


Alternatives à l'utilisation de goujons dans les pieds de machine
La pratique des machines de goujonnage a été conçu à l'origine au sein de l'US Navy il y a plus d'un siècle. Cette innovation a été déclenchée par le besoin d'une solution aux conditions extrêmes rencontrées à bord par les machines tournantes à couplage direct dans les navires de surface et les sous-marins en ce qui concerne la déflexion de la coque et des fondations liée aux changements de température, aux tempêtes en mer, ainsi qu'aux forces générées par munitions (tir d'obus et résistance aux grenades sous-marines). La préoccupation initiale et continue qui a entraîné l'utilisation de goujons était la sécurité de position.
Étant donné que l'excès de poids est une préoccupation majeure pour la marine et les navires commerciaux, la pratique d'ingénierie appropriée consistant à faire en sorte que la structure de base de la machine pèse trois à cinq fois la masse de la machine montée dessus n'est pas pratique, résultant en des fondations plus fragiles et plus flexibles. C'est la principale justification des machines à goujonner dans la Marine, et cette pratique est devenue presque universellement adoptée.
Après la Seconde Guerre mondiale, la grande majorité de la main-d'œuvre de maintenance industrielle aux États-Unis qui s'occupait des machines tournantes provenait d'hommes qui avaient servi dans la marine, car il s'agissait de la branche des forces armées avec de loin la majorité de ces besoins en machines et en maintenance. En raison de la tradition et de l'entraînement de la Marine, la pratique consistant à goujonner sans discernement toutes les machines tournantes s'est filtrée sur les installations terrestres, même s'il n'y avait plus aucune justification technique à cette pratique.
Sécurité positionnelle :considérations techniques
La conception technique moderne des machines prend en considération le changement de position normal qui est prévu à partir des contraintes de charge opérationnelles et de la croissance thermique, avec l'hypothèse que les machines sont installées sur une structure de base correctement conçue et que la qualité correcte des boulons d'ancrage ou des goujons et écrous est utilisé, et que ceux-ci sont serrés aux valeurs appropriées. Si ces conditions sont remplies, il n'y a aucune raison d'exiger que les supports de la machine soient goupillés car les boulons d'ancrage correctement serrés de la qualité correcte sont suffisants pour ancrer la machine en place contre toutes les contraintes de charge opérationnelles et de position anticipées. changements, notamment dans le sens vertical. Étant donné que l'occurrence d'un changement de position latéral (horizontal) est normale, l'exigence de sécurité de position est discutable. De plus, la plupart des conceptions d'accouplements flexibles de bonne qualité permettent de régler l'écart axial approprié pour s'adapter à toute croissance ou mouvement axial anticipé pouvant se produire. Lorsque ce mouvement n'est pas souhaité, un collier de butée ou des paliers de butée ou d'autres mécanismes de ce type existent pour contrôler ou empêcher ce mouvement.
Par conséquent, la seule préoccupation restante est la sécurité de position dans le plan horizontal. Les goujons ne conviennent pas comme solution à ce problème pour diverses raisons. Le premier d'entre eux découle de la physique du mécanisme du goujon lui-même :
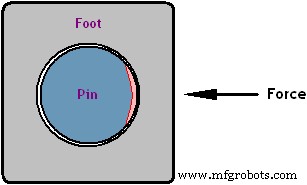
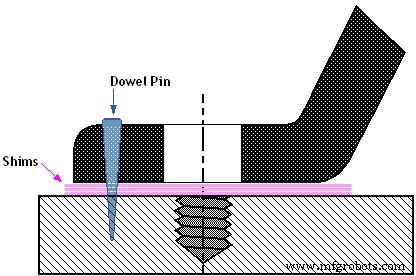
Si une force latérale est appliquée au pied de la machine, cette force sera concentrée en un seul point sur la circonférence de la goupille cylindrique conique. Cette goupille n'est, en substance, rien de plus qu'un petit cercle à l'intérieur d'un plus grand cercle (le trou du boulon d'ancrage). De la géométrie plane, nous savons que deux cercles de diamètres différents, l'un dans l'autre, s'ils se rapprochent, se toucheront d'abord en un seul point. On peut donc affirmer que la goupille n'offrira pas une grande force de résistance à la force latérale exercée sur elle, et commencera facilement à s'écraser. Cette déformation par écrasement se poursuivra jusqu'à ce que la goupille devienne maintenant de forme légèrement elliptique et que la surface qu'elle offre, en termes de force résistive contre la charge qui lui est appliquée, soit maintenant supérieure à la résistance de la goupille elle-même. Par la suite, la goupille commence à se plier.
Cet effet peut être facilement prouvé :Montez un comparateur à cadran contre le côté du pied de machine à goupille et appliquez une force latérale de l'autre côté avec un vérin à vis robuste. Dix à 15 millièmes (0,010 à 0,015) de pouce de mouvement relativement sans entrave seront observés. Cette incapacité à résister au mouvement latéral empêche la goupille de servir de moyen de dissuasion approprié pour ce mouvement et, par conséquent, la rend peu pratique en tant que mécanisme pour assurer la sécurité de position de la machine.
