


9 Unité 4 :Tourner
OBJECTIF
Après avoir terminé cette unité, vous devriez être en mesure de :
• Décrire le tournage d'ébauche et de finition.
• Décrivez l'épaule tournante.
• Décrivez la coupe de parementure.
• Expliquez comment configurer l'exercice central/point.
• Expliquez comment configurer pour ennuyeux.
• Expliquez comment configurer le moletage.
• Configurez correctement une pièce pour le tronçonnage/rainurage.
• Déterminez le calcul de la conicité.
• Installez correctement la pièce dans un mandrin à 4 mors.
La pièce est généralement usinée sur un tour pour deux raisons :pour la couper à la bonne taille et pour produire un diamètre réel. Les travaux qui doivent être coupés à dimension et avoir le même diamètre sur toute la longueur de la pièce impliquent l'opération de tournage parallèle. De nombreux facteurs déterminent la quantité de matériaux pouvant être enlevés sur un tour. Un diamètre doit être découpé en deux coupes :une coupe d'ébauche et une coupe de finition.
Pour avoir le même diamètre à chaque extrémité de la pièce, les pointes du tour doivent être alignées.
Pour définir une profondeur de coupe précise
Procédure :
1. Réglez le repos composé à 30 degrés.
2. Fixez un outil d'ébauche ou de finition. Utilisez un outil de tournage droitier si vous alimentez la selle dans la direction de la poupée.
3. Déplacez le poste d'outil vers le côté gauche du support composé et réglez le foret d'outil au centre de la hauteur droite.
4. Réglez le tour à la vitesse et à l'avance correctes pour le diamètre et le type de matériau à couper.
5. Démarrez le tour et effectuez une coupe légère d'environ 0,005 pouce et 0,250 pouce de long à l'extrémité droite de la pièce.
6. Arrêtez le tour, mais ne déplacez pas la poignée de la vis transversale.
7. Déplacez l'outil de coupe à l'extrémité de la pièce (vers la droite) en tournant le volant du chariot.
8. Mesurez le travail et calculez la quantité de matière à retirer.
9. Tourner la bague graduée de la moitié de la quantité de matière à retirer. Par exemple, si 0,060 pouce doit être retiré, le collier gradué doit être tourné de 0,030 pouce, car la coupe est effectuée sur la circonférence de la pièce.
10. Souvenez-vous , pour chaque millième de profondeur de coupe, le diamètre de la crosse est réduit de deux millièmes.
Tournage grossier
L'opération de dégrossissage permet d'enlever le plus de métal possible en un minimum de temps. La précision et la finition de surface ne sont pas importantes dans cette opération. Par conséquent, une profondeur maximale de 0,030 pouce et une avance de 0,020 à 0,030 pouce sont recommandées. La pièce est généralement tournée grossièrement à environ 0,030 pouce de la taille finie en quelques coupes autant que possible.
Procédure :
1. Réglez le tour à la vitesse et à l'avance correctes pour le type et la taille du matériau à couper.
2. Réglez la boîte de vitesses à changement rapide pour une avance de 0,010 à 0,030 pouce, en fonction de la profondeur de coupe et de l'état de la machine.
3. Par exemple :.010
4. Déplacez le porte-outil sur le côté gauche du support composé et réglez le foret à la bonne hauteur au centre.
5. Serrez fermement le porte-outil pour empêcher le porte-outil de bouger pendant l'opération d'usinage.
6. Effectuez un léger essai de coupe à l'extrémité droite de la pièce sur une longueur d'environ 0,250 pouce.
7. Mesurez la pièce et ajustez la mèche de l'outil à la bonne profondeur de coupe.
8. Coupez sur environ 0,250 pouce, arrêtez le tour et vérifiez la taille du diamètre. Le diamètre doit être d'environ 0,030 pouce sur le côté fini.
9. Réajustez la profondeur de coupe, si nécessaire.
Finir le tournage
Le tournage de finition sur un tour, qui suit le tournage grossier, produit une finition de surface lisse et coupe la pièce à une taille précise. Des facteurs tels que l'état du foret de l'outil de coupe, la rigidité de la machine et de la pièce ainsi que la vitesse et l'avance du tour peuvent affecter le type de finition de surface produite.
Procédure :
1. Vérifiez si le tranchant de l'embout de l'outil est exempt d'entailles, de brûlures, etc. Il est recommandé d'aligner le tranchant avant d'effectuer une coupe de finition.
