


Meulage sans centre de composants usinés avec précision

Pour modifier le diamètre extérieur (OD) d'une pièce usinée avec précision, il existe deux types d'opérations de rectification plane cylindrique qui peuvent être utilisées :centerless et centrée. Le meulage du diamètre extérieur d'un composant décolleté CNC offre plusieurs avantages :une finition de surface plus lisse (Ra), une tolérance de diamètre extérieur plus serrée (jusqu'à +/- 0,0001") et l'élimination de la distorsion qui peut survenir lors du traitement thermique.
- Dans la rectification centrée, la pièce est maintenue immobile et la meule monte et descend la pièce pour enlever la matière. Pour ce faire, on utilise de petites indentations aux extrémités de la pièce (appelées centres) pour aider la rectifieuse à maintenir la pièce immobile
- Dans la rectification Centerless, la meule est fixe. La pièce se déplace dans la machine et passe devant la meule, qui enlève le matériau de la pièce. Ce processus est utilisé lorsque la pièce ne peut pas avoir de centres ajoutés aux extrémités du composant.
Pioneer Service dispose de capacités internes pour la rectification sans centre. De plus, en fonction des exigences du projet, des délais et de la capacité, nous faisons également appel à plusieurs prestataires de services de rectification externes hautement qualifiés pour les composants. Les partenaires de meulage extérieur sont souvent utilisés lorsque le composant nécessite la combinaison de meulage OD et ID (diamètre interne).
Pioneer Service propose deux types de rectification sans centre :
1) Rectification en plongée :
- OD de 0,045" (1,14 mm) à 1,5" (38,1 mm) de diamètre
- Surfaces jusqu'à 6" de long (à partir d'une extrémité de la pièce)
- Tolérances :+/- 0,0001"
- Finition de surface à 2Ra
- Utilisé pour les pièces aux formes plus complexes ou lorsque plusieurs diamètres extérieurs doivent être rectifiés
- Généralement, cela prend plus de temps pour rectifier un composant car chaque niveau nécessite une configuration différente
- Utilisé pour le meulage de petits plats et fentes
2) Rectification en continu :
- OD de 0,045″ (1,14 mm) à 1,0″ (25,4 mm) de diamètre
- Pièces jusqu'à 72" de long
- Tolérances :+/- 0,0001"
- Finition de surface à 2Ra
- Utilisé pour les pièces d'un diamètre nécessitant un meulage
- Généralement la meilleure option lorsque les relations diamétrales doivent être maintenues
- Généralement, prend moins de temps que la rectification en profondeur car plusieurs pièces peuvent être introduites à travers un tube dans la rectifieuse
Ci-dessous, une vue rapprochée d'une pièce avec des centres à l'extrémité (à gauche) et sans (à droite). La pièce de droite serait candidate à la rectification sans centre car elle n'a pas de centres. La pièce de gauche peut être meulée en meulage sans centre ou centré.

En rectification centerless, la rectifieuse possède 2 meules (voir image de droite) :
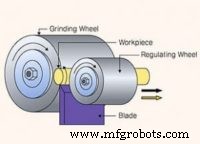
- Meule de meulage :la meule a une surface abrasive et meule le matériau de la surface du composant (pièce à usiner) lorsqu'il se déplace dans la machine.
- Roue de régulation :cette roue contrôle la vitesse et la profondeur d'enlèvement de matière du composant (pièce) lors de son déplacement dans la machine.
La lame du centre de travail soutient le composant (pièce) lors de son déplacement dans la machine. La meule, la meule de réglage et la lame du centre de travail sont toutes fixes. Le composant (pièce) se déplace dans la machine à une vitesse régulée pour obtenir la finition de surface et la taille spécifiées.
Lors du meulage d'un composant (pièce) qui a des centres (voir l'image de droite), la pièce est maintenue immobile et la meule se déplace le long du composant pour enlever de la matière afin d'atteindre la tolérance et la finition de surface spécifiées.

Pioneer Service peut rectifier sans centre les matériaux suivants :
- Aluminium
- Laiton
- Cuivre
- Acier au carbone
- Alliages d'acier
- Acier inoxydable
Certains des types de composants Pioneer Service ont une masse sans centre :
- Arbres
- Composants hydrauliques
- Tiges filetées
- Épingles
- Douilles
- Fixations
Notre galerie de produits présente de nombreux composants que nous avons usinés avec précision au fil des ans, avec une grande variété d'exigences de finition, y compris la rectification sans centre.
Les industries qui utilisent des composants rectifiés sans centre incluent :la médecine, l'aérospatiale, l'armée/la défense, la production d'énergie, le pétrole et le gaz, la transformation des aliments et bien d'autres.>contactez-nous aujourd'hui.
Technologie industrielle
- Comment CV19 va-t-il changer l'approvisionnement mondial en composants usinés de précision ?
- Traitement de surface pour pièces d'avion usinées avec précision
- Traitement thermique des pièces usinées avec précision
- Applications courantes pour les pièces usinées CNC de précision
- Comment fabriquer des composants mécaniques de précision
- Les meuleuses sans centre sont uniques
- Un regard plus attentif sur la rectification sans centre
- Comprendre les composants de haute précision
- Qu'est-ce que la petite meuleuse sans centre ?