


L'imprimante 3D saute des couches ! Guide sur la façon de le réparer!
Quelle que soit la marque de l'imprimante, tous les utilisateurs d'imprimantes 3D ont rencontré ce problème particulier à un moment donné. Cet article analyse les différents facteurs qui peuvent causer ledit problème et les solutions dans chaque cas.
Comment les utilisateurs peuvent-ils résoudre le problème de saut de couche ? Généralement, il s'agit d'un problème mécanique et il est possible de le résoudre et même de le prévenir avec quelques réglages simples et un bon entretien.
Comment savoir si l'imprimante 3D saute des couches ?
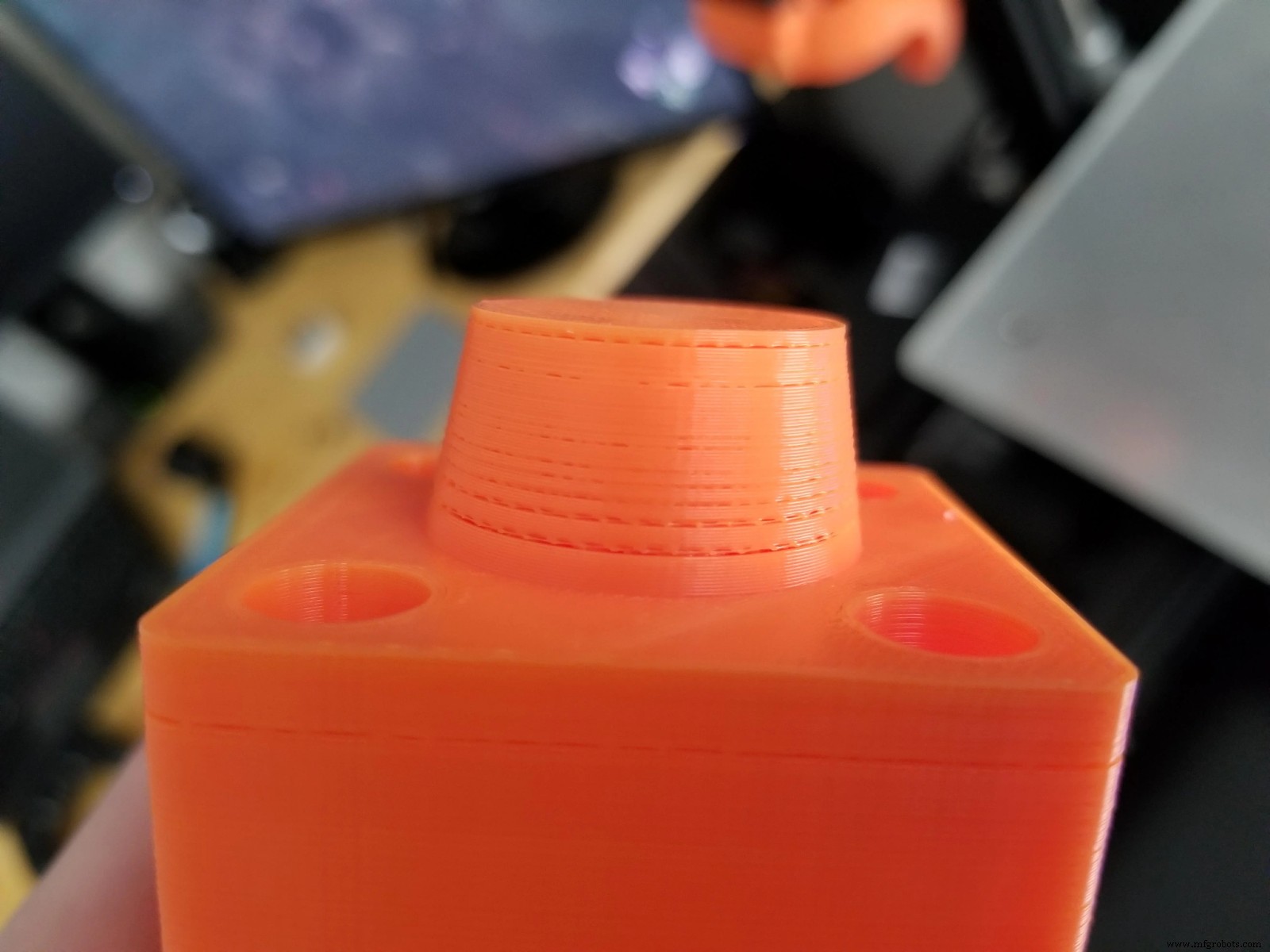