2. Réglez le tour à la vitesse et à l'avance recommandées. L'avance utilisée dépend de la finition de surface requise.
3. Effectuez une légère coupe d'essai d'environ 0,250 pouce de long à l'extrémité droite de l'ouvrage pour produire un diamètre réel, réglez le foret de l'outil de coupe sur le diamètre et réglez le collier gradué sur le bon diamètre.
4. Arrêtez le tour, mesurez le diamètre.
5. Réglez la profondeur de coupe pour la moitié de la quantité de matériau à enlever.
6. Coupez sur 0,250 pouce, arrêtez le tour et vérifiez le diamètre.
7. Réajustez la profondeur de coupe, si nécessaire et finissez de tourner le diamètre. Afin de produire le diamètre le plus vrai possible, finissez de tourner la pièce à la taille requise. S'il est nécessaire de finir un diamètre par filmage ou polissage, ne jamais laisser plus de 0,002 à 0,003 pouce pour cette opération.
Se tourner vers une épaule
Lors du tournage de plusieurs diamètres sur une pièce. Le changement de diamètre ou de pas est appelé épaulement.
Trois types d'épaule courants :
1. Carré
2. Coin fileté
3. Angulaire de Conique
Procédure :
1. Avec une pièce montée sur un tour, tracez la position de l'épaulement à partir de l'extrémité finie de la pièce. En cas d'épaulements arrondis, toute longueur suffisante pour permettre de former le rayon approprié sur l'épaulement fini.
2. Placez la pointe de l'outil sur cette marque et coupez une petite rainure autour de la circonférence pour marquer la longueur.
3. À l'aide d'un outil de tournage, dégrossir et finir de tourner la pièce d'environ 0,063 pouce de la longueur requise.
4. Installez un outil de dressage d'extrémité. Craie le petit diamètre de la pièce et amenez l'outil de coupe jusqu'à ce qu'il enlève juste la marque de craie.
5. Notez la lecture sur le collier gradué de la poignée d'alimentation croisée.
6. Faites face à l'épaule en coupant à la ligne à l'aide de l'alimentation manuelle.
7. Pour des coupes successives, ramenez la poignée d'alimentation croisée au même réglage de collier gradué.
Si un coin arrondi est requis, un foret ayant le même rayon est utilisé pour la finition de l'épaulement. Des bords angulaires ou chanfreinés peuvent être obtenus en réglant le tranchant du foret à l'angle de chanfrein souhaité et en l'amenant contre l'épaulement, ou en réglant le repose-composé à l'angle souhaité.
Face
Les pièces à usiner sont généralement coupées un peu plus longtemps que nécessaire et dressées à la bonne longueur. Le dressage est une opération d'usinage des extrémités d'une pièce carrée avec son axe. Pour produire une surface plane et carrée lors du dressage, le tour peut être vrai.
Le but de faire face est :
• Fournir une vraie surface plane, d'équerre avec l'axe des pièces.
• Pour fournir une surface précise à partir de laquelle prendre des mesures.
• Pour couper les pièces à la longueur requise.

Figure 1. Opération face
Procédure :
1. Déplacez le poste d'outil vers le côté gauche du support composé et réglez le foret d'outil orienté vers la droite à la bonne hauteur du point central du tour. Le repos composé peut être réglé à 30 degrés pour un face d'extrémité précis.
2. Montez la pièce dans le mandrin en face. Utilisez une ligne centrale dans la queue collée ou une règle droite si nécessaire pour vrai.
3. Insérez un outil de surfaçage.
4. Positionnez l'outil légèrement à l'écart de la pièce.
5. Réglez le foret de l'outil de surfaçage pointant vers la gauche à un angle de 15 à 20 degrés. La pointe de l'outil doit être la plus proche de la pièce et un espace doit être laissé sur le côté.
6. Réglez le tour à la vitesse et à l'avance correctes pour le diamètre et le type de matériau à couper.
7. Avant d'allumer la machine, tournez la broche à la main pour vous assurer que les pièces n'interfèrent pas avec la rotation de la broche.
8. Démarrez le tour et rapprochez le plus possible le foret de l'outil du centre du tour.
9. Déplacez le chariot vers la gauche, à l'aide du volant, jusqu'à ce que la petite coupe soit commencée.
10. Faites avancer le foret de l'outil de coupe vers l'intérieur vers le centre en tournant la poignée d'alimentation transversale. Si l'alimentation transversale est utilisée pour alimenter l'outil de coupe, le chariot doit être verrouillé en position.
