


Processus de roulement :types, fonctionnement, terminologie et application
Aujourd'hui, nous allons en apprendre davantage sur les types de processus de roulement, le travail, la terminologie et l'application avec son diagramme. Le laminage est un processus de fabrication majeur de tôles et d'autres sections transversales de grande longueur comme les poutres en I, les chemins de fer, etc. Il fait partie d'un processus de formage des métaux dans lequel la pièce métallique est comprimée entre un ensemble de rouleaux où elle réduit sa section transversale et augmente sa longueur. Ce processus donne un taux de production élevé, une finition de surface et une structure de grain qui en font un processus de formage des métaux le plus approprié pour les pièces de même section transversale de grande longueur, mais le coût élevé de configuration de la machine à rouler en fait un processus alternatif. 
Processus de roulement :
Terminologie :
Les terminologies les plus courantes utilisées dans le processus de laminage sont indiquées ci-dessous.
Lingot :
Il s'agit d'une structure coulée avec une porosité et des soufflures. Ignot est le même que celui utilisé dans le forgeage . Ce lingot est déroulé à une température chaude d'environ 1200 degrés centigrades en fleurs. Ce lingot peut avoir n'importe quelle taille selon l'exigence de laminage.
Floraison :
Il s'agit d'abord de la fabrication de produits laminés par laminage de lingots à haute température. Il a une section transversale supérieure ou égale à 230 centimètres carrés. Cette fleur est en outre roulée pour créer une section en I, une billette, un canal, un chemin de fer, etc.
Dalle :
La brame est fabriquée par laminage à chaud du lingot. Il a une section transversale supérieure ou égale à 100 centimètres carrés et sa largeur est supérieure ou égale à trois fois son épaisseur. Les dalles sont utilisées pour former des plaques, des feuilles, des bandes, etc.
Billets :
Les billettes sont le produit du laminage à chaud des blooms. Il a une surface de section transversale supérieure ou égale à 40 centimètres carrés. Les billettes sont utilisées pour rouler dans des tuyaux, des barres, des fils, etc.
Plaque :
La plaque est le produit d'un laminage supplémentaire de la brame. Il a une épaisseur supérieure à 6 mm.
Feuille :
La feuille a moins de 6 mm d'épaisseur et une largeur supérieure à 60 cm.
Strip :
La bande est identique à la feuille mais a une largeur inférieure à 60 cm.
Principe de fonctionnement :
Le laminage fonctionne de la même manière que tout autre procédé de formage de métal. Lorsqu'une force de compression est appliquée par un ensemble de rouleaux sur un lingot ou tout autre produit tel que des blooms ou des billettes, une déformation plastique se produit, ce qui diminue sa section transversale et la convertit en la forme requise. Ces rouleaux sont conçus selon les exigences du produit final. Ils sont de forme cylindrique et équipés de la filière de la forme requise qui doit être laminée sur des blooms ou des billettes. Le roulage peut se faire à la fois à chaud et à froid.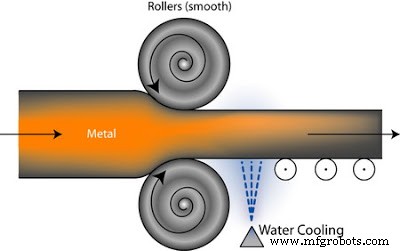 Le laminage à chaud est effectué à une température de recristallisation supérieure. Il est habitué aux grandes déformations. Il donne un produit sans contraintes résiduelles mais donne une précision dimensionnelle et une finition de surface médiocres en raison de la formation de tartre.
Le laminage à chaud est effectué à une température de recristallisation supérieure. Il est habitué aux grandes déformations. Il donne un produit sans contraintes résiduelles mais donne une précision dimensionnelle et une finition de surface médiocres en raison de la formation de tartre.
Types de roulement :
Le roulement peut être classé de la manière suivante.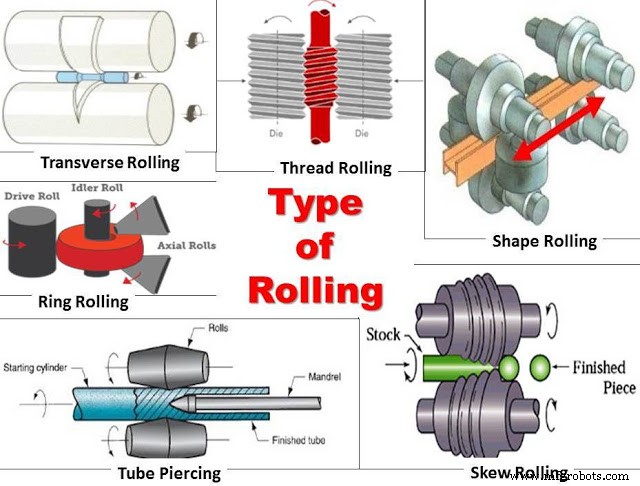
Thread ou Gear Rolling :
Ce processus est utilisé pour couper les fils ou équipement sur ébauche cylindrique. Dans ce processus, les filières filetées sont montées sur des rouleaux cylindriques de laminoir. Ce rouleau fileté appuie contre l'ébauche cylindrique et roule contre les faces qui déplacent la matière et forment des filets sur l'ébauche cylindrique. Ce processus donne une résistance et une finition de surface élevées et est utilisé pour la production en série de vis, de boulons, etc.