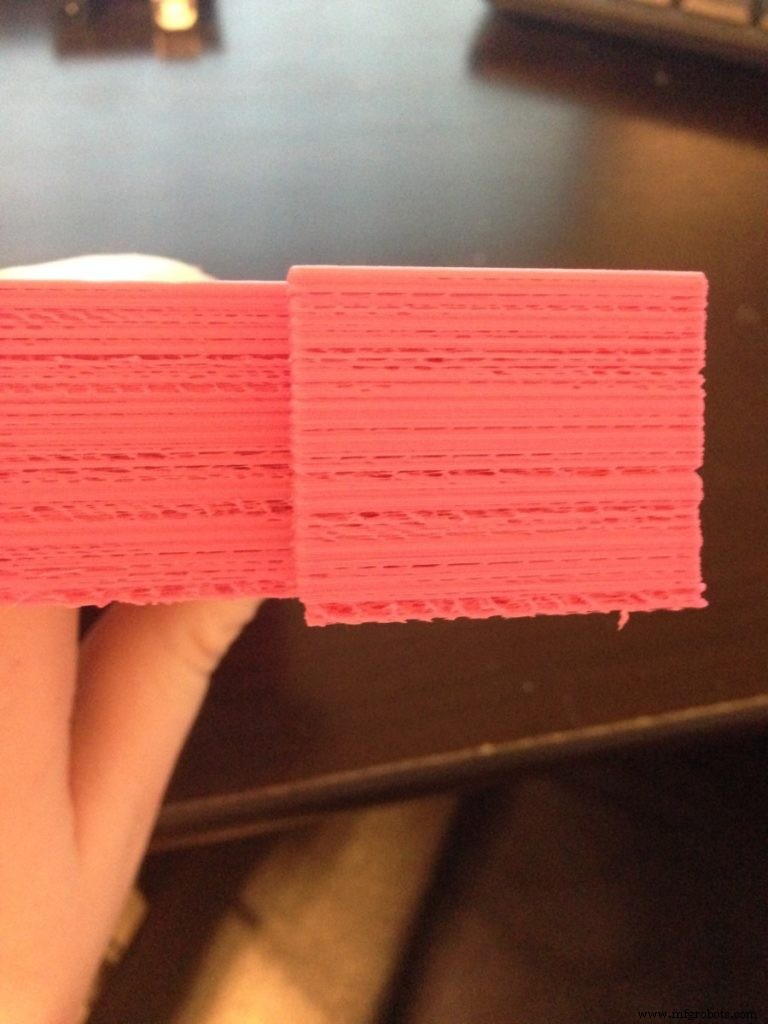
Lorsqu'il y a des problèmes de saut de couche, certaines couches avec un manque de matière ou un flux irrégulier et rare peuvent être observées dans les pièces comme le montrent les images ci-dessous. Ainsi, les pièces ont un aspect mauvais voire fragile.
Quelles sont les causes et comment résoudre le problème ?
De nombreux facteurs peuvent causer ce type de problèmes. En général, l'absence de couche ou le saut de couche est généralement dû à un problème mécanique. Les solutions des plus générales aux plus spécifiques pour résoudre ledit problème sont décrites ci-dessous.
