


Remplacement de la fabrication EDM par le fraisage CNC pour plus d'efficacité
Lire cet article en :Deutsch (Allemand)
De nombreux procédés de fabrication différents sont utilisé pour fabriquer des outillages pour la fabrication de moules. La plupart de la fabrication de moules implique un fraisage CNC ou un traitement soustractif du matériau. Outre le fraisage, d'autres opérations sont utilisées, notamment la fabrication additive et les opérations d'électroérosion.
Les fabricants sont aujourd'hui sous pression pour créer des pièces plus rapidement que jamais. Bien que la fabrication EDM soit valable dans de nombreux cas, il est important d'explorer si certains cas peuvent être remplacés par des méthodes plus rapides, telles que l'usinage CNC.
Qu'est-ce que l'EDM ?
EDM signifie usinage par décharge électrique, parfois appelé « usinage par étincelle » ou « enfoncement EDM ». C'est là qu'un courant électrique passe à travers une électrode dans un milieu diélectrique. L'électrode est réalisée à la forme du matériau à retirer de l'outillage du moule. L'étincelle érode le matériau pour former la forme finale souhaitée. Les frères Lazarenko ont développé l'EDM en tant que processus dans l'Union soviétique de l'époque pendant la Seconde Guerre mondiale.
Les électrodes sont généralement en graphite de carbone. Cependant, le cuivre, le laiton, les alliages de cuivre et d'autres matériaux peuvent être utilisés comme électrode. Les électrodes doivent généralement être fabriquées avant de pouvoir être utilisées dans une machine EDM.

Cas d'utilisation pour la GED
Il existe depuis longtemps des avantages perçus à l'utilisation de l'usinage EDM, notamment :
Coins intérieurs pointus
C'est l'un des plus grands avantages de la fabrication par électroérosion :la création d'angles internes nets qui, autrement, nécessiteraient un outillage CNC de diamètres minuscules ou ne seraient tout simplement pas possibles sur une fraiseuse CNC.
Zones profondes du moule
Les processus EDM étaient souvent utilisés à la place du fraisage CNC car il n'était pas possible d'obtenir des outils de coupe suffisamment profonds pour fraiser la forme correcte.
Géométrie très complexe
La sagesse conventionnelle veut que les formes complexes soient plus faciles à obtenir via la fabrication EDM.
Usinage des nervures
Les nervures des moules sont généralement minces et peuvent être assez profondes. Les opérations EDM sont souvent courantes dans ces domaines spécifiques.
Opérations sans surveillance
Dans le passé, les ateliers étaient plus enclins à faire fonctionner une machine à encastrer EDM sans surveillance, plutôt qu'une fraiseuse CNC.
Où la finition de surface EDM est spécifiée
La finition des opérations EDM est cohérente, sans usinage de festons ou de motifs tourbillonnants. Parfois, cette finition est spécifiée dans le cadre de la pièce.
Inconvénients de l'utilisation de l'EDM
Un endroit où vous ne pouvez pas utiliser l'EDM se trouve dans les zones HAZ, ou zones affectées par la chaleur. Ce sont des zones, peut-être des zones de soudure, où la chaleur des opérations EDM causerait plus de problèmes qu'elle n'en résoudrait.
En raison des empilements de tolérance des électrodes et des supports, ainsi que du fait de ne pas connaître la taille exacte de l'étincelle électrique, les zones nécessitant une grande précision ne conviennent souvent pas à l'EDM .
L'EDM est lent
Le principal inconvénient de l'EDM est qu'il s'agit d'un long processus. Tout d'abord, vous devez utiliser la fraiseuse CNC pour fraiser l'électrode. Souvent, vous aurez besoin de fraiser plusieurs électrodes pour une opération EDM car elles s'érodent également, et plusieurs électrodes peuvent être nécessaires pour une zone EDM. Ensuite, vous avez le processus EDM, qui a des taux d'enlèvement de métal plus lents que le fraisage.
Non seulement le processus EDM est plus lent, mais vous devez toujours utiliser une machine CNC pour fraiser une ou plusieurs électrodes avant de pouvoir utiliser la machine EDM. De plus, le fraisage des électrodes en graphite crée beaucoup de poussière. Sans fraiseuse CNC dédiée, avec un système d'aspiration haut de gamme, pour la poussière de graphite, vous avez des temps d'arrêt de la machine chaque fois que vous passez du fraisage du métal au carbone juste pour le nettoyage.
Si l'EDM fait partie de votre processus de fabrication et que vous souhaitez augmenter votre production pour rester compétitif, remplacer autant de travail EDM par l'usinage CNC est une façon de le faire .
Bien que le fraisage CNC ne puisse pas faire grand-chose à l'intérieur des angles vifs, il existe une technologie matérielle et logicielle plus récente qui atténue les autres avantages que l'EDM offrait autrefois .
Fraisage de zones profondes
L'utilisation d'électrodes et d'un processus EDM était courante pour les zones profondes du moule, mais la croissance des fraiseuses CNC 5 axes pour la communauté des fabricants de moules a changé cela paradigme. Lors de la fabrication de moules, la plupart des machines 5 axes fonctionnent en mode 3+2 axes, plutôt qu'en usinage 5 axes entièrement simultané.
