


Différence entre l'angle de coupe positif et l'angle de coupe négatif
L'usinage est un processus de fabrication soustractif par lequel le matériau en excès est retiré de l'ébauche préformée sous forme de copeaux afin d'améliorer la précision et la tolérance dimensionnelles. Un outil de coupe en forme de coin (ou couteau) est utilisé pour le cisaillement progressif du matériau couche par couche. La géométrie, l'orientation et le matériau sont trois facteurs primordiaux qui influencent la capacité d'usinage et la qualité du produit. La géométrie de la fraise englobe les caractéristiques cruciales des arêtes de coupe et des surfaces pertinentes. Cela inclut, mais sans s'y limiter, l'angle de coupe dans différentes directions, les angles de dégagement dans différentes directions, le rayon d'arête, l'orientation des arêtes de coupe, le rayon de bec, etc. Différents systèmes de désignation d'outils affichent ces caractéristiques de manière standard.
L'angle de coupe d'une fraise indique essentiellement l'inclinaison de la surface de coupe. Étant donné que la surface de coupe est la surface d'écoulement des copeaux, l'angle de coupe indique également la direction d'écoulement des copeaux (en coupe orthogonale). Il s'agit d'un paramètre crucial car il influence directement ou indirectement la déformation par cisaillement, la direction d'écoulement des copeaux, la force de coupe, la consommation d'énergie, l'usinabilité, etc. Par définition, l'angle de coupe est l'angle entre la surface de coupe de la fraise et le plan de référence et mesuré sur un autre plan. En fonction du plan sur lequel cet angle est mesuré, il peut avoir des noms différents, tels que le râteau orthogonal (mesuré sur le plan orthogonal), le râteau latéral (mesuré sur le plan longitudinal de la machine), le râteau arrière (mesuré sur le plan transversal de la machine), le râteau maximum (mesuré sur un plan perpendiculaire à la ligne maîtresse pour le râteau), etc.
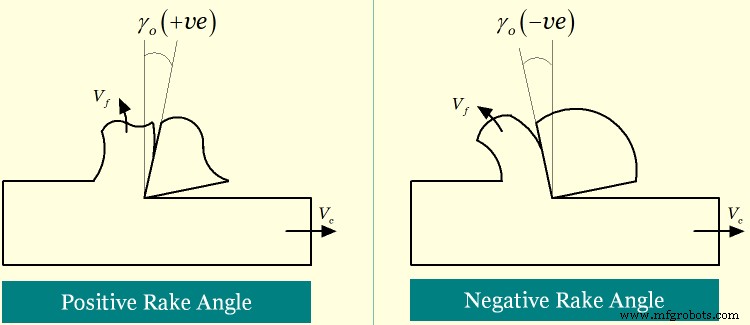
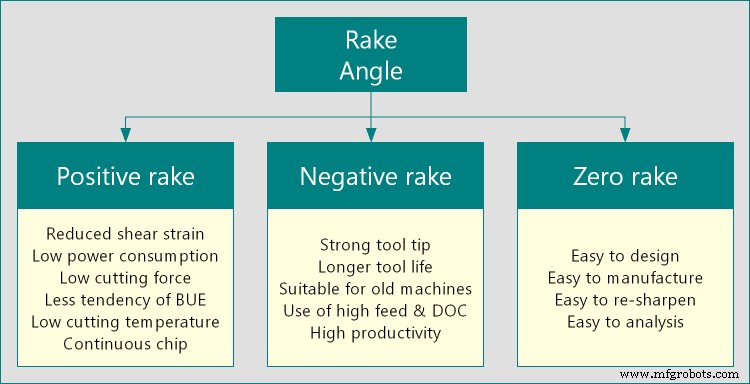
Indépendamment du plan ou de la direction dans laquelle il est mesuré, l'angle de coupe peut être positif, négatif ou même nul. Ce concept a évolué à partir de l'orientation relative de la surface de coupe par rapport au plan de référence fixe - dans une direction, il est considéré comme positif, dans l'autre sens, il est considéré comme négatif et lorsqu'ils se confondent, l'angle de coupe est considéré comme nul. Un râteau positif se produit lorsque la somme de l'angle de coin et de l'angle de dégagement est inférieure à 90° sur un plan particulier. Il offre un tranchant tranchant et peut ainsi cisailler efficacement le matériau de la pièce nécessitant moins de force. Maintenant, si la somme de l'angle de coin et de l'angle de dégagement devient égale à 90 ° sur un plan particulier, alors l'angle de coupe devient nul . De même, lorsque la somme de l'angle de coin et de l'angle de dégagement est supérieure à 90 ° sur un plan particulier, l'angle de coupe devient négatif . Le râteau négatif offre une pointe d'outil plus solide et donc une durée de vie de l'outil améliorée. Diverses différences entre le rake positif et le rake négatif sont présentées ci-dessous sous forme de tableau.
