


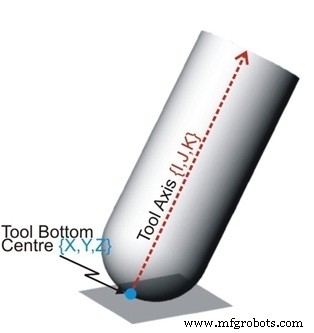
Programmation 5 axes :Programmation avec des vecteurs outils ?
Lors de la programmation en 5 axes, nous avons deux options distinctes que nous pouvons utiliser pour commander les mouvements et positions rotatifs. Nous pouvons sortir les données en utilisant soit des angles de rotation, soit des vecteurs d'outils. Bien que chacun ait ses avantages et ses inconvénients, je préférerais configurer un post-processeur pour générer ces commandes rotatives sous forme de vecteurs d'outils IJK, au lieu des angles de rotation d'axe ABC plus courants, si le choix vous en est donné.
L'utilisation de vecteurs d'outils IJK rend le programme indépendant de toute configuration de machine particulière. Étant donné que nous ne commandons aucune légende d'axe spécifique (A, B ou C), la machine est libre d'utiliser tous les axes dont elle dispose, pour positionner l'outil à la position et à l'angle d'inclinaison commandés. Cette liberté permet de partager le même programme de pièces entre plusieurs machines différentes dans l'atelier - quelle que soit la configuration de la machine - et peut offrir une énorme liberté lors de la planification des travaux dans l'atelier.
Les vecteurs d'outils peuvent également faciliter la création du post-processeur. Lors de la programmation d'un parcours d'outil 5 axes à l'aide d'un système CAM, le logiciel calculera automatiquement les mouvements commandés en interne à l'aide de vecteurs d'outils. Par conséquent, il va de soi qu'un post-processeur qui peut simplement produire ces mouvements créés précédemment, sans avoir à les traduire, serait beaucoup plus simple à créer. Si nous configurons le poste pour traduire chaque mouvement en une commande d'axe A, d'axe B ou d'axe C, le post-processeur devra faire plus de travail - et sera à son tour plus complexe et prendra plus de temps à configurer et testez.
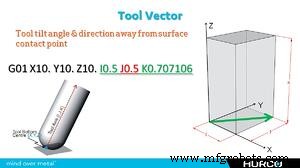
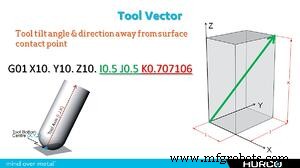
Alors, qu'est-ce qu'un vecteur outil ? Les vecteurs d'outil sont simplement des valeurs IJK dans un programme, ajoutées à la fin d'une position XYZ, qui déterminent l'angle et la direction dans lesquels l'outil doit s'incliner par rapport à la position XYZ commandée. Par exemple :une commande de vecteur d'outil de G01 X10. Y10. Z10. I0.5 J0.5 K0.707106 serait la même position d'outil et d'axe qu'en appelant G01 X10. Y10. Z10. B45. C45…sans avoir à appeler des commandes d'axes spécifiques. La deuxième commande peut UNIQUEMENT être utilisée sur une machine avec une configuration de machine BC.
Bien que les points de données vectoriels de l'outil ne soient PAS des distances mesurées et qu'aucune unité de mesure ne leur soit associée, c'est ainsi que je les vois dans mon esprit lorsque j'essaie de visualiser un angle d'inclinaison commandé de l'outil. Les trois lettres utilisées dans un vecteur correspondent aux trois axes de la machine… I tombe le long de l'axe X, J le long de l'axe Y et K est dans la direction de l'axe Z. Dans l'exemple ci-dessous, à des fins de visualisation uniquement, supposons que chaque jeton IJK est une mesure en pouces. À partir du point de contact de l'outil XYZ, supposez un point dans l'espace qui est de 0,50" positif sur l'axe X, de 0,50" positif sur l'axe Y et de 0,70716" vers le haut dans la direction Z positive. Maintenant, dans votre esprit, imaginez une ligne qui commence au centre de la pointe de l'outil et s'étend vers le haut à travers le point dans l'espace qui a été créé par les jetons IJK. Ce serait l'angle d'inclinaison commandé et la direction de l'outil. C'est aussi simple que ça !

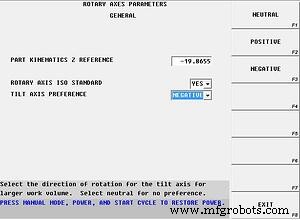
Il y a une dernière chose dont nous devons discuter lorsque nous parlons d'utiliser des vecteurs d'outils pour programmer en 5 axes. Lorsque vous permettez à la machine de déterminer comment elle va utiliser ses axes rotatifs disponibles pour positionner l'outil à l'angle d'inclinaison commandé, et que nous reconnaissons qu'il existe au moins deux solutions acceptables pour chaque combinaison à 5 axes, nous devons déterminer un façon de forcer la commande à choisir celle qui convient le mieux à sa configuration de machine individuelle. Pour ce faire, nous appliquons quelque chose appelé "préférence d'axe d'inclinaison"... un réglage dans les paramètres de contrôle pour chaque contrôle de machine-outil capable de programmer avec une entrée de vecteur d'outil.
La préférence d'axe d'inclinaison est utilisée pour forcer la solution de la commande 5 axes actuelle qui est le sens de rotation le mieux adapté à la machine sur laquelle le programme est exécuté. Par exemple :sur une machine à tourillon, où l'axe A peut s'incliner de 110 degrés dans le sens négatif, mais seulement de 30 degrés dans le sens positif (comme toutes les machines à tourillon Hurco à 5 axes), nous devons faire ce que nous pouvons pour "forcer" la commande à toujours s'incliner négativement lorsque cela est possible… en s'assurant que nous avons suffisamment de course d'axe pour terminer le mouvement.

commande numérique par ordinateur
- Pointeurs de fonctions en programmation C avec exemples
- Python - Programmation d'extensions avec C
- Programmer ATtiny85 avec Arduino Uno
- CNC 5 axes :programmation de plans de transformation 5 axes à l'aide de vecteurs IJK UVW
- Programmation 5 axes :comprendre les commandes d'axe et de collision de l'outil
- Tour d'outils en groupe avec base en polymère--SNK
- Le tournage réinventé avec PrimeTurning
- Tronçonnage avec usinage sur l'axe Y
- Décalage d'outil dans un tour CNC avec commande Fanuc