Commencer par la maintenance mécanique
Il est important d'apprendre à effectuer la maintenance mécanique de l'imprimante pour éviter les désagréments futurs et ainsi prolonger également la durée de vie de ses éléments. Comme cela se produit avec n'importe quelle machine, les pièces s'usent en raison d'une utilisation fréquente et certaines vis se desserrent, les pièces lubrifiées se dessèchent, etc.
Effectuez un service de maintenance en quelques étapes simples :
Serrer tous les écrous et les vis
Les vibrations dues au mouvement constant sont la cause du desserrage des vis et des écrous. Si les vis de l'imprimante ne sont pas correctement serrées, de petits désalignements peuvent être observés dans certains axes et dans les courroies également, entre autres désalignements.
Comment faire
Pour cette tâche, des clés Allen et des pinces ou des clés de la taille des écrous sont nécessaires.
Il vous suffit de vérifier et de serrer toutes les vis à l'aide de la clé Allen appropriée. Si la vis est traversante et que l'écrou est derrière, maintenez l'écrou avec une pince ou une clé afin qu'il ne tourne pas faussement lors du serrage de la vis.

Dans certains cas, il convient de remplacer les écrous normaux par des écrous auto-freinants. Ceux-ci sont faits d'un matériau à l'intérieur qui agit comme un frein afin qu'ils ne se desserrent pas avec les vibrations.

Il est également important de bien serrer la courroie du chariot. Généralement, les imprimantes disposent d'un système de serrage manuel. Pour cela, desserrez les vis en relâchant la tension de la sangle. Ensuite, en tenant l'extrémité de la sangle à la main, étirez-la pour obtenir une bonne tension et serrez à nouveau les vis.

Pour les imprimantes Ender ou similaires, il est également important de serrer les écrous excentriques des roulements avec une clé comme indiqué ci-dessous.

Vérifier si les tiges et les supports sont mal alignés
Comment faire
Dans certaines imprimantes, le mouvement de l'axe Z est effectué par deux moteurs qui fonctionnent simultanément avec des tiges filetées. Il est important que les deux extrémités soient à la même hauteur. Cela peut être fait en mesurant chaque extrémité avec une règle et en resserrant les hauteurs jusqu'à ce qu'elles soient identiques.
Avec des imprimantes telles que Enders, ce type de désalignement est moins susceptible de se produire car les structures aux extrémités du chariot créent un carré.
Assurez-vous que la buse n'est pas obstruée (cela génère un faible débit d'extrusion)
Lorsque la buse est partiellement colmatée, le débit d'extrusion est irrégulier. Cela génère un manque de matière dans la couche. Cela peut se produire en raison de différents facteurs :
- Des particules qui ont pénétré dans la buse à cause de corps étrangers à l'intérieur du filament ;
- Colmatage dû à une mauvaise configuration de la rétraction ;
- Particules restantes d'autres matériaux moins courants (fibre de carbone, filaments mélangés à du bois, etc.) dont le nouveau filament ne se débarrasse pas complètement ;
- Restants de filaments brûlés.
Tous ces déchets sont collés sur les parois de la buse et réduisent le débit. C'est ce qu'on appelle la sous-extrusion.
Des filaments de bonne qualité conviennent pour éviter les corps étrangers à l'intérieur du matériau et ainsi éviter le colmatage. Les filaments mal fabriqués ont également des incohérences de diamètre, ce qui provoque un colmatage si le diamètre est plus grand ou un mauvais écoulement si le diamètre est inférieur à la norme.
Comment nettoyer la buse
La technique la plus utilisée est expliquée ci-dessous. Il nécessite une aiguille du diamètre de la buse (Ce kit est généralement inclus avec l'imprimante).
- Chauffez la hotend à la température du filament. Par exemple, pour le PLA entre 410 °F et 446 °F.
- Insérez l'aiguille dans le bec, en effectuant des mouvements d'intérieur et d'extérieur.
- Retirez l'aiguille et poussez manuellement le filament.