Table :Différences entre le rake positif et le rake négatif
| Angle de coupe positif | Angle de coupe négatif |
|---|---|
| L'angle de coupe est considéré comme positif lorsque la somme de l'angle de coin et de l'angle de flanc est inférieure à 90 °. | L'angle de coupe est considéré comme négatif lorsque la somme de l'angle de coin et de l'angle de flanc est supérieure à 90 °. |
| Le râteau positif offre un coin fin. | Le râteau négatif rend le coin plus épais. |
| La déformation par cisaillement de la puce est moindre en raison du biseau fin. | Un coin plus épais entraîne une déformation par cisaillement élevée du copeau. |
| Il a également tendance à réduire l'épaisseur des copeaux et donc le CRC reste faible. | Cela a tendance à augmenter l'épaisseur des copeaux et donc le CRC devient élevé. |
| La force de coupe et donc la consommation d'énergie pendant l'usinage sont comparativement inférieures. | Dans les mêmes conditions, il nécessite une force et une puissance de coupe plus élevées. |
| Un faible CRC, un faible effort de coupe et une faible puissance indiquent une bonne usinabilité. | L'usinabilité est médiocre avec un râteau négatif. |
| La pointe de l'outil est moins étrange et donc sujette à une défaillance catastrophique. | La pointe de l'outil est plus solide et donc moins de risque de rupture soudaine. |
| Une charge de copeaux plus élevée ne peut pas être appliquée car l'outil ne peut pas la supporter. | Une charge de copeaux plus élevée peut être appliquée en toute sécurité. |
| Le râteau positif convient à l'usinage de matériaux souples et ductiles, tels que le cuivre et l'aluminium. | Le râteau négatif est bon pour l'usinage de matériaux durs et cassants, tels que le titane, l'acier inoxydable. |
Concepts d'angle de flanc, d'angle de coin et d'angle de coupe : La vue en coupe du coin d'un outil de coupe affiche ces trois angles différents; cependant, aucun d'entre eux n'a de valeur fixe. Différents outils de coupe peuvent avoir des valeurs différentes de ces angles et la même chose joue un rôle clé sur les performances d'usinage. Le plan de référence est supposé être perpendiculaire au vecteur vitesse de coupe. L'angle entre le vecteur de vitesse de coupe et la surface du flanc de l'outil de coupe est appelé angle de flanc ou angle de dégagement. Le coin est produit en raison de l'intersection de la surface de coupe et de la surface du flanc le long du tranchant; et l'angle correspondant est appelé angle de coin. Maintenant, l'angle entre la surface de coupe et le plan de référence est appelé angle de coupe. Par rapport au plan de référence, lorsque la surface de coupe est orientée vers le vecteur vitesse de coupe, l'angle correspondant est considéré comme positif ; lorsque la surface de coupe est orientée à l'opposé du vecteur de vitesse de coupe, l'angle correspondant est considéré comme négatif ; et lorsque la surface de coupe fusionne avec le plan de référence, l'angle correspondant est considéré comme nul.
Épaisseur du coin et angle de coupe : Étant donné que la somme algébrique de l'angle de râteau, de l'angle de flanc et de l'angle de coin doit être nulle, donc pour un angle de flanc constant, l'angle de coin sera inférieur avec un râteau positif par rapport à un râteau négatif. Ainsi, le râteau négatif offre un coin plus épais, capable de supporter une force de coupe plus élevée.