11. Répétez les procédures 6, 7 et 8 jusqu'à ce que la pièce soit coupée à la bonne longueur. 12. Il y aura une arête vive sur la pièce après le dressage, qui doit être cassée avec une lime.
Pour repérer une pièce
Le foret de détachement est utilisé pour faire un trou peu profond en forme de V au centre de la pièce. Fournit un guide pour l'exercice à suivre. Un trou peut être repéré rapidement et assez précisément à l'aide d'une perceuse à centrer. Un outil de repérage doit être utilisé pour une précision extrême.

Figure 2 : Outil Center/Spot
Procédure :
1. Montez la pièce dans un mandrin.
2. Montez le mandrin de perçage dans la poupée mobile.
3. Assurez-vous que la languette du mandrin de perçage est correctement fixée dans la poupée mobile.
4. Déplacez et verrouillez la poupée mobile dans la position souhaitée.
5. Avant d'allumer la machine, tournez la broche à la main pour vous assurer que les pièces n'interfèrent pas avec la rotation de la broche.
6. Réglez le tour à la vitesse appropriée pour le type de matériau à percer ou à centrer.
7. Commencez le trou à l'aide d'un foret à centrer. 8. Repérez le trou à l'aide d'un outil de repérage ou d'un foret à centrer.
Forage
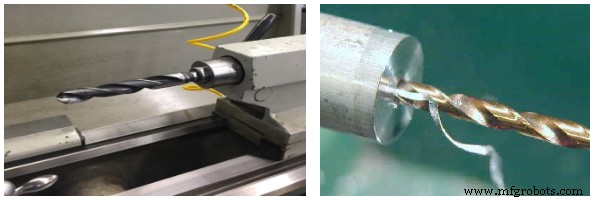
Figure 3. Percer
Procédure :
1. Montez le mandrin de perçage dans la poupée mobile.
2. Montez la pièce dans un mandrin.
3. Vérifiez le centre de stock d'outils et assurez-vous qu'il est aligné.
4. Assurez-vous que la languette du mandrin de perçage est correctement fixée dans la poupée mobile.
5. Déplacez et verrouillez la poupée mobile dans la position souhaitée.
6. Avant d'allumer la machine, tournez la broche à la main pour vous assurer que les pièces n'interfèrent pas avec la rotation de la broche.
7. Commencez le trou à l'aide d'un outil de pointage ou de centrage.
8. Lorsque vous utilisez une perceuse à centrer, utilisez toujours du liquide de coupe avec elle.
9. Un foret à centrer ne coupe pas aussi facilement qu'un foret, car il a des cannelures peu profondes pour plus de rigidité.
10. Percez au-delà de la totalité du cône pour créer un entonnoir pour guider le foret.
11. Montez le foret dans la broche de contre-pointe, dans un mandrin de perçage ou dans un porte-foret.
12. Réglez le tour à la vitesse appropriée au type de matériau à percer.
13. Démarrez le tour et percez à la profondeur souhaitée selon le plan, en appliquant du liquide de coupe.
14. Pour mesurer la profondeur du trou, utilisez les graduations sur la broche de la poupée mobile ou utilisez une règle en acier pour mesurer la profondeur.
15. Utilisez l'opération de perçage par perçage pour enlever les copeaux et mesurer la profondeur du trou.
16. Lors du perçage, enlevez au plus un ou deux diamètres de foret de matériau avant de reculer, d'éliminer les copeaux et de réappliquer du liquide de coupe.
17. Si le foret grince contre le matériau, appliquez plus de liquide de coupe.
18. Pour retirer le mandrin de la contre-pointe, tirez-le vers l'arrière d'environ un quart de tour de plus qu'il n'ira facilement.
19. Utilisez une épingle pour extraire le mandrin du collet.
Ennuyeux
Le perçage est une opération d'agrandissement et de finition des trous avec précision. Dressage d'un trou en enlevant de la matière des surfaces internes à l'aide d'un outil de coupe à pointe unique. Des trous de diamètre spécial, pour lesquels aucun foret n'est disponible, peuvent être réalisés par alésage.
L'alésage utilise un outil de coupe à point unique pour agrandir un trou. Cette opération permet d'obtenir un trou plus précis et concentrique, par opposition au perçage.