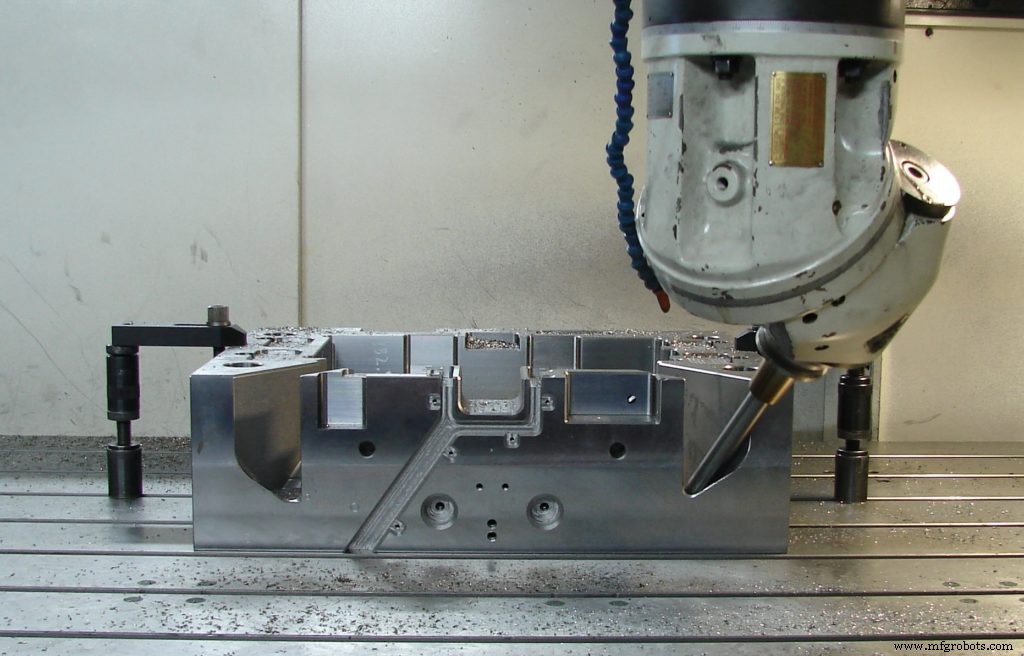
Les opérateurs et les programmeurs peuvent faire pivoter l'axe de l'outil vers autre chose que vers le haut en Z et usiner des zones profondes sans avoir besoin d'opérations EDM. Heureusement, les logiciels de CAO/FAO modernes comme Fusion 360 ont amélioré et simplifié les capacités d'usinage multiaxes, tout comme les machines elles-mêmes se sont améliorées. L'utilisation de Fusion 360 peut réduire les délais et vous aider à expédier les pièces plus rapidement.
Pour réussir le fraisage de zones profondes avec un usinage 3+2 ou 5 axes, il faut éviter les collisions et simuler l'outil et le porte-outil, la broche et d'autres pièces de machine susceptible d'entrer en collision avec la pièce en cours d'usinage. Cette étape est généralement effectuée dans le système CAM tel que Fusion 360 ou via un progiciel de simulation et de vérification tiers tel que CAMplete.
Usinage des nervures
Fraiser des nervures dans un moule peut être difficile, car elles nécessitent un outillage avec de grands rapports LD (longueur sur diamètre). Ces outils sont plus susceptibles de dévier, de vibrer ou de casser. De plus, l'évacuation des copeaux dans la nervure devient une considération importante.
Malgré les difficultés, le fraisage des nervures peut être considérablement plus rapide que d'utiliser l'EDM pour les créer. Les systèmes de FAO spécialisés qui incluent des fonctions spécialement conçues pour l'usinage des nervures facilitent leur programmation. Ces programmes peuvent descendre le long de l'axe de l'outil ou se transformer ou suivre les contours de la nervure. Dans les deux cas, de petites profondeurs axiales de coupes permettent un fraisage sûr des nervures.
En termes de ce qui est nécessaire côté CNC, l'outillage utiliserait normalement des supports thermorétractables pour la rigidité, et la fraise utilisée permettrait une bonne évacuation des copeaux, avec forte inondation ou air pour aider à évacuer les copeaux.
Géométrie complexe
La géométrie complexe était autrefois une utilisation courante pour les processus EDM, mais beaucoup peuvent être remplacées par l'usinage. Cela est dû aux améliorations dans tous les domaines de l'usinage CNC :
- Les porte-outils à ajustement rétractable et d'autres technologies d'outillage offrent plus de rigidité
- Les machines de fraisage sont plus fluides avec des capacités d'usinage à grande vitesse intégrées et des opérations de lissage.
- Un logiciel de programmation FAO tel que Fusion 360 offre davantage d'options et de méthodes de programmation, y compris l'usinage automatique des restes, pour le fraisage de formes complexes.
