


5 axes… ce n'est tout simplement pas si effrayant
Pour une raison quelconque, l'usinage 5 axes effraie les gens. Lorsque vous discutez avec des personnes lors de salons professionnels ou lorsque vous discutez du potentiel des pièces d'un client à convenir à l'usinage sur 5 faces, vous pouvez simplement voir un sentiment de malaise commencer à les submerger, et vous pouvez voir la peur commencer à monter dans leurs yeux. La simple pensée de tous ces axes se déplaçant en même temps leur donne envie de courir vers les collines. Mais si on prend le temps de le regarder logiquement, et de décomposer ce qui se passe réellement, ça ne fait pas peur du tout !
Au fil des ans, certains de mes meilleurs étudiants 5 axes ont été des opérateurs de machines incroyablement «verts», qui ne pouvaient même pas épeler CNC quelques mois plus tôt. Ils avaient si peu d'expérience dans l'industrie qu'ils ne savaient pas qu'ils étaient censés en avoir peur - ce qui leur a permis d'exceller vraiment dans ce domaine. Étonnamment, ceux qui semblent avoir peur du 5 axes sont les machinistes expérimentés... ceux-là mêmes qui pourraient vraiment prendre cette technologie et en faire une œuvre d'art de finesse et de beauté !
Regardons une configuration 3 axes typique :une pièce est placée sur la table dans une sorte de dispositif de serrage, et un emplacement spécifique sur la pièce est récupéré et utilisé comme point de référence zéro de la pièce pour le programme. Une fois que toutes les caractéristiques ont été usinées sur cette opération particulière, la pièce est retournée sur une autre face et la procédure recommence. Cette opération est répétée plusieurs fois jusqu'à ce que toute la pièce soit terminée et que tous les côtés aient été usinés.
Maintenant, regardons le même scénario avec l'ajout d'une machine à 5 axes :une pièce est placée sur la table dans une sorte de dispositif de serrage, et un emplacement spécifique sur la pièce est récupéré et utilisé au point de référence zéro pour le programme… cela vous semble familier ???? La seule vraie différence entre la configuration à 5 axes et la configuration à 3 axes est le fait qu'il n'est pas nécessaire de retourner manuellement la pièce et d'effectuer plusieurs configurations. La machine est programmée pour faire pivoter la pièce en position, une commande dans le programme est utilisée pour relocaliser le point d'origine pour le côté suivant de la pièce, et la programmation continue... comme dans la méthode traditionnelle à 3 axes.
Après avoir analysé cette énigme pendant un certain temps, j'ai finalement réalisé que ce n'est pas le concept réel de la technologie d'usinage à cinq axes ou à cinq faces qui les effraie... parce que c'est un concept très simple à saisir. Il semble que ce soit le "comment" qui leur fait peur. Les gens comprennent la configuration unique par rapport aux configurations multiples, la suppression du retournement manuel de la pièce et le concept de déplacement du point d'origine pour un côté spécifique de la pièce. Ce qu'ils ne comprennent pas, c'est comment on va faire tout ça… parce que, dans leur tête, ça doit être difficile… non ? MAUVAIS! C'est vraiment très simple. Bien que la plupart des constructeurs de machines-outils gèrent ces événements ou étapes du processus de manière très similaire, je vais me concentrer sur la manière dont Hurco accomplit la tâche.
Que vous programmiez une pièce en CN ou en conversation, le concept et la procédure de programmation sur plusieurs côtés de la pièce sont les mêmes… nous allons désigner un point d'origine relatif pour le nouveau côté de la pièce, créer un plan de travail tourné ou transformé qui l'axe de l'outil sera perpendiculaire à, puis continuer à programmer une géométrie simple à 3 axes pour terminer l'usinage nécessaire pour ce côté de la pièce. Une fois les fonctions usinées, nous terminerons simplement ce nouveau plan de travail transformé - ce qui ramènera tout à la configuration de la pièce d'origine - puis nous répéterons ces étapes, encore et encore, jusqu'à ce que tous les côtés de la pièce aient été usinés. /P>
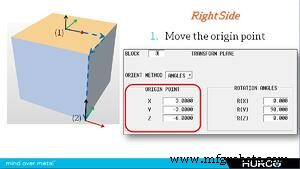
Tout d'abord, nous devons déplacer le point d'origine. À l'aide d'un bloc conversationnel, appelé Transform Plane, nous fournirons au contrôle une feuille de route des directions depuis le zéro de la pièce d'origine jusqu'au nouveau point d'origine souhaité pour le nouveau plan de travail.
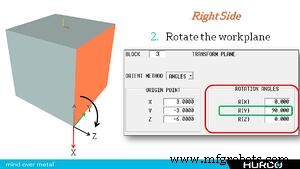
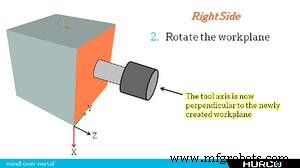
Ensuite, nous devons incliner le plan de travail pour créer un axe d'outil perpendiculaire à la face souhaitée de la pièce. Lors de la programmation de cette étape, nous programmerons simplement l'outil se déplaçant autour de la pièce, et nous ne nous soucions pas de la configuration réelle de la machine. Dans cet exemple, nous allons faire pivoter de 90 degrés autour de l'axe Y (mouvement de l'axe B)… même si la machine n'a pas d'axe B, la commande déterminera comment positionner les axes dont elle dispose, pour atteindre l'outil orientation que nous avons programmée.
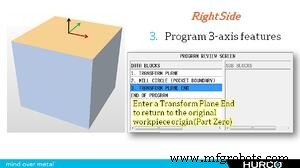
Avec le point d'origine déplacé avec succès et le plan de travail incliné en position, nous pouvons maintenant programmer nos fonctions 2.5D ou 3D simples comme indiqué par l'impression de la pièce.

Enfin, nous devons annuler le "Plan de transformation" actuel pour tout ramener à l'emplacement de configuration de la pièce d'origine. Nous allons maintenant répéter ces étapes jusqu'à ce que tous les côtés de la pièce aient été programmés avec succès.
Comme je l'ai mentionné ci-dessus, la procédure est fondamentalement la même, que nous programmions en conversationnel ou en NC. Pour programmer la même orientation d'outil dans l'exemple conversationnel ci-dessus, nous utiliserions simplement une commande G68.2 pour déplacer le point d'origine et orienter l'outil, puis un G69 pour annuler le plan de transformation CN. Le code serait similaire à ceci :G68.2 X3.0 Y-3.0 Z-6.0 A0 B90.
Espérons que cela aide à éliminer une partie du mystère effrayant entourant l'horreur qu'est la programmation 5 axes. Une fois que vous êtes allé à OZ et que vous avez vu derrière le rideau, vous vous rendez compte que tout n'est qu'amusement et jeux !

commande numérique par ordinateur
- C'est cassé, appelez la maintenance :un processus de demande de travail qui est plus que de simples tickets
- Lux Research demande :Quelle est la valeur de ce brevet ?
- Directives de conception pour la manufacturabilité – Partie 2
- Introduction aux harmoniques :Partie 1
- Durabilité dans le secteur manufacturier - Partie 3
- Le virage est facultatif
- Limites de taille dans l'usinage CNC
- Usinage de petites pièces
- 12 tendances de l'industrie qui façonnent la fabrication sous contrat :partie 3