Étant donné que la fraise s'étend de la machine à partir d'une barre d'alésage, l'outil n'est pas aussi bien soutenu, ce qui peut entraîner des vibrations. Plus l'opération ennuyeuse est profonde, plus le bavardage est mauvais. Pour corriger cela :
1. Réduisez la vitesse de la broche.
2. Augmentez le flux.
3. Appliquez plus de liquide de coupe.
4. Raccourcissez le porte-à-faux de la barre d'alésage.
5. Meulez un rayon plus petit sur le nez de l'outil.
Procédure :
1. Montez la pièce dans un mandrin.
2. Faites face, repérez et percez le trou sur la pièce.
3. Vérifiez si la barre d'alésage a un jeu suffisant.
- Si le trou est trop petit pour la barre d'alésage, les copeaux se bloqueront lors de l'usinage et déplaceront la barre hors du centre.
4. Assurez-vous que la pointe de l'outil d'alésage est la seule partie de la fraise qui entre en contact avec la surface intérieure de la pièce.
5. Si l'angle ne fournit pas un dégagement d'extrémité suffisant, remplacez la fraise par une autre ayant un angle plus aigu.
6. Positionnez la barre d'alésage de manière à ce que la pointe de la fraise soit positionnée avec l'axe du brut.
7. Un outil qui n'est pas aligné avec le centre de la pièce glissera le long de la surface du brut, même s'il y a un angle de dépouille suffisant.
8. Sélectionnez une barre d'alésage aussi grande que possible et faites-la dépasser du support juste assez pour dégager la profondeur du trou à percer.
9. Montez le support et la barre d'outils d'alésage avec le foret de coupe sur le côté gauche du poste d'outil et faites tourner la pièce.
10. Réglez le foret d'alésage au centre.
- Remarque :Selon la rigidité de la configuration, le foret de l'outil d'alésage aura tendance à tomber vers le bas lorsque la pression est appliquée sur le bord de coupe. En réglant la mèche de l'outil d'alésage légèrement au-dessus du centre, une compensation a été faite pour le ressort vers le bas et la mèche sera en fait positionnée exactement au centre de la pièce pendant les opérations d'usinage.
11. Réglez le tour à la vitesse de coupe et à l'avance appropriées. un. Remarque :Pour la vitesse d'avance, sélectionnez une vitesse d'avance moyenne.
12. Appliquez du lubrifiant dans le trou avant de mettre la machine en marche.
13. Allumez la machine et déplacez l'outil dans le trou pré-percé.
14. Démarrez le tour et amenez lentement l'outil d'alésage jusqu'à ce qu'il touche le diamètre intérieur du trou.
15. Faites une coupe légère (environ 0,003 po) et environ -375 de long.
16. Arrêtez le tour et mesurez le diamètre du trou, utilisez une jauge télescopique ou un micromètre intérieur.
17. Après avoir mesuré le trou, déterminez la quantité de matériau à retirer du trou. Laissez environ 0,020 dans une coupe de finition.
18. Démarrez le tour et effectuez la coupe d'ébauche.
19. Faites avancer la barre d'alésage dans la pièce, en enlevant environ 0,020 à chaque passage.
20. Sortez la barre d'alésage une fois la profondeur souhaitée atteinte.
21. Répétez les étapes 19 et 20 jusqu'à ce que le diamètre souhaité du trou intérieur soit atteint.
22. Une fois la coupe d'ébauche terminée, arrêtez le tour et sortez le foret d'alésage du trou sans déplacer la poignée d'alimentation transversale.
23. Réglez la profondeur de la coupe de finition et percez le trou à la bonne taille. Pour un bon état de surface, une avance fine est recommandée.
24. Au dernier passage, s'arrêter à la profondeur désirée et ramener la fraise vers le centre du brut. Cela fera face à l'arrière du trou.
25. Sortez la barre d'alésage de la machine et arrêtez la machine.

Figure 4. Alésage sur un tour
Moletage
1. Un moletage est une impression en relief sur la surface de la pièce produite par deux rouleaux trempés.
2. Les moletages sont généralement l'un des deux modèles :en losange ou droit.
3. Les motifs de moletage courants sont fins, moyens ou grossiers.
4. Le motif en losange est formé d'une hélice à droite et d'une hélice à gauche montées dans une tête à centrage automatique.
5. Utilisé pour améliorer l'apparence d'une pièce et fournir une bonne surface de préhension pour les leviers et les poignées d'outils.
6. Les motifs de moletage courants sont fins, moyens ou grossiers.
7. Le modèle droit, formé de deux rouleaux droits, est utilisé pour augmenter la taille d'une pièce pour les ajustements serrés dans les applications légères.
8. Trois types de base de porte-outils de moletage sont utilisés :le porte-articulation, le porte-tête tournant et le porte-outil à cheval.
