0305. »
Maintien des tolérances dans les opérations de perçage
Les trous exigent souvent les tolérances dimensionnelles les plus strictes, car ils sont généralement destinés à s'aligner parfaitement avec une pièce d'accouplement. Pour maintenir les tolérances, commencez d'abord par tester le faux-rond de votre machine et de votre outil. Cette étape simple, mais souvent négligée, peut faire gagner beaucoup de temps et de frustration aux machinistes.
Exercices de repérage
Les exercices de repérage permettent aux exercices d'avoir un point de départ très précis, minimisant la marche ou l'éloignement d'un chemin souhaité. Cela peut être particulièrement avantageux lors de l'usinage de surfaces irrégulières, où l'accès à l'emplacement parfait d'un trou peut être plus difficile.

Alésoirs
L'alésage est idéal pour tout mandat de tolérance très serré, car de nombreux alésoirs miniatures ont des tolérances beaucoup plus serrées qu'une perceuse. Les alésoirs miniatures de Harvey Tool, par exemple, ont des tolérances de +.0000″/-.0002. pour les options non revêtues et +.0002″/-.0000″ pour les outils revêtus AlTiN. Les alésoirs coupent sur leur bord chanfreiné, enlevant une quantité minimale de matériau dans un trou dans le but ultime de le mettre à la bonne taille. Parce que le tranchant d'un alésoir est si petit, l'outil a un diamètre de noyau plus grand et est donc un outil plus rigide.

Maintenir des tolérances serrées lors de l'usinage des murs
Méfiez-vous de la déviation
Le maintien des tolérances lors de l'usinage des parois est rendu difficile par la déflexion ou la courbure subie par un outil lorsqu'une force lui est appliquée. Lorsqu'un angle apparaît sur un mur en raison d'une déviation, optez pour un outil atteint pour permettre moins de déviation le long du cou de l'outil. De plus, prenez plus de profondeurs de coupe axiales et usinez par étapes avec des passes de finition pour exercer moins de pression sur l'outil. Pour les tolérances de finition de surface, un outil à longues cannelures peut être nécessaire pour minimiser la trace d'un chemin d'outil laissé sur une pièce. Pour plus d'informations sur les moyens de minimiser la déviation, lisez la déviation de l'outil et ses remèdes. 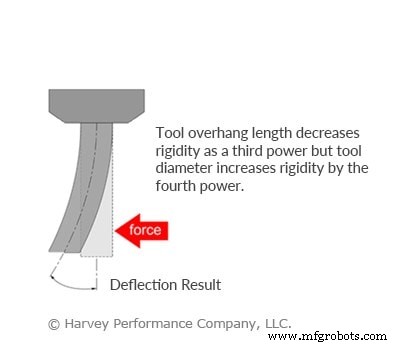
Fraises en bout à rayon d'angle
Les fraises en bout à rayon d'angle, parce qu'elles ne présentent pas d'arête vive, s'useront plus lentement qu'une fraise en bout carrée. En utilisant un outillage à rayon de coin, la fracturation sur le bord de l'outil sera minimisée, ce qui se traduira par une répartition uniforme de la pression sur chacun des bords de coupe. Étant donné que le bord plus tranchant d'un outil carré est moins durable et plus sujet à la fissuration en raison de la concentration de contraintes sur ce point, un outil à rayon d'angle serait beaucoup plus rigide et donc moins susceptible de provoquer une variation de tolérance. Pour cette raison, il est recommandé d'utiliser un outil d'ébauche avec un profil de rayon d'angle et un finisseur avec un profil carré pour une tolérance d'arête. Lors de la conception d'une pièce et en gardant à l'esprit la fabrication, s'il existe un potentiel pour une paroi avec un rayon par opposition à une paroi avec un bord carré, une paroi avec un rayon permet une usinabilité plus facile et moins de changements d'outils.
Maintenir des tolérances serrées lors du filetage
Faire des filetages à la tolérance est une question d'évacuation des copeaux. L'évacuation des puces est un problème souvent négligé; Si les copeaux à l'intérieur d'un trou n'ont pas été éliminés avant une opération de filetage, il pourrait y avoir une interférence dans la pointe de l'outil qui entraînerait des vibrations et des vibrations dans un filetage. Cela diminuerait la continuité du fil tout en modifiant les points de contact. La discontinuité d'un filetage peut faire la différence entre réussir et échouer une pièce, et comme le filetage est généralement la dernière application lors de l'usinage pour réduire l'endommagement des filetages, cela augmente également la probabilité que des copeaux restent dans le trou à partir d'autres applications.
Résumé des tolérances
Si vous continuez à rencontrer des problèmes pour maintenir des tolérances serrées malgré ce billet de blog, consultez l'équipe technique Harvey Tool ou Helical Solutions, car le problème peut exister en dehors de votre machine. La température et l'humidité peuvent faire varier le degré de gomme d'un matériau et peuvent entraîner l'expansion et la contraction de la pièce. De plus, la fondation des bâtiments peut se dilater et se contracter en raison de la température extérieure, ce qui peut entraîner une augmentation du faux-rond et des vibrations irrégulières dans une broche.
commande numérique par ordinateur
- Conseils et astuces pour maintenir votre récupération de solvant encore
- 5 conseils pour la conception de tôlerie
- 7 conseils pour choisir un atelier d'usinage
- Comment faire des tolérances serrées sur des pièces d'usinage cnc
- Conseils pour les moules d'impression 3D
- Conseils pour l'entretien de vos raccords Stromag
- Conseils pour l'entretien de votre machinerie lourde
- Conseils pour l'entretien des systèmes de forage hydraulique industriel
- Conseils pour l'entretien des équipements de construction usagés