


Gardez votre calme et continuez à moudre
Dans une opération de rectification de production, l'ondulation sur la surface de la pièce est un indice potentiel que la machine ou le processus a développé un problème de vibration. L'effet peut être vu lors de l'inspection, ou s'il y a une étape de rodage ou de polissage, l'effet peut être vu dans le temps accru passé à enlever les vagues. Selon Saint-Gobain Abrasifs, fabricant des meules Norton, c'est à ce stade que les ateliers tentent presque toujours de résoudre le problème des vibrations en apportant une simple modification au processus. Et ce simple changement pourrait être une très bonne approche.
En effet, ces ondes à la surface, souvent appelées chatter, pourraient indiquer la solution appropriée. Sur une pièce usinée sur une rectifieuse plane, par exemple, la fréquence de vibration (cycles par minute) est égale à la vitesse de travail (pouces par minute) divisée par la distance entre deux marques de broutage consécutives (pouces). Trouvez la fréquence de vibration à l'aide de cette relation, et si elle correspond à la vitesse de rotation de la broche de meulage, cela indique que la meule, les flasques de meule ou la broche de meulage sont probablement coupables. Changez la roue, serrez les boulons de la bride ou changez simplement de vitesse, et cela pourrait suffire à résoudre ou à contrôler le problème de vibration.
Développer Développer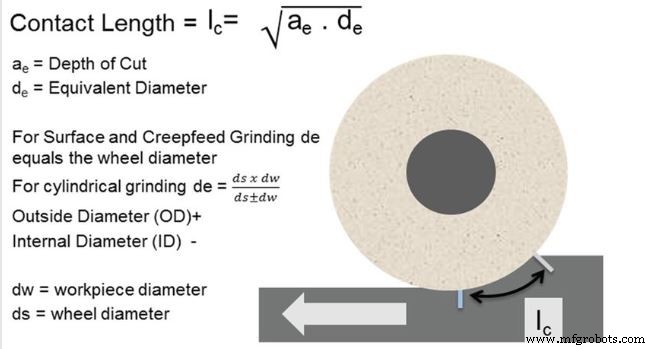 Comment calculer la longueur de contact pour le filtrage de longueur de contact.
Comment calculer la longueur de contact pour le filtrage de longueur de contact. Mais dans d'autres cas, certains impliquant d'autres parties de la machine, d'autres impliquant la fréquence naturelle du système, une simple solution ne suffit pas pour résoudre suffisamment le problème. Dans ces cas, la meilleure réponse consiste à faire entretenir la machine, en réparant tout élément défaillant de la machine qui permet aux vibrations d'affecter la pièce. Mais le service prend du temps et cela signifie retirer la machine de la production. Pour les ateliers qui doivent continuer à fonctionner à court terme, les chercheurs ont prouvé un processus permettant de surmonter les effets des vibrations sans compromettre la productivité et sans arrêter la machine pour le moment.
Ce qui suit est dérivé d'un article sur une technique appelée "filtrage par longueur de contact" écrit par les ingénieurs d'applications de Saint-Gobain John Hagan et Mark Martin. En réduisant la vitesse d'avance du travail tout en augmentant la profondeur de coupe, les effets des fortes vibrations peuvent être éliminés sans aucun effet net sur la productivité globale.
Grand rapport roue-travail
L'objectif du filtrage de la longueur de contact est d'obtenir une longueur de contact roue-pièce très grande par rapport à la longueur d'onde de la surface affectée par les vibrations. Lorsque le premier est suffisamment élevé par rapport au second, la meule élimine efficacement les pics liés aux vibrations de la pièce, lissant la surface même si des vibrations se produisent encore. Lorsque la profondeur de coupe est augmentée du même multiple que la vitesse d'avance est diminuée, le taux d'enlèvement de matière (et donc la productivité) peut rester le même.
La profondeur de coupe contrôle la longueur de contact. De toute évidence, l'augmentation de la longueur de contact doit éviter des effets défavorables tels que la brûlure du matériau, la déviation de la pièce, etc. La profondeur de coupe de la meule est augmentée à un niveau lourd par rapport aux conditions de coupe standard, mais évite toujours ces effets néfastes.
Pendant ce temps, la vitesse d'alimentation (ou vitesse de travail) contrôle la longueur d'onde des marques de vibration dans la pièce. Une vitesse de travail plus lente raccourcit la longueur d'onde.
Le filtrage de la longueur de contact commence à obtenir une surface lisse lorsque le double de la longueur de contact roue-pièce dépasse la longueur d'onde du broutage ou l'ondulation de la surface. En d'autres termes, la condition requise pour la réduction de l'amplitude du broutage est...
2 x longueur de contact (lc )≥ Longueur d'onde du Chatter (λchatter)
... où les deux chiffres ci-dessus définissent la longueur de contact (lc ) et la longueur d'onde de Chatter (λchatter) .
La technique ne fonctionnera pas toujours, disent les chercheurs. Il ne sera pas possible dans chaque processus d'obtenir une longueur d'onde de vibration suffisamment basse ou une longueur de contact suffisamment élevée. Dans ces cas, la seule solution restante est celle qui doit être effectuée de toute façon, à savoir prendre le temps d'identifier et de corriger la cause sous-jacente de la vibration. Voir l'encadré pour un cas dans lequel le filtrage de la longueur de contact a été efficace pour usiner une surface lisse malgré des vibrations extrêmes.
Cet article a été rédigé par Peter Zelinski, rédacteur en chef de Modern Machine Shop et initialement paru dans l'édition de décembre 2018. Il a été reproduit avec autorisation.
Technologie industrielle
- Roue de dressage et dressage d'une meule | Secteurs | Métallurgie
- Qu'est-ce qu'une rectifieuse ? - Définition et types
- Qu'est-ce que le broyage électrochimique et comment c'est fait ?
- Qu'est-ce que le rodage ? - Définition, processus et outils
- Découvrez les avantages de la rectification de surface et cylindrique en interne
- Services de meulage de surface :processus et précision
- Les principes fondamentaux de la rectification plane
- Qu'est-ce que le meulage de surface et pourquoi est-ce important ?
- Rectifieuse plane rotative et qualité de traitement