


Foret hélicoïdal :pièces, types et nomenclature avec
Dans cet article, vous apprendrez Qu'est-ce que Twist Drill et Comment est-il utilisé ? Avec ses pièces, types et nomenclature de foret hélicoïdal . Vous pouvez également télécharger le fichier PDF à la fin de cet article.
Perceuse hélicoïdale
Le type de foret le plus utilisé aujourd'hui est le foret hélicoïdal. Il a été essentiellement formé en tordant longitudinalement une pièce plate d'acier à outils pendant plusieurs tours, puis en meulant le diamètre et la pointe. Actuellement, les forets hélicoïdaux sont fabriqués par deux cannelures ou rainures en spirale d'usinage qui s'étendent dans le sens de la longueur autour du corps du foret.

Un foret hélicoïdal est un outil de coupe en bout. Différents types de forets hélicoïdaux sont classés par l'Indian Standard Institute en fonction du type de tige, de la longueur de la flûte et de la longueur totale du foret.
Tu pourrais aimer :Fraiseuse :pièces et principe de fonctionnement
Types de foret hélicoïdal
Voici les types de forets hélicoïdaux :
- Foret hélicoïdal à tige parallèle série courte ou Jobbers
- Foret hélicoïdal à queue parallèle de la sous-série
- Foret hélicoïdal à queue parallèle série longue
- Foret hélicoïdal à tige conique
- Carotteuse à tige conique (trois ou quatre cannelures)
- Perceuse à tube d'huile
- Forets à centrer
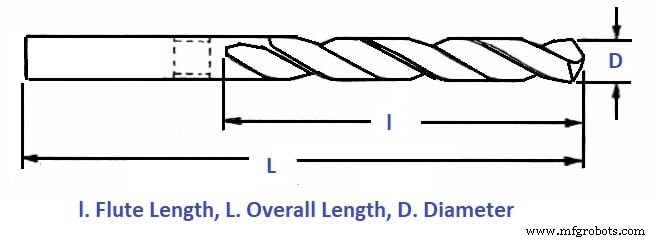
1. Séries Courtes ou Jobbers Queue Parallèle Foret hélicoïdal
Le foret a deux tiges parallèles d'environ le même diamètre que l'extrémité de coupe. Le diamètre du foret varie de 0,2 à 16 mm augmentant de 0,02 à 0,03 mm en série inférieure à 0,25 mm en série supérieure. La figure illustre l'exercice.
2. Queue parallèle de la sous-série Foret hélicoïdal
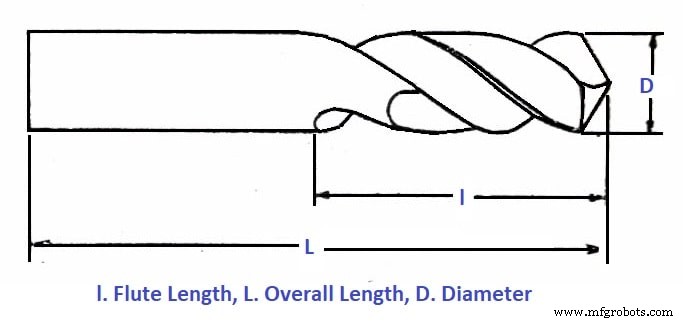
Le foret est un type raccourci du foret hélicoïdal à tige parallèle, le raccourcissement étant sur la longueur de la flûte. Le diamètre du foret varie de 0,5 à 40 mm augmentant de 0,3 m en série inférieure à 0,25 à 0,5 mm en série supérieure. La figure illustre l'exercice.
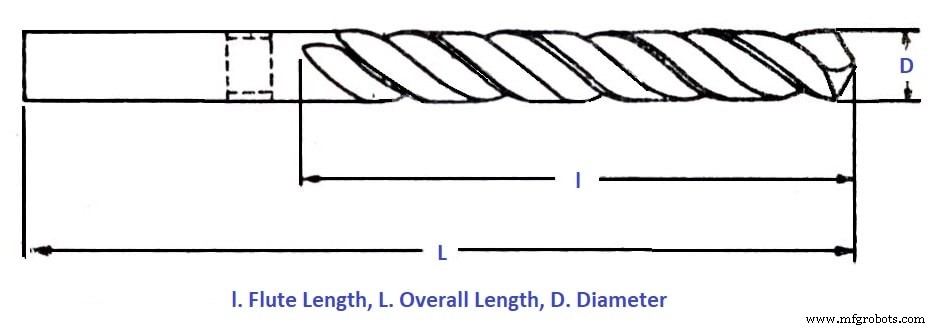
3. Queue parallèle série longue Foret hélicoïdal
Le foret a deux cannelures hélicoïdales avec une tige parallèle d'environ le diamètre de la tige comme extrémité de coupe, qui ne dépasse cependant pas le diamètre à la pointe du foret.