9. Le moletage fonctionne mieux sur les pièces montées entre pointes.
10. Les moletages ne coupent pas, mais déplacent le métal à haute pression.
11. La lubrification est plus importante que le refroidissement, donc une huile de coupe ou de lubrification est satisfaisante.
12. Des vitesses faibles (à peu près les mêmes que pour le filetage) et une avance d'environ 0,010 à 0,020 po sont utilisées pour le moletage.
13. Les molettes doivent être centrées sur la pièce à usiner verticalement et le porte-outil de molette carré avec le travail.
14. Un moletage doit être amorcé dans du métal mou à environ la moitié de la profondeur et le motif doit être vérifié.
15. Plusieurs passages peuvent être nécessaires sur une pièce mince pour terminer un moletage car l'outil a tendance à l'éloigner du moletage.
16. Les moletages doivent être nettoyés avec une brosse métallique entre les passages.

Figure 5. Moletage
Procédure :
1. Montez l'outil de moletage dans un porte-outil et ajustez-le à l'axe exact de la broche du tour.
2. Positionnez et fixez l'outil de moletage à 90 degrés par rapport à la surface du moletage.
3. Déplacez le chariot du tour à la main et localisez la zone de la pièce à moleter.
4. Faites pivoter la tête de moletage pour indexer les moletages corrects.
5. Positionnez les molettes sur le bord droit de la pièce de manière à ce que la moitié de la molette entre en contact avec le bord droit de la pièce.
6. Appliquez de l'huile de coupe sur la pièce.
7. Tournez la broche à environ 100 tr/min et utilisez le volant d'entraînement transversal pour déplacer l'outil de moletage dans la pièce. Cela devrait être d'environ 0,030 pouce, ou jusqu'à ce que les moletages suivent et forment un bon motif.
8. Engagez l'alimentation électrique du tour pour déplacer le chariot vers la poupée à une vitesse d'avance de 0,010 à 0,020 pouce par tour.
9. Appliquez de l'huile au besoin et brossez la zone moletée avec une brosse dure pour nettoyer les copeaux du moletage.
10. Lorsque les molettes atteignent la fin de la zone moletée, inversez le sens d'alimentation du chariot et insérez les molettes dans la pièce de 0,005 à 0,010 pouces supplémentaires.
11. Continuez à moleter d'avant en arrière jusqu'à ce qu'un diamant pointu se développe.
Tronçonnage et rainurage sur un tour
Le but du tronçonnage et du rainurage :
Il y a des moments où vous voudrez peut-être couper une pièce à partir de l'extrémité d'une pièce ou vous voudrez peut-être couper une rainure dans une pièce.
Le rainurage, communément appelé évidement, contre-dépouille ou rétreint, est souvent effectué à l'extrémité d'un filetage pour permettre un déplacement complet de l'écrou jusqu'à un épaulement ou au bord d'un épaulement pour assurer un bon ajustement des pièces d'accouplement. Il existe trois types de rainures :carrées, rondes et en forme de U.
Les rainures arrondies sont généralement utilisées là où il y a une contrainte sur la pièce et où un coin carré entraînerait une fracture du métal.
Pour couper un Groove
Procédure :
1. Sélectionnez un outil de la taille et de la forme souhaitées de la rainure requise.
2. Disposez l'emplacement de la rainure.
3. Réglez le tour à la moitié de la vitesse de rotation.
4. Montez la pièce dans le tour.
5. Réglez l'outil sur la hauteur du centre.
6. Insérez lentement le foret dans la pièce à l'aide de la poignée d'alimentation croisée.
7. Appliquez beaucoup d'huile de coupe à la pointe de l'outil de coupe. Pour s'assurer que la coupe ne sera pas aveugle dans la rainure. En cas de broutage, réduisez la vitesse de la broche.
8. Arrêtez le tour et vérifiez la profondeur de la rainure.
9. Répétez les procédures 6-7 jusqu'à ce que le travail soit coupé à la bonne profondeur.
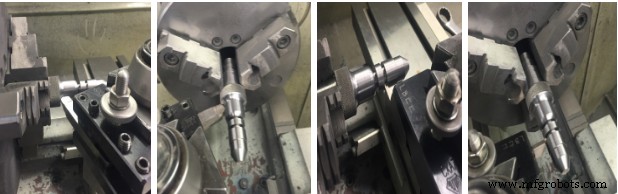
Figure 6. Couper une rainure
Séparation
Les outils de tronçonnage, souvent appelés outils de tronçonnage, sont utilisés pour couper la pièce. Il existe trois types d'outils de séparation. L'outil de séparation se compose d'un support droit, les lames insérées décalées à gauche et décalées à droite sont les plus couramment utilisées.