Déroulement de forme :
Le laminage de forme est utilisé pour couper diverses formes sur une pièce en métal. Il n'implique pas de changement appréciable d'épaisseur. Il est utilisé pour la section I laminée, la section T, les chemins de fer, etc.
Anneau tournant :
Le laminage de bagues est une autre méthode de laminage utilisée pour les bagues laminées de grands roulements , éoliennes etc. Dans ce processus, deux rouleaux (rouleau principal et rouleau fou) sont disposés comme indiqué sur la figure et tournent dans le même sens l'un par rapport à l'autre. L'anneau tourne en raison de la rotation du rouleau et les rouleaux commencent à se rapprocher les uns des autres. Cela augmentera le diamètre des anneaux. Une paire de rouleaux de bordure est utilisée pour maintenir la hauteur de l'anneau qui ne permet pas au métal de s'écouler dans le sens de la hauteur. Ce processus donne une grande précision et une finition matérielle.
Perçage du tube :
Il s'agit d'un autre processus de laminage dans lequel un mandrin fixe est utilisé au centre de la forme du tube et de la cavité en raison de la contrainte de traction dans une tige cylindrique lorsqu'elle est soumise à une contrainte de compression externe. Dans ce processus, deux rouleaux opposés tournent dans le sens opposé, ce qui comprime le tube et l'alimente contre le mandrin, ce qui crée une cavité creuse dans celui-ci. Ce procédé est utilisé pour fabriquer des tubes creux sans soudure à paroi épaisse.
Rollation oblique :
Le laminage oblique est utilisé pour fabriquer des billes de roulement à billes. Dans ce processus, la barre ronde ou le fil est introduit directement dans des rouleaux spécialement conçus qui forment en continu des billes sphériques par roulement. Ce procédé est utilisé pour la production en série de boules sphériques de petite taille.
Rollage transversal :
Le laminage transversal est un autre type de laminage qui est utilisé pour fabriquer des arbres de taraudage, des ressorts à lames etc. dans ce processus, les deux rouleaux tournent dans le même sens et la barre est alimentée transversalement. Les rouleaux sont équipés d'un type spécial de section taraudée utilisée pour former la cavité taraudée d'une pièce cylindrique.
Application :
- Le laminage est utilisé pour fabriquer des tubes creux sans soudure, des tiges, etc.
- Des sections transversales de grande longueur sont produites par processus de laminage.
- Il est utilisé pour la production en série de pièces filetées comme des vis, des boulons, etc.
- Les engrenages peuvent être coupés sur l'ébauche d'engrenage par processus de roulement.
- Matériaux de construction, panneaux de toiture, poutres de cloison , les chemins de fer, etc. sont des produits roulants.
- Il est utilisé dans l'industrie automobile pour fabriquer diverses pièces.
- Les anneaux de turbines, roulements et autres machines sont des produits roulants.
- Les tôles d'acier, les plaques sont fabriquées par laminage.
Il s'agit de rouler les types de processus, le travail, la terminologie et l'application. Si vous avez des questions concernant cet article, demandez en commentant. Si vous aimez cet article, n’oubliez pas de le partager avec vos amis. Abonnez-vous à notre site Web pour des articles plus intéressants. Merci de l'avoir lu.
Processus de fabrication
- Qu'est-ce que le brochage ? - Processus, travail et types
- Qu'est-ce que le soudage au laser ? - Fonctionnement, types et applications
- Qu'est-ce que l'extrusion ? - Fonctionnement, types et application
- Procédé de soudage à l'état solide :principe, types, application, avantages et inconvénients
- Soudage par explosion :principe, fonctionnement, types, application, avantages et inconvénients
- Soudage par friction :principe, fonctionnement, types, application, avantages et inconvénients
- Coulée centrifuge :principe de fonctionnement, types, application, avantages et inconvénients
- Qu'est-ce que le moulage, le processus de travail, les avantages, les inconvénients, la terminologie et l'application ?
- Processus de laminage à chaud et à froid