La longueur totale de ce foret est la même que celle d'un foret hélicoïdal à queue conique de diamètre correspondant. Le diamètre varie de 1,5 à 26 mm augmentant de 0,3 mm dans les séries inférieures à 0,25 mm dans les séries supérieures. La figure illustre l'exercice.
4. Foret hélicoïdal à tige conique
Les forets ont deux cannelures hélicoïdales avec une tige conique pour tenir et entraîner le foret. La tige de ces forets est conforme aux cônes Morse. Le diamètre varie de 3 à 100 mm.
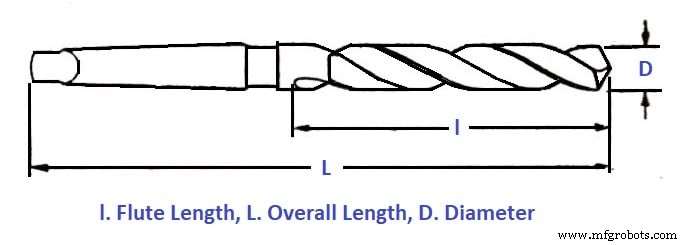
Le diamètre augmente de 0,3 mm dans la série la plus basse avec le cône Morse n° 1, de 0,25 mm dans le cône Morse n° 2 et 3, de 0,5 mm dans le cône Morse n° 4 et de 1 mm dans le cône Morse n° 5 et 6.
La tige conique Morse est utilisée en dessous d'une taille de 6 mm n'est pas préférée. Une jauge de forage permet de sélectionner facilement n'importe quel foret en se concentrant dans les trous de la jauge. La figure illustre l'exercice.
5. Foret à tige conique (trois ou quatre cannelures)
Ces forets de type so sont conçus pour agrandir des trous carottés, poinçonnés ou percés. Ces forets ne peuvent pas créer un trou dans un matériau solide car les arêtes de coupe ne s'étendent pas jusqu'au centre du foret. Le métal est enlevé par un bord chanfreiné au bout de chaque flûte.
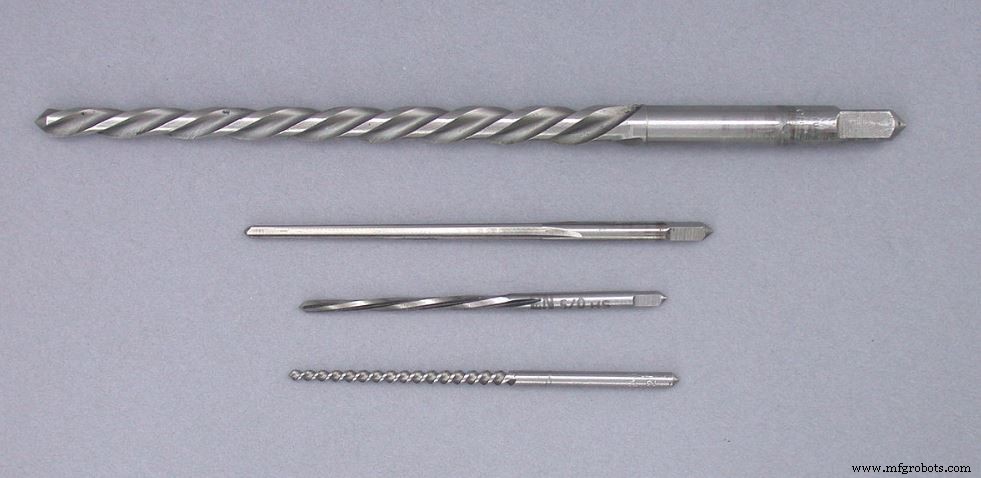
Les forets à noyau fournissent des trous mieux finis que ceux coupés par des forets normaux à deux cannelures. L'action de coupe d'une carotteuse est similaire à celle d'un alésoir à rose et est utilisée comme alésoir grossier. Dans certains cas, un foret hélicoïdal à deux cannelures est choisi pour créer un trou de la moitié de la taille requise et le reste est terminé par un foret à trois ou quatre cannelures. La figure illustre l'exercice.
