


De combien d'axes ai-je besoin sur une presse plieuse ?
Une presse plieuse est une machine essentielle pour tout atelier de fabrication de métaux, mais cela peut être un choix complexe pour décider de l'équipement de votre nouvelle presse plieuse. Il existe plusieurs options dans les marques, modèles et tailles de machines ainsi que ce qui les motive (comme nous en avons discuté dans cet article :Qu'est-ce qui motive les presses plieuses ?). Avec toute cette complexité, comment décidez-vous du nombre d'axes dont vous avez besoin sur une presse plieuse ? Quels axes sont importants pour vos besoins ?
Dans cet article, nous décomposerons l'axe de la presse plieuse en décrivant ce qu'ils font et comment ils pourraient vous être bénéfiques afin de faciliter votre choix lors de l'achat d'une presse plieuse.
Qu'est-ce qu'une presse plieuse et comment est-elle utilisée ?
Une presse plieuse est une machine utilisée dans les ateliers de fabrication de métaux pour façonner la tôle en différentes formes telles que des boîtes, des casseroles et d'autres composants importants (plus sur les bases ont été détaillées ici :Principes de base du fonctionnement de la presse plieuse) Ils pressent un vérin mobile tenant un formage " poinçon" dans une "matrice" de forme opposée tandis que le matériau à former est maintenu entre les deux. Sous un certain tonnage, la presse plieuse force le matériau à prendre la forme du poinçon et de la matrice. Le nombre de plis effectués, la précision de ces plis et la répétabilité des pièces d'une pièce à l'autre sont toutes des fonctions qui varient d'une presse plieuse à l'autre et peuvent être grandement affectées par le nombre d'axes dont la presse plieuse est équipée.
Trois groupes principaux d'axes contrôlés sur une presse plieuse CNC moderne
Il existe 3 principaux types d'axes contrôlés par la CNC sur une presse plieuse et bien que de nombreux autres axes puissent être ajoutés, ces 3 catégories sont les bases que tout atelier de fabrication utilisant ou envisageant d'acheter une presse plieuse devrait connaître.
Contrôle du vérin de cintrage
Le tout premier axe à contrôler sur une presse plieuse est le vérin (ou le lit dans les variantes d'upworking). Le vérin contrôle la profondeur de courbure et, dans la plupart des cas, cela signifie que l'angle de courbure ainsi que la plupart des opérations utilisent la technique de courbure à l'air. Cet axe est appelé « axe Y » et est communément appelé Y1 et Y2, ce qui fait référence au contrôle de la main droite et de la main gauche des mécanismes de force vers le bas.
Contrôle de la jauge arrière
Le prochain axe à contrôler sur une presse plieuse peut ajouter un peu plus de complexité. Ces accès constituent le backagage et ils contrôlent la précision de la bride en cours de formation. Selon la complexité des pièces que vous fabriquez, la butée arrière peut avoir aussi peu qu'un axe (X) ou jusqu'à 6 axes (plus sur certaines machines). Ces axes, comme les Rams Y-Axis peuvent également avoir des variantes de X ou X1/X2, R ou R1/R2, Z ou Z1/Z2 qui symbolise la contrôlabilité individuelle de chacun des axes indépendamment de l'autre.
 Les options de l'axe de la butée arrière sont :
Les options de l'axe de la butée arrière sont :
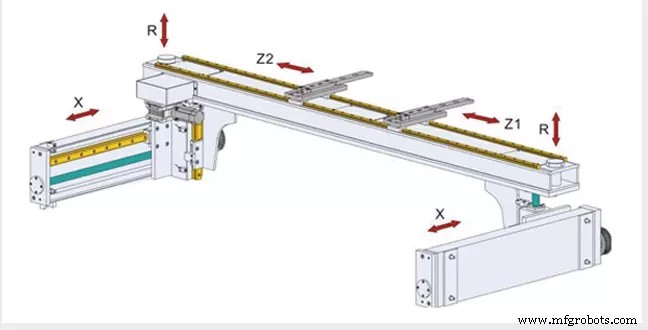
Axe X :cet axe contrôle le mouvement avant et arrière de la jauge. Il positionne les doigts d'arrêt que l'opérateur utilise pour appuyer le matériau plus près ou plus loin des outils de pliage. Cet axe est d'une importance cruciale pour maintenir la longueur de bride correcte de la pièce en cours de formation. Dans la variante X1/X2, les doigts de butée de jauge peuvent être déplacés indépendamment vers l'intérieur ou vers l'extérieur, s'adaptant ainsi aux pièces coniques et plus complexes.
Axe R :L'axe R sur une presse plieuse est le prochain axe nécessaire dans la formation de presse plieuse. Il permet le mouvement des doigts de jauge vers le haut ou vers le bas, en positionnant les doigts de jauge pour mesurer des brides préformées qui descendent sous le plan de pliage ou même supporter des pièces plus lourdes. L'axe R permet également une position de mesure plus longue, car généralement la jauge autorise 2 points de mesure ou plus sur le doigt lorsque l'élévation est modifiée. Dans la variante R1/R2 de cet axe, les doigts de mesure peuvent être abaissés/relevés indépendamment, ce qui permet un positionnement pour mesurer et supporter des pièces très complexes.