Il y a deux problèmes courants dans la séparation, le broutage et l'étreinte. Un broutage se produit lorsque l'outil n'est pas maintenu assez solidement, tout jeu dans l'outil, le support ou toute partie du tour lui-même rend la coupe difficile, inégale et souvent impossible. . S'enserrer signifie que l'outil a tendance à s'enfoncer dans la pièce à usiner et à grimper sur le dessus du tranchant. Cela casse généralement le foret ou détruit la pièce. Le serrage est généralement causé lorsque l'outil de tronçonnage est réglé trop haut ou trop bas.
• Les outils de tronçonnage sont plus étroits mais plus profonds que les outils de tournage. Les outils de séparation sont utilisés pour créer des rainures étroites et couper des parties du brut.
• Le porte-outil doit à peine dégager la pièce lorsque l'outil de tronçonnage est installé.
• Assurez-vous que l'outil de tronçonnage est perpendiculaire à l'axe de rotation.
• Assurez-vous que la pointe de l'outil repose à la même hauteur que le centre de la pièce. Tenir l'outil contre la face de la pièce peut aider à cela.
• Réglez la hauteur de l'outil, posez-le contre la face de la pièce et verrouillez l'outil en place. N'oubliez pas d'appliquer du liquide de coupe, en particulier lors d'une coupe profonde.
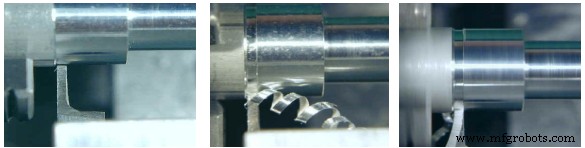
Figure 7. Séparation
Procédure :
1. Montez la pièce dans le mandrin avec la pièce à tronçonner aussi près que possible du mandrin.
2. Montez l'outil de séparation sur le côté gauche du support composé avec le tranchant réglé au centre.
3. Placez le support aussi près que possible du porte-outil pour éviter les vibrations et les broutages.
4. Ajustez la mèche de l'outil. Le foret doit s'étendre depuis le support sur une distance égale à un peu plus de la moitié du diamètre de la pièce. Réglez le tour par minute (rpm) à environ ⅔ de la vitesse de rotation.
5. Marquez l'emplacement de la coupe.
6. Mettez l'outil de coupe en position.
7. Démarrez le tour et introduisez lentement l'outil de tronçonnage dans la pièce à la main. Saisissez la poignée d'alimentation transversale avec les deux mains afin d'alimenter régulièrement et uniformément. Appliquez beaucoup d'huile de coupe.
8. Lorsque la pièce mesure environ ¼ de pouce, il est recommandé de déplacer légèrement l'outil de séparation latéralement. Ce mouvement latéral coupe un peu plus large pour éviter que l'outil ne se coince.
9. Pour éviter les vibrations, gardez l'outil en train de couper et appliquez régulièrement de l'huile de coupe pendant l'opération. Avancez lentement lorsque la pièce est presque coupée.
10. Continuez à faire avancer l'outil jusqu'à ce qu'il atteigne le centre de la pièce. Lorsque vous vous en approchez, la pièce est suspendue par une fine tige de métal.
11. L'extrémité de la pièce que vous coupez aura généralement une finition assez rugueuse et une petite tige de métal dépassant de l'extrémité. Voir figure 19 ci-dessous.
12. La dernière étape consiste à monter cette pièce dans le mandrin et à faire une coupe de parement pour nettoyer l'extrémité. Un problème avec cette étape est que les mâchoires du mandrin peuvent abîmer la pièce finie. Si vous regardez attentivement la figure 20 ci-dessous, vous pouvez voir l'empreinte des mâchoires du mandrin. Pour éviter cela, vous pouvez envelopper la pièce dans une fine bande de papier émeri, ou un matériau de protection similaire, avant de la serrer.
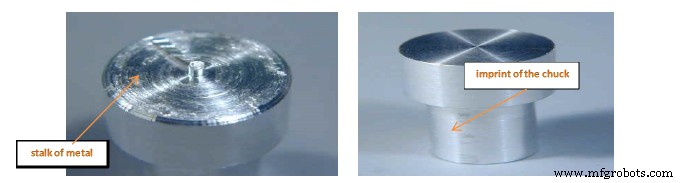
Figure 8. Coupe de la pièce Figure 9. Pièce finie /P>
Alignement des centres de tour
Pour produire un diamètre parallèle lors de l'usinage d'un travail entre les centres, il est important que les deux centres du tour soient alignés l'un avec l'autre et alignés sur l'axe du tour. Si le centre n'est pas aligné, le travail en cours d'usinage sera conique.