6. Perceuse à tube d'huile
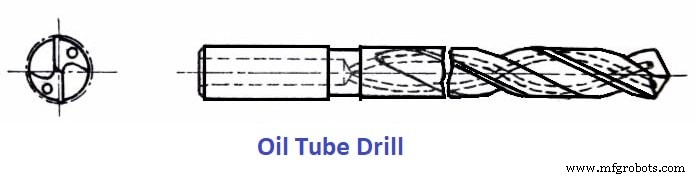
Les perceuses à tube d'huile sont utilisées pour percer des trous profonds. Des tubes d'huile courent en spirale dans le sens de la longueur à travers le corps et transportent l'huile directement vers les arêtes de coupe.
Le liquide de coupe ou l'air comprimé est poussé à travers les trous jusqu'au point de coupe du foret pour séparer les copeaux, refroidir le tranchant et lubrifier la surface usinée. La figure illustre la perceuse à tube d'huile.
7. Perceuses centrales

Les forets centraux sont à tige droite, deux forets hélicoïdaux cannelés utilisés lorsque des trous centraux sont percés aux extrémités d'un arbre. Ils sont fabriqués dans des tailles plus fines. La figure illustre l'exercice.
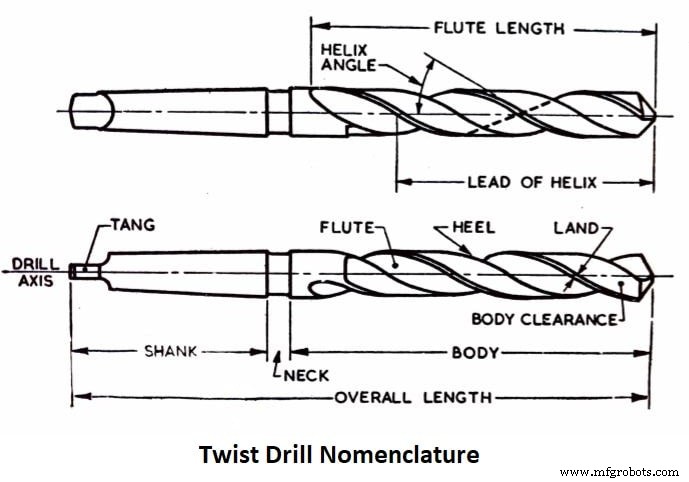
Nomenclature des forets hélicoïdaux
Voici la nomenclature du foret hélicoïdal, les définitions et les fonctions des différentes parties d'un foret illustrées dans la figure.
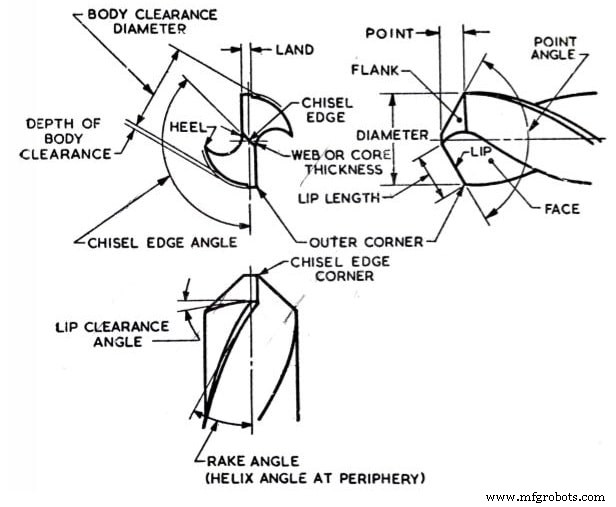
Éléments de forage hélicoïdal
Voici les éléments du foret hélicoïdal :
- Axe
- Corps
- Autorisation du corps
- Bord biseauté
- Coin biseauté
- Visage
- Flanc
- Flûtes
- Talon
- Terrains
- Lèvre (tranchant)
- Cou
- Coin extérieur
- Foret de coupe à droite
- Tige
- Tang
- Web
1. Axe
L'axe longitudinal du foret.
2. Corps
La partie du foret augmentant de son point extrême à l'origine du col, s'il est présent, augmentant autrement jusqu'à l'origine de la tige.
3. Dégagement du corps
Partie de la surface du corps dont le diamètre est réduit pour fournir un jeu de diamètre.
4. Bord biseauté
L'arête formée par l'intersection des flancs. Le bord biseauté est aussi parfois appelé le point mort. Le point mort ou le bord biseauté se comporte comme un foret plat et coupe son propre trou dans la pièce à usiner.