En plus de l'argument ci-dessus, si, comme indiqué précédemment, les forces externes appliquées sont suffisamment importantes, alors une fois que le mouvement qui entraîne un léger écrasement de la goupille a eu lieu, un mouvement supplémentaire entraînera la totalité du goujon. goupille à plier.
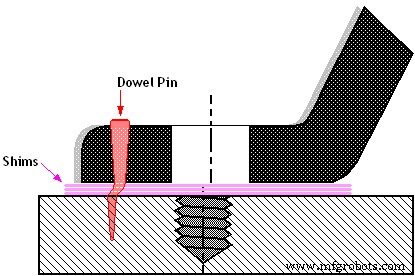
Cette déformation se produit d'autant plus facilement que le goujon est soutenu dans le plan latéral par l'ajustement avec serrage dans le pied et par l'ajustement avec serrage dans l'embase; cependant, dans la région où les cales soutiennent le pied, il n'y a aucun support pour la goupille - littéralement, elle est dans l'air. Par conséquent, il se plie facilement dans cette région, ce qui entraîne une goupille en forme de S ou à pattes de chien qui est extrêmement difficile à extraire et cause de nombreux problèmes au mécanicien de chantier.
Sécurité positionnelle :Solutions alternatives
Si une installation de machine particulière nécessite que des mesures supplémentaires soient prises pour assurer la sécurité de position dans le plan horizontal, la meilleure option, à notre avis, est d'installer des mécanismes de vérins horizontaux et axiaux bien conçus qui peuvent être maintenus contre les pieds de la machine. Cependant, un grand soin doit être pris pour qu'aucun changement de position de la machine dans des conditions de fonctionnement ne se produise, car, si c'est le cas, la machine peut flamber ou se tordre entre les vérins à vis, créant ainsi des problèmes plus graves que tout ce qui aurait pu être. occasionnés par le mouvement sans restriction des machines pour commencer.
Précisément, le même argument peut être avancé contre le goujonnage des supports de la machine à plus d'un endroit, car les mêmes conditions de surcontrainte seront ainsi créées. Il ne faut pas oublier que l'apparition d'une croissance ou d'un mouvement latéral et axial entre la condition d'arrêt « froid » et la condition de fonctionnement « à chaud » en ligne est normale. La flexion d'un accouplement flexible bien conçu et de la machine elle-même permet d'absorber et de compenser ce mouvement en « désalignant » délibérément les machines à froid et à l'arrêt selon les spécifications cibles exactes du changement de position qui se produira à chaud et en marche.
Considérations supplémentaires :Répétabilité positionnelle
Si la répétabilité de la position est la principale préoccupation, plutôt que la sécurité de la position, alors les goupilles ne sont pas le meilleur mécanisme pour répondre à cette exigence. Au lieu de cela, après avoir obtenu un alignement final satisfaisant, il est recommandé de souder soigneusement deux petits morceaux de clé aux coins diagonalement opposés de la machine. La machine peut alors être démontée et remplacée avec une excellente répétabilité, ou corrélation avec sa position initiale. Les goujons, en revanche, ne s'adaptent presque jamais exactement comme ils le faisaient avant d'être retirés. Il en résulte une inclinaison de la machine par rapport à sa position initiale lors de sa réinstallation. De plus, lorsqu'une goupille ne peut pas s'adapter facilement dans son trou d'origine, plutôt que de lutter contre la situation en essayant de repositionner minutieusement la machine jusqu'à ce qu'elle le fasse, l'expérience nous a appris qu'un mécanicien de chantier optera plutôt pour percer un nouveau trou, comme c'est souvent moins fastidieux et chronophage. Lorsque cette pratique est interdite, le travailleur pressé par le temps peut simplement choisir de couper subrepticement la goupille et de marteler le haut de la goupille dans le trou comme un «bouchon» dans le trou. Il est impossible pour le superviseur de détecter cela sans retirer réellement la goupille de centrage altérée.
Goupille conique

Conclusions
Au vu des considérations présentées ci-dessus, l'utilisation de goujons pour garantir la sécurité de position des machines tournantes n'est pas recommandée. L'utilisation de goujons pour garantir la répétabilité de la position n'est pas non plus recommandée. Au lieu de cela, des solutions alternatives plus efficaces devraient être utilisées.
À propos de l'auteur :
Alan Luedeking est le responsable du support technique et de la formation en alignement pour Ludeca Inc. Il peut être contacté au 305-591-8935 ou [email protected]. Pour plus d'informations sur Ludeca, visitez www.ludeca.com.
Entretien et réparation d'équipement
- A quoi servent les goujons ?
- De quoi sont faites les goupilles?
- 5 éléments à prendre en compte lors du choix des goupilles
- Surveillez la température de votre maison à l'aide de votre Raspberry Pi
- Les avantages de l'achat de machines d'occasion
- Les avantages de l'utilisation de machines CNC
- Historique des machines CNC
- Prix des machines d'occasion
- Expédier des machines à l'étranger