Il existe trois méthodes pour aligner les centres des tours :
1. En alignant les lignes médianes à l'arrière de la contrepointe les unes avec les autres. Il s'agit uniquement d'un contrôle visuel et donc pas d'exactitude.
2. La méthode de coupe d'essai, où une petite coupe est prise à chaque extrémité du travail et le diamètre est mesuré avec un micromètre.
3. Alignez les centres à l'aide d'un comparateur à cadran.
Méthode 1. Pour aligner les centres en ajustant la poupée mobile.
Procédure :
1. Desserrez la pince de la poupée mobile ou le levier.
2. Desserrez l'une des vis de réglage sur le côté gauche ou droit, selon la direction dans laquelle la contrepointe doit être déplacée. Serrez l'autre vis de réglage jusqu'à ce que la ligne sur la moitié supérieure de la contrepointe s'aligne exactement avec la ligne sur la moitié inférieure.
3. Serrez la vis de réglage desserrée pour verrouiller les deux moitiés de la poupée mobile en place.
4. Verrouillez l'écrou ou le levier de serrage de la poupée mobile.
Méthode 2. Pour aligner le centre par la méthode Trail Cut.
Procédure :
1. Prenez une coupe légère d'environ 0,010 à un diamètre réel, de la section A à l'extrémité de la poupée mobile de 0,250 pouce de long.
2. Arrêtez l'alimentation et notez la lecture sur le collier gradué de la poignée d'alimentation croisée.
3. Déplacez l'outil de coupe près de l'extrémité de la poupée.
4. Amenez l'outil de coupe près du même réglage de collier qu'à l'étape 1 (Section A).
5. Remettez l'outil de coupe au même réglage de collier qu'à l'étape 1. (Section A)
6. Coupez une longueur de 0,250 à la section B, puis arrêtez le tour.
7. Mesurez les deux diamètres avec un micromètre.
8. Si les deux diamètres ne sont pas de la même taille, ajustez la poupée mobile vers ou loin de l'outil de coupe à la moitié de la différence des deux lectures.
9. Prenez une autre coupe légère aux sections A et B. Mesurez ces diamètres et ajustez la poupée mobile, si nécessaire.
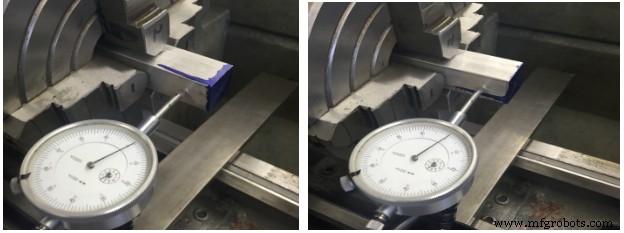
Méthode 3. Pour aligner les centres à l'aide d'un comparateur à cadran.
Procédure :
1. Nettoyez le tour et les centres de travail et montez le comparateur à cadran.
2. Ajustez la barre de test confortablement entre les centres et serrez la pince de broche de la poupée mobile.
3. Montez un comparateur à cadran sur le porte-outil ou le chariot du tour. Assurez-vous que le piston indicateur est parallèle au banc du tour et que le point de contact est réglé au centre.
4. Ajustez la glissière transversale de sorte que l'indicateur enregistre environ 0,025 pouce à l'extrémité de la poupée mobile.
5. Déplacez le chariot à la main pour que l'indicateur de test corresponde au diamètre à l'extrémité de la poupée et notez la lecture de l'indicateur de test.
6. Si les lectures des deux indicateurs de test ne sont pas identiques. Ajustez la poupée mobile à l'aide de la vis de réglage jusqu'à ce que l'indicateur enregistre la même lecture aux deux extrémités.
Calculs de la conicité
Pour calculer la conicité par pied (tpf). Il est nécessaire de connaître la longueur du cône, grand et petit diamètre.
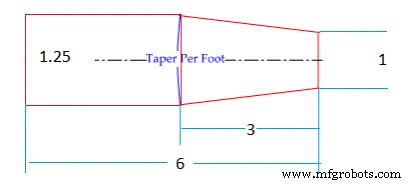
Figure 10. La partie principale d'un cône en pouces
Formule :
Tpf =((D-d) / longueur du cône) x 12
Exemple :
Tpf =((1.25 – 1) / 3) x 12 =(.25 / 3) x 12 =1 po.