Une grande quantité de poussée axiale est nécessaire pour couper le trou à partir du bord biseauté. Dans certains forets, le bord du burin est en spirale au lieu d'un droit. Cela réduit la poussée axiale et améliore l'emplacement du trou. Les risques de production de trous surdimensionnés sont également réduits.
5. Coin biseauté
Le coin produit par l'intersection d'une lèvre et du bord biseauté.
6. Visage
La partie de la surface de la cannelure adjacente à celle de la lèvre sur laquelle la puce empiète lorsqu'elle est coupée de l'ouvrage.
7. Flanc
La surface à un point de forage qui s'étend derrière la lèvre jusqu'à la flûte suivante.
8. Flûtes
La rainure dans le corps de la perceuse qui donne la lèvre. Les usages des flûtes sont :
- À partir des arêtes de coupe sur le point.
- Pour permettre aux copeaux de s'échapper.
- Pour faire friser les copeaux.
- Pour permettre au liquide de coupe de pénétrer dans les arêtes de coupe.
9. Talon
Le bord produit par l'intersection de la surface de la flûte et du dégagement du corps.
10. Terres
La surface rectifiée cylindrique aux bords principaux de la goujure de perçage. La largeur du plat est mesurée à l'angle droit de l'hélice de la flûte. La perceuse est pleine grandeur uniquement sur les terres à l'extrémité pointue. La terre maintient la perceuse alignée.
11. Lèvre (tranchant)
L'arête formée par les intersections du flanc et de la face. Les exigences des lèvres de forage sont :
- Les deux lèvres doivent être au même angle d'inclinaison avec l'axe du foret, 59° pour un travail général.
- Les lèvres doivent être de longueur égale.
- Les deux lèvres doivent être fournies avec le jeu correct.
12. Cou
Le diamètre entre le corps et les pattes du foret est partiellement réduit. Le diamètre et d'autres détails du foret sont gravés sur le col.
13. Coin extérieur
Le coin formé par l'intersection du flanc et de la face.
14. Pointe
L'extrémité affûtée du foret, constituée de toute la partie du foret qui est façonnée pour produire des lèvres, des faces, des flancs et un tranchant biseauté.
15. Perceuse à droite
Un foret qui coupe lorsqu'il tourne dans le sens inverse des aiguilles d'une montre vu sur l'extrémité pointue du foret.
16. Tige
La partie de la perceuse par laquelle elle est tenue et entraînée. Les types de tiges les plus courants sont les tiges coniques et droites. La tige conique permet de centrer et de maintenir le foret par friction dans l'extrémité conique de la broche.
17. Tang
L'extrémité aplatie de la tige conique conçue pour s'adapter à l'intérieur d'une fente de dérive dans la broche, la douille ou le porte-foret. La soie assure un entraînement positif du foret à partir de la broche de forage.
18. Internet
La partie centrale du foret située entre les racines des cannelures et s'étendant de la pointe vers la tige; l'extrémité pointue de la bande ou du noyau forme le bord biseauté.
Télécharger le PDF de cet article
Télécharger le PDFConclusion
Alors maintenant, nous espérons avoir dissipé tous vos doutes sur la nomenclature des forets hélicoïdaux. Si vous avez encore des doutes sur la « Nomenclature des forets hélicoïdaux ” vous pouvez nous contacter ou demander dans les commentaires.
Nous avons également une communauté Facebook pour vous, si vous le souhaitez, vous pouvez rejoindre notre communauté, voici le lien vers notre groupe Facebook.
Voilà merci d'avoir lu. Si vous aimez notre article, partagez-le avec vos amis. Si vous avez des questions sur un sujet, vous pouvez les poser dans la section des commentaires.
Abonnez-vous à notre newsletter pour être informé de nos nouveaux articles.
Technologie industrielle
- Types de capteurs analogiques et numériques avec applications
- Concevoir avec Bluetooth Mesh :nœuds et types de fonctionnalités
- Opérateurs en C++ avec exemple :qu'est-ce que c'est, les types et les programmes
- Variables Java et types de données avec EXAMPLE
- Angle de coupe :définition, importance et types (positif, négatif, zéro) [Notes avec PDF]
- Quelle machine à sous ? - Définition, pièces et types
- Qu'est-ce qu'une raboteuse ? - Définition, pièces et types
- Signification et types de processus de fabrication
- Machines CNC :types, pièces et avantages