Axe Z :L'axe Z sur une presse plieuse est la capacité des doigts de la jauge à se déplacer dans une trajectoire programmée vers la gauche ou vers la droite. Cet axe de mouvement permet à l'opérateur d'avoir plusieurs ensembles d'outils dans le frein tandis que les doigts de la jauge suivent d'une configuration à l'autre en exécutant les fonctions de pliage nécessaires comme il le souhaite. Dans la variante Z1/Z2, ces axes sont à nouveau complètement indépendants les uns des autres et peuvent être positionnés comme tels. Un bon exemple d'utilisation d'une configuration d'axe Z1/Z2 serait un bac de vidange/égouttement très long mais étroit. L'axe Z1/Z2 serait positionné très près pour la formation d'extrémité, mais ensuite écarté pour un support approprié lors de la formation des coudes plus longs.
Contrôle de diverses options de productivité et accessoires
La prochaine série d'axes de presse plieuse prend en charge des fonctionnalités optionnelles qui peuvent améliorer la précision de pliage, la productivité et la manutention des matériaux. Les plus courants de cette classe d'axes sont :
- Porte-matrice de couronnement ou axe V.
- Supports de feuille (soulever/soutenir de grandes feuilles pendant le processus de formage)
- Axe de jauge arrière supplémentaire (X-Prime et autres)
- Options spécifiques au fabricant (supports de matrices mobiles, etc.)
Que sont les axes et leurs fonctions ?
Comme nous l'avons détaillé ci-dessus, l'axe de la presse plieuse a les fonctions suivantes :
Axe Y
Contrôle le Ram Up/Down (ou lit up/down sur certains modèles). Cet axe est responsable de l'angle correct des virages.
Axe X :
Contrôle le mouvement avant/arrière (IN/OUT) de la butée arrière. Cet axe contrôle la longueur de la bride en cours de formation.
Axe R :
Cet axe déplace le backgage vers le haut/bas et assiste l'axe X en permettant plus de positions de jaugeage et en fournissant un support matériel.
Axe Z :
Cet axe contrôle la position des doigts de mesure littéralement (L/R) et positionne les doigts de mesure via le programme de pièce pour la commodité et la sécurité de l'opérateur.
Quel est le nombre minimum d'axes nécessaires sur une presse plieuse ?
Le nombre minimum d'axes nécessaires sur une presse plieuse est de un. Simplement l'axe Y pour contrôler le haut/bas du bélier (ou lit sur certains modèles). Cet axe est le plus critique car il contrôle l'angle de la pièce en cours de formation. Si l'axe appuie trop loin, la pièce est trop courbée, s'il n'appuie pas assez loin, l'angle est trop courbé. Le contrôle précis et la répétabilité de cet axe sont les caractéristiques les plus importantes lors de la sélection d'une presse plieuse.
La configuration la plus courante que nous voyons est ce que beaucoup appellent une presse plieuse à 3 axes qui comprend Y1/Y2, X et R. Cette combinaison d'axes offre également le plus de fonctionnalités sur une presse plieuse avec le meilleur prix.
Éléments à prendre en compte lors de l'achat d'une presse plieuse multi-axes
Lors de l'achat d'une presse plieuse multi-axes, il est important de considérer d'abord la complexité des pièces que vous formez et les exigences de précision des pièces formées. Notez également que les opérations de fabrication précédentes sont également importantes et contribueront à la précision de votre presse plieuse. Si vous alimentez la presse plieuse à partir d'une machine laser, vous obtenez probablement des pièces très précises et vous devriez donc vous pencher vers des axes optionnels supplémentaires sur le frein pour vous aider à maintenir cette précision. Cependant, si vous formez des pièces à partir d'une table plasma, vous ne travaillez probablement pas avec les tolérances les plus difficiles.
Les opérations ultérieures que vous avez éventuellement planifiées après la formation de matière sur la plieuse peuvent également influencer considérablement les options recommandées pour votre presse plieuse. Par exemple, si vous envisagez d'utiliser le soudage robotisé dans votre processus de fabrication, il est essentiel que votre presse plieuse produise des formes précises, pli après pli, sans accumulation d'erreurs. Les systèmes de soudage robotisés peuvent être une grande valeur et un gain de temps pour le fabricant de production, mais ils nécessitent des pièces formées avec précision et à plusieurs reprises à chaque fois pour réussir.
Chez Southern Fabricating Machinery Sales, Inc, nous connaissons les presses plieuses et le formage. Nos experts peuvent vous aider à sélectionner la presse plieuse adaptée à votre application et à votre budget. Consultez-nous sur le Web à www.southernfabsales.com ou appelez-nous directement pour une aide immédiate au 813-444-4555
Équipement industriel
- Pièces de frein à tambour :comment fonctionnent-elles ?
- Comment fonctionnent les étriers de frein ? Un guide complet
- 13 étapes pour inspecter une presse plieuse
- Ce que vous devez savoir sur la technologie de formage par presse plieuse
- Plieuses ou presses plieuses ? Comment choisir
- Ai-je besoin d'une plieuse de tôle ou d'une presse plieuse ?
- Comment éviter les 4 principaux problèmes de pliage des presses plieuses
- Comment fonctionne une presse plieuse moderne ?
- 4 principes de base du pliage de presse plieuse que vous devez connaître