Calculs de décalage de poupée mobile
Lors du calcul du décalage de la poupée mobile, la conicité par pied et la longueur totale de la pièce doivent être connues.
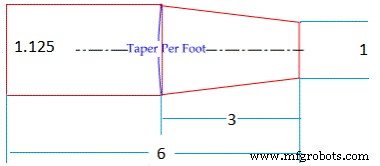
Figure 11. Dimension d'une pièce ayant un cône
Formule :
Décalage de la poupée mobile =(tpf x longueur totale de la pièce) / 24
Exemple :
1. Trouver tpf :
tpf =((1.125 – 1) x 12) / 3 =(.125 x 12) / 3 =.50 in.
2. Trouvez le décalage de la poupée mobile :
Décalage de la poupée mobile =(0,5 x 6) / 24 =3 / 24 =0,125 po.
Dans certains cas où il n'est pas nécessaire de trouver la conicité par pied, la formule simplifiée suivante peut être utilisée.
Formule :
Décalage de la poupée mobile =(OL / TL) x ((D-d) / 2)
OL =Longueur totale de la pièce
TL =longueur de la section conique
D =extrémité de grand diamètre
d =extrémité de petit diamètre
Exemple :
Décalage de la poupée mobile =(6/3) x ((1.125-1) / 2) =.125
Tournage conique
Utilisation du repos composé pour produire des cônes courts ou raides. L'outil doit être alimenté à la main, à l'aide de la poignée d'alimentation du support composé.
Couper un producteur conique avec un repos composé
Procédure :
1. Reportez-vous au plan pour connaître la quantité de conicité requise en degrés.
2. Desserrez les vis de blocage du support composé.
3. Faites pivoter le support composé à l'angle souhaité. (Voir première image)
4. Serrez les vis de blocage du support composé.
5. Ajustez l'outil au centre et alimentez l'outil de coupe à l'aide de la vis d'alimentation du support composé.
6. Vérifiez la taille et l'ajustement du cône.
Figure 12. Opération de tournage conique
Véritable pièce dans un mandrin à 4 mors
1. Un cadran ou un indicateur de test doit être utilisé chaque fois qu'un diamètre usiné doit être aligné à moins d'un millième de pouce.
3. Insérez la pièce dans le mandrin à 4 mors et rectifiez-la approximativement, en utilisant la méthode de la craie ou de la jauge de surface.

4. Montez un indicateur, dans le poste d'outil du tour.

5. Réglez l'axe de l'indicateur en position horizontale avec le point de contact réglé sur la hauteur du centre.

6. Amenez le point indicateur contre le diamètre de la pièce afin qu'il enregistre environ 0,020 et faites tourner la broche du tour à la main.
7. Pendant que vous tournez le tour, notez la lecture la plus élevée et la plus basse sur l'indicateur à cadran.
8. Desserrez légèrement la mâchoire du mandrin à la lecture la plus basse et serrez la mâchoire à la lecture la plus élevée jusqu'à ce que la pièce soit déplacée de la moitié de la différence entre les deux lectures de l'indicateur.
Côté 1. Côté gauche et côté droit
9. Continuez à ajuster uniquement ces deux mâchoires opposées jusqu'à ce que l'indicateur enregistre les deux mâchoires. Ne tenez pas compte des lectures de l'indicateur sur le travail entre ces deux mâchoires.
10. Ajustez l'autre jeu de mâchoires opposées de la même manière jusqu'à ce que l'indicateur enregistre la même chose à n'importe quel point de la circonférence de la pièce.
Côté 2. Côté gauche et côté droit
11. Serrez toutes les mâchoires uniformément pour fixer fermement la pièce.
12. Faites tourner la broche du tour à la main et revérifiez la lecture de l'indicateur.
TEST UNITAIRE
1. Le repos composé est réglé à quel angle ?
2. Expliquez la différence entre le tournage d'ébauche et le tournage de finition.
3. Should the point of the tool be set above, or at the center of the spindle axis when taking a facing cut?
4. What is the purpose of facing?
5. Why do we spot drill a workpiece?
6. What is the purpose of boring?
7. Name three types of parting tools.
8. Name three methods to align lathe centers.
9. Calculate the offset for the taper if D=2, d=1, OL=6, and TL=3. The formula is:
Offset =(OL x (D-d)) / (2 x TL)
10. Please describe the producer for cut a taper.
Technologie industrielle