Si la technique ci-dessus n'a pas réussi à débloquer la buse, la technique de nettoyage suivante appelée "Méthode Atomique ou Extraction à Froid" consiste à :
- Chauffage du hotend à la température de travail du matériau et retrait du filament utilisé.
- Insérer du PLA et le faire extruder un peu.
- Refroidir le hotend à environ 194 °F.
- Tirer le filament avec un mouvement fort.
Lors de l'extraction de la matière, il est possible d'observer les déchets qui sont collés à la pointe. Ces étapes doivent être répétées autant de fois que nécessaire jusqu'à ce que la pointe ressorte propre. Dans l'image ci-dessous, voyez comment l'extraction des déchets diminue en répétant successivement ces étapes.

Un autre facteur important à vérifier est l'état du tube PTFE à l'intérieur du hotend. Il est normal que le tube brûle ou se détériore à l'usage, provoquant également un colmatage, comme le montre l'image suivante. Changez simplement le Téflon pour un neuf en vous assurant qu'il est bien placé dans la buse.

Vérifiez que la roue dentée n'a pas de déchets dus à l'usure du filament. S'il y a de la poussière sur le matériau, retirez-la avec une brosse.

Un facteur majeur est la façon dont la bobine de filament tourne. La forme de la bobine dépend du fabricant du filament et dans certains cas, le trou central de la bobine est beaucoup plus grand que le support de l'imprimante. Lors de l'impression, le moteur de l'extrudeuse finit par tirer sur le filament et peut entraîner une mauvaise alimentation du matériau dans la hotend. Pour que la bobine soit bien centrée, les utilisateurs peuvent imprimer un adaptateur comme celui-ci :


Regardez la vidéo suivante où les procédures mentionnées ci-dessus sont illustrées :
Lubrifiez toutes les pièces si nécessaire
Comment faire
Si l'imprimante utilise des tiges lisses et des roulements linéaires, il est important de lubrifier correctement les tiges, en essuyant d'abord l'ancienne graisse avec de l'alcool isopropylique. N'utilisez pas le WD-40 comme lubrifiant car il sèche très rapidement, provoque beaucoup de friction et endommage les roulements. Les lubrifiants appropriés sont à base de téflon (PTFE). Il est également important de lubrifier les roulements et les tiges filetées de l'axe Z.
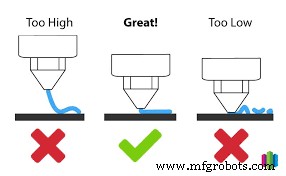
Niveler le lit
Un bon nivellement du lit est essentiel pour démarrer l'impression correctement. L'étalonnage du lit peut être effectué manuellement en serrant les vis à ressort aux extrémités du lit, ou automatiquement à l'aide de capteurs. Ces capteurs peuvent corriger de petites irrégularités qui ne peuvent pas être corrigées manuellement, en particulier lorsque la surface du lit est grande (supérieure à 9,84 × 9,84 po) ou si le lit présente des imperfections d'usine.