Déformation par cisaillement et épaisseur des copeaux : Pendant l'usinage, la fraise comprime une fine couche de matériau et la cisaille progressivement. Par conséquent, les copeaux non coupés se déforment plastiquement pour produire des copeaux, puis s'écoulent sur la surface de coupe avant de quitter la zone d'usinage. La déformation par cisaillement augmente également l'épaisseur du copeau par rapport à sa valeur non coupée. Cet incrément est mesuré par un coefficient, appelé coefficient de réduction des copeaux (CRC), qui est défini comme le rapport de l'épaisseur des copeaux à l'épaisseur des copeaux non coupés. CRC est toujours supérieur à 1 ; cependant, une valeur inférieure est toujours souhaitable. La fraise à râteau négatif déforme le copeau dans une large mesure, ce qui entraîne une épaisseur de copeau plus élevée et un CRC plus élevé. Cependant, la fraise à dépouille positive permet un écoulement régulier des copeaux sur la surface de dépouille, ce qui se traduit finalement par une déformation par cisaillement comparativement plus faible et un CRC inférieur. Cependant, en aucun cas le CRC ne peut être inférieur à 1, sauf si la découpe est à l'échelle micro ou nano-échelle.
Force de coupe et consommation d'énergie : Plus la puissance de coupe consommée lors de l'usinage d'un matériau particulier est faible, meilleures seront les performances d'usinage. Bien que la force et la puissance dépendent de nombreux facteurs, l'angle de coupe a également peu d'influence. En raison d'une déformation de cisaillement plus faible et d'un CRC inférieur avec un angle de coupe positif, la force de coupe requise pour enlever une zone particulière de matériau est bien inférieure à celle avec une fraise ayant un angle de coupe négatif lorsque toutes les autres conditions d'usinage restent inchangées.
Aspect usinabilité : L'usinabilité est l'indication de la facilité avec laquelle un matériau de travail peut être usiné à l'aide d'un outil de coupe particulier dans des conditions spécifiées. Il ne peut pas être mesuré quantitativement de manière fiable; ne peut être jugé que qualitativement sur la base d'autres paramètres, notamment la déformation par cisaillement, le CRC, la force et la puissance de coupe, la température de coupe, la forme et la couleur des copeaux, la tendance à la formation de BUE, l'état de la surface usinée, etc. Dans l'ensemble, un râteau positif a tendance à offrir une meilleure usinabilité.
Résistance de l'arête de coupe et charge de copeaux : Un râteau négatif ressort mieux dans ce cas car il est livré avec un coin plus épais. L'épaisseur accrue du coin améliore la résistance de l'arête de coupe et peut donc supporter une charge plus élevée sans défaillance. Un coin plus fin, associé à un râteau positif, peut casser si la charge de copeaux dépasse une certaine limite ; et par conséquent, un plus grand volume de matériau ne peut pas être enlevé en un seul passage (taux d'enlèvement de matière ou productivité plus faible). Il peut également présenter un risque de défaillance catastrophique sous l'effet des vibrations de la machine ou de la charge d'impact, ce qui se produit fréquemment lors de l'usinage de pièces non symétriques en rotation ou de la coupe de pièces ayant un matériau inhomogène.
Matériel de travail approprié : Étant donné que le râteau négatif peut supporter une force de coupe et une charge d'impact plus élevées, il peut donc être appliqué en toute sécurité lors de la coupe de matériaux durs et cassants comme l'acier à outils, l'acier inoxydable, le titane, etc. Lorsque la composition du matériau n'est pas homogène ou qu'il y a un risque de charge d'impact alors le râteau négatif est un meilleur choix. Le râteau positif fonctionne bien lors de la coupe de matériaux plus mous et ductiles comme le capsuleur, l'aluminium, etc.
Une comparaison scientifique entre l'angle de coupe positif et l'angle de coupe négatif est présentée dans cet article. L'auteur vous suggère également de parcourir les références suivantes pour une meilleure compréhension du sujet.
- Usinage et machines-outils par A. B. Chattopadhyay (1 er édition, Wiley).
- Différence entre le rake positif et le rake négatif par difference.minaprem.com.
- Source de l'image :minaprem.com.
Technologie industrielle
- Différence entre structure et union
- Différence entre C et C++
- Différence entre C et Java
- Python vs JavaScript :Différence entre JavaScript et Python
- Python Vs Ruby :Différence entre Ruby et Python
- Différence entre l'entraînement par chaîne et l'entraînement par engrenage
- Quelle est la différence entre l'industrie 4.0 et l'industrie 5.0 ?
- Différence entre pompe dynamique et volumétrique
- Différence entre le contreplaqué de résineux et le contreplaqué de feuillus