Usinage sans surveillance
Bien qu'il semble effrayant de faire fonctionner une machine 5 axes coûteuse sans surveillance, c'est exactement ce que font de nombreux ateliers avancés pour augmenter l'efficacité et améliorer la disponibilité de l'usine. Bien sûr, plus les machines tournent dans le temps, plus les pièces sortent rapidement et plus vous pouvez gagner d'affaires.
Le logiciel de simulation mentionné précédemment pour l'usinage multiaxe peut également vérifier que les programmes sont sans collision et peuvent être exécutés sans surveillance. Les algorithmes peuvent automatiquement remplacer les outils de coupe par de nouveaux après un certain temps d'utilisation, ce qui permet des temps d'exécution plus longs sans surveillance. Ceci est particulièrement utile pour les grandes pièces.
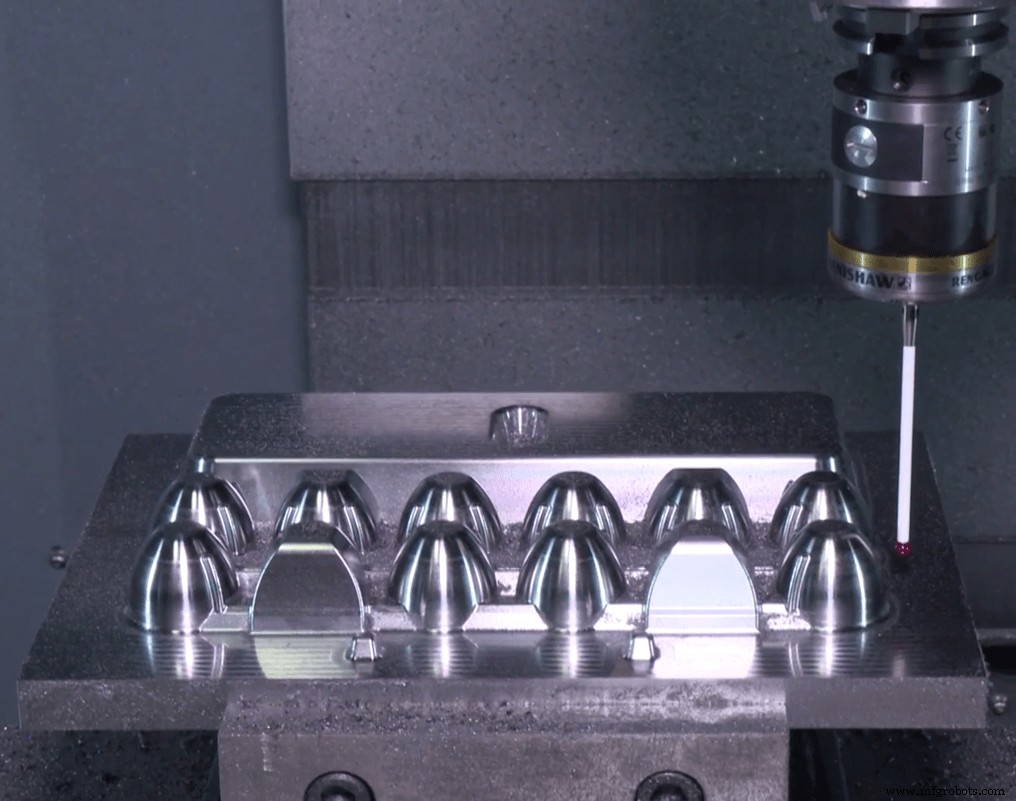
L'inspection est également un élément clé de l'usinage sans surveillance. Fusion 360 inclut des opérations d'inspection en cours de processus intégrées afin que les caractéristiques clés puissent être sondées pour la taille afin que les pièces suivantes restent dans les tolérances même lorsque l'outil s'use. D'autres opérations arrêtent la machine s'il s'avère qu'une entité est hors tolérance en taille ou en position. Cela évite les erreurs catastrophiques susceptibles de perturber la production.
Passer au fraisage CNC
Les opérations de fraisage dans la fabrication de moules offrent des taux d'enlèvement plus rapides que les opérations EDM. Passer des processus EDM peut vous aider à réduire les délais de livraison et à augmenter votre rendement. Les progrès dans les porte-outils, les machines 5 axes et les logiciels de programmation FAO comme Fusion 360 ont permis de remplacer de nombreuses opérations EDM par une opération de fraisage CNC.
Êtes-vous prêt à passer de la fabrication EDM au fraisage CNC ? En savoir plus sur la façon d'optimiser vos machines avec Fusion 360.

Technologie industrielle
- 4 conseils pour les débutants en fraiseuse CNC
- Fabrication de PCB pour la 5G
- La VDMA va développer une feuille de route pour l'impression 3D avec une feuille de route pour la fabrication
- Améliorez l'efficacité de la fabrication grâce aux services d'usinage CNC
- Technologie de fraisage CNC pour les surfaces courbes
- Fraisage et usinage CNC :à quoi ça sert ?
- Pourquoi s'embêter avec un tour de fraisage CNC?
- Mon EDM CNC préféré pour l'usinage
- 5 techniques de fraisage CNC pour vos meilleures conceptions