Comment faire
Si l'imprimante ne dispose pas d'un capteur de mise à niveau automatique, il est nécessaire de suivre ces étapes simples à l'aide d'un morceau de papier :
- Ramener tous les axes à l'origine
- Désactiver les moteurs pour déplacer manuellement les axes X et Y
- Amenez la tête d'impression dans un coin et placez la feuille de papier entre la buse et le lit
- Déplacez la vis dans ce coin, en la serrant ou en la desserrant, et déplacez simultanément le papier pour ressentir une légère friction
- Répétez l'étape dans tous les coins
- Enfin, vérifiez en différents points du lit qu'il est bien de niveau
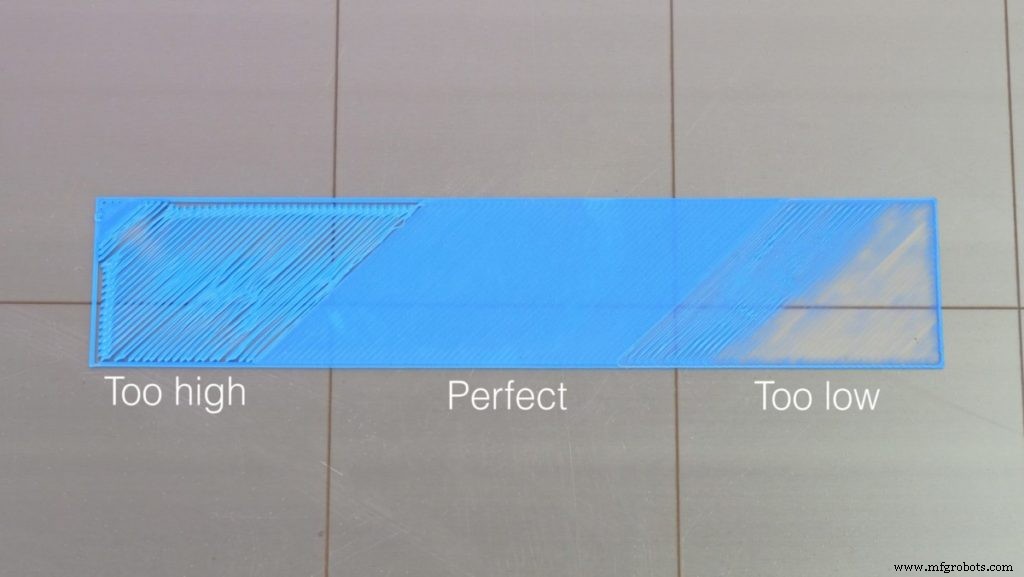
Pour vérifier qu'il est bien calibré, effectuez une impression rapide en plaçant des cercles ou des carrés à différents points du lit tels que :
Test de niveau Ender 3 – Thingiverse
Lisez l'article suivant où ces étapes sont expliquées plus en détail, en utilisant du papier et des feuilles d'épaisseurs spéciales.
Paramètres du segment
Le logiciel de découpage consiste à diviser le modèle 3d à imprimer en tranches ou couches en utilisant les paramètres de réglage établis par les utilisateurs. De cette façon, ils créent un fichier avec des commandes (gcode) que l'imprimante lit. Celui-ci indique les mouvements que chaque axe doit effectuer ainsi que les températures, les vitesses, etc.
Voici quelques paramètres qui peuvent résoudre ce problème de saut de couche.
Ajuster le débit
Étant donné que tous les filaments n'ont pas exactement le même diamètre ou le même matériau, il est nécessaire d'ajuster le paramètre de débit. Par défaut, le débit dans les slicers est fixé à 100 % mais en général, le débit est compris entre 90 % et 110 %.
Comment faire
L'étalonnage nécessite une règle ou un pied à coulisse et un marqueur.
- Préchauffer le hotend à la température de travail
- Avec la règle, mesurez 4,33 pouces sur le filament à partir de l'endroit où la tête d'impression est introduite et faites une marque avec le marqueur
- Depuis l'écran, extrudez lentement un total de 3,93 pouces
- Mesurez à nouveau avec la règle et notez la distance entre le début de la tête et la marque. Si la mesure est :
- a) Égal à 0,39 pouce :le débit est correctement calibré !
- b) Moins de 0,39 pouce :le débit est supérieur à ce qu'il devrait être. C'est ce qu'on appelle la surextrusion
- c) Supérieur à 0,39 pouce :le débit est inférieur à ce qu'il devrait être. C'est ce qu'on appelle la sous-extrusion
Si ladite mesure n'est pas de 0,39 pouce, elle peut être facilement corrigée en faisant des sommes. Il est nécessaire de connaître la valeur des pas du moteur de l'extrudeuse; généralement, il est obtenu à partir de l'affichage ("Control>Movement>Extruder").
Nouveau débit [%] =(Nombre de pas [steps/in] x 3.93in) / (4.33in – mesure)
Il s'agit de la nouvelle valeur définie dans le segment.
