


4 décisions essentielles pour l'arrondissage des coins
Une fraise en bout à arrondir les coins est généralement utilisée pour ajouter un rayon spécifique à une pièce, ou dans une opération de finition pour éliminer une arête vive ou une bavure. Avant de choisir votre outil, réfléchissez aux considérations suivantes. Choisir le bon outil se traduira par un outil solide avec une longue durée de vie et les qualités dimensionnelles souhaitées de votre part. Un mauvais choix pourrait entraîner des inexactitudes partielles et une expérience médiocre.
Sélectionner le bon diamètre pilote pour votre fraise en bout d'arrondi

Le diamètre du pilote (D1 dans l'image ci-dessus) détermine les limites de l'outil. Lorsque les diamètres pilotes sont plus grands, l'outil peut fonctionner à des vitesses inférieures. Mais avec des diamètres pilotes plus petits, l'outil peut fonctionner plus rapidement en raison de son rayon de coupe effectif plus grand. Le diamètre effectif de la fraise est déterminé par les équations suivantes en fonction du rapport rayon/pilote :
Pour un rapport rayon/pilote <2,5, diamètre de fraise effectif =diamètre du pilote + rayon
Pour un rapport rayon/pilote ≥ 2,5, diamètre de fraise effectif =diamètre du pilote + 0,7x rayon
Les diamètres pilotes plus grands ont également plus de résistance que les diamètres pilotes plus petits en raison du matériau ajouté derrière le rayon. Un pilote plus petit peut être nécessaire pour le dégagement lorsque vous travaillez dans des fentes ou des trous étroits. Les pilotes plus petits permettent également des virages plus serrés lors de l'usinage d'un coin intérieur.
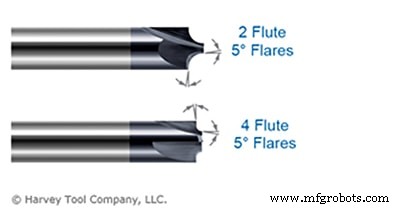
Arrondisseur de coin évasé ou non évasé
Mettre un rayon complet sur une pièce a le potentiel de laisser un pas ou une surcoupe sur une pièce. Cela peut se produire si l'outil n'est pas complètement réglé ou s'il y a un faux-rond ou des vibrations mineures. Un léger évasement de 5° sur le pilote et l'épaulement intègre le rayon en douceur sur la pièce et évite de laisser une surcoupe.
Une fraise en bout arrondie d'angle évasée laisse un rayon incomplet mais permet plus de tolérance. De plus, cet outil laisse une finition de surface propre et ne nécessite pas une deuxième opération de finition pour nettoyer les marques restantes. Un rayon de coin non évasé laisse un rayon complet sur la pièce, mais nécessite plus de temps de configuration pour s'assurer qu'il n'y a pas de marche.
Recto ou Verso
Le choix entre une fraise en bout d'arrondi d'angle et un outil d'angle arrière se résume à l'emplacement sur la pièce que vous usinez. Une fraise en bout d'arrondi arrière doit être utilisée pour mettre un rayon sur une zone de la pièce faisant face à la direction opposée à celle de la broche. Bien que le matériau puisse être tourné et qu'une fraise en bout à arrondir les coins avant soit utilisée, cela ajoute du temps inutile et augmente les temps de cycle. Lors de l'utilisation d'une fraise en bout à arrondir les coins arrière, assurez-vous que vous disposez d'un dégagement approprié pour le diamètre de la tête et que la bonne longueur de portée est utilisée. S'il n'y a pas assez de dégagement, la pièce devra être ajustée.

Compte de flûte
Ces outils sont souvent proposés en styles à 2, 3 et 4 flûtes. Les styles à 2 flûtes sont normalement utilisés pour l'aluminium et les matériaux non ferreux, bien que les 3 flûtes deviennent rapidement un choix plus populaire pour ces matériaux, car ils sont plus tendres que les aciers, de sorte qu'un copeau plus gros peut être pris sans impact sur la durée de vie de l'outil. 4 flûtes doivent être choisies lors de l'usinage des aciers pour prolonger la durée de vie de l'outil en répartissant l'usure sur plusieurs dents. Les versions à 4 dents peuvent également fonctionner à des avances plus élevées par rapport aux outils à 2 ou 3 dents.
Résumé de la sélection de la fraise en bout d'arrondi d'angle
La meilleure fraise en bout à arrondir les coins varie d'un travail à l'autre. De manière générale, opter pour un outil avec le plus grand diamètre de pilote possible est votre meilleur pari, car il a le plus de résistance et nécessite moins de puissance en raison de son diamètre de coupe effectif plus grand. Un arrondisseur d'angle évasé est préférable à des fins de mélange si la pièce est autorisée à avoir un rayon incomplet, car cela permet plus de tolérance et peut économiser du temps de configuration. Si ce n'est pas le cas, cependant, un arrondisseur d'angle non évasé doit être utilisé. Comme c'est souvent le cas, le choix entre le nombre de flûtes se résume en grande partie aux préférences de l'utilisateur. Les matériaux plus tendres nécessitent généralement moins de flûtes. Au fur et à mesure que le matériau devient plus dur, le nombre de flûtes sur votre outil devrait augmenter.
commande numérique par ordinateur
- VMC C-frame versus Bridge Mill
- Guide de dépannage de la fraise en bout et du fraisage
- 8 façons dont vous tuez votre moulin final
- Comment prolonger la durée de vie de votre fraise en bout
- Foret ou fraise en bout ? – Quelques lignes directrices de base
- Vitesses d'alimentation lentes à rapides pour une fraise en bout à goujure unique
- Stratégie d'usinage pour une fraise en bout à goujure unique
- Ce que vous devez savoir sur la fraise à insérer
- Codes M Haas Mill