Une autre façon d'étalonner le débit consiste à imprimer une éprouvette et à mesurer certains angles avec un pied à coulisse, comme indiqué dans le guide suivant :La meilleure méthode d'étalonnage du débit ! par petrzmax – Thingiverse
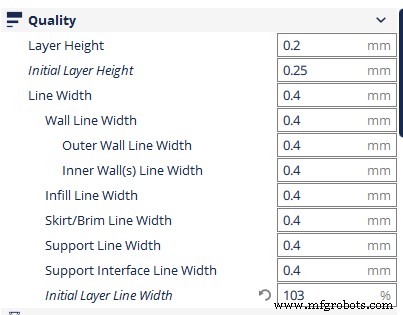
Ajuster la résolution (épaisseur de ligne)
La hauteur de couche maximale est limitée par le diamètre de la buse. En règle générale, il est pris inférieur de 20 % au diamètre de la buse. Par exemple, pour une buse de 0,015 pouce, la hauteur de couche maximale est de 0,012 pouce. De cette façon, une bonne adhérence entre les couches est assurée sans aucun espace entre elles.
Dans certaines imprimantes, il existe ce que l'on appelle des « nombres magiques » qui sont des hauteurs de couche auxquelles cette imprimante particulière fonctionne le mieux. En fait, ces chiffres ne sont pas si magiques mais ils sont déterminés par le pas des tiges filetées situées sur l'axe Z.
Pour les imprimantes Ender, l'incrément recommandé entre les couches est de 0,0015 pouce. Par exemple :0,0031, 0,0047, 0,0062, 0,0078, 0,0094 po.
Comment faire
Pour définir ce paramètre, il est nécessaire d'ajuster le paramètre "Hauteur de couche".
Autres raisons pas si courantes
Lit déformé
Parmi les utilisateurs d'Ender, certains cas de lits déformés ont été signalés. Peu importe à quel point les utilisateurs le calibrent manuellement, ils trouveront toujours des parties du lit où le filament n'adhère pas correctement au lit.
Comment y remédier
Dans ces cas, il est préférable d'installer un capteur de nivellement automatique et de définir les points d'étalonnage dans le micrologiciel.
Retrouvez le pas à pas dans la vidéo suivante sur la façon de réaliser ce paramétrage.
Filament arraché ou mordu par les dents d'engrenage de l'extrudeuse
Lorsque la buse est obstruée, le matériau ne s'écoule pas correctement. L'engrenage du moteur de l'extrudeuse réduit sa traction. Par conséquent, si le matériau ne peut pas être poussé correctement, l'engrenage mange le filament et celui-ci perd de la traction.
Dans d'autres cas, la pression exercée par le système d'engrenage sur le filament est très forte et le déforme.
Comment y remédier
Pour résoudre le premier cas, le colmatage de la buse doit être nettoyé comme expliqué ci-dessus.
Dans le second cas, il suffit seulement de relâcher la tension des engrenages qui est généralement due à une vis et un ressort. La pression doit être suffisante pour tirer le filament sans le déformer. Un moyen simple de savoir s'il est correctement serré consiste à extruder du matériau et à retirer le filament manuellement. Si l'engrenage saute, cela signifie qu'il a encore besoin d'être un peu plus serré.
impression en 3D
- Comment : modifier l'astuce de l'imprimante 3D sur votre Stratasys
- Comment connecter un Ender 3 au WiFi :Guide complet !
- Problèmes de nivellement du lit Ender 3 ; Comment les réparer !
- Combien de temps dure 1 kg de filament d'imprimante 3D ?
- Buse d'imprimante 3d qui fuit :comment y remédier !
- Chevauchement et suintement de remplissage à double extrusion ; Comment réparer !
- Surextrusion (tuilage) dans les coins :comment y remédier facilement !
- Imprimante 3D qui n'alimente pas le filament :comment y remédier !
- Le moteur pas à pas de l'imprimante 3d ne fonctionne pas :réparons-le !