


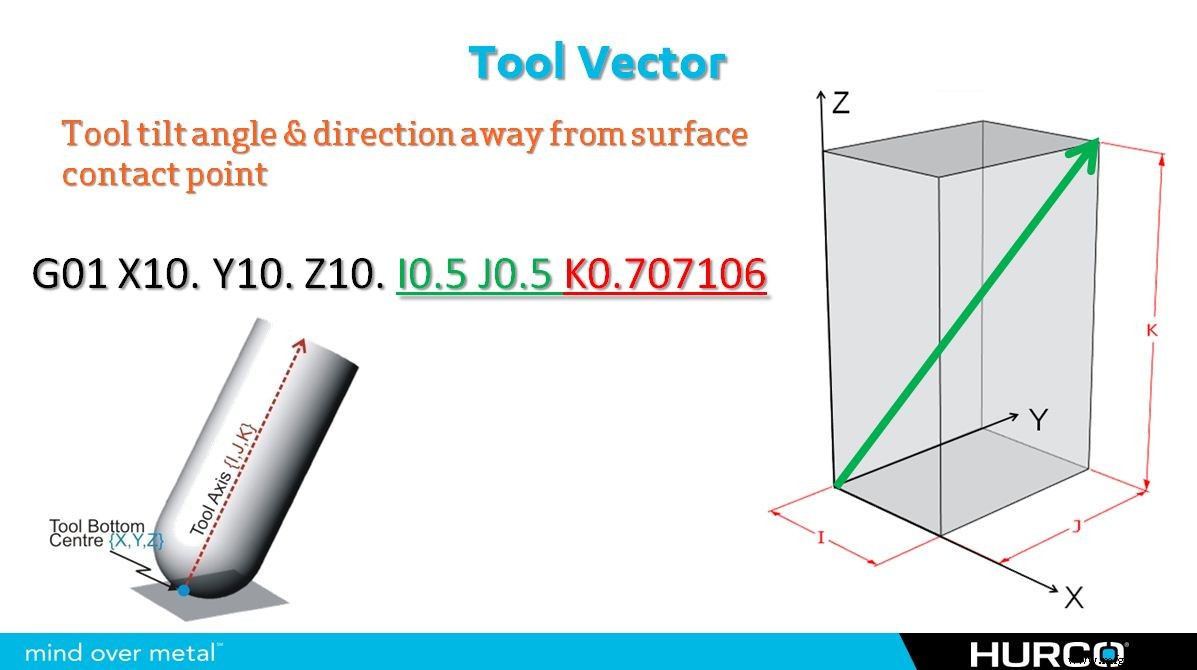
CNC 5 axes :programmation de plans de transformation 5 axes à l'aide de vecteurs IJK UVW
Il y a quelque temps, j'ai reçu un commentaire sur l'un de mes articles de blog précédents - "Programmation 5 axes :programmation avec des vecteurs d'outils" - demandant comment désigner un plan de transformation 5 axes à l'aide de jetons vectoriels IJK UVW, au lieu du désignations traditionnelles des axes rotatifs ABC sur leur machine CNC 5 axes. Au lieu de simplement répondre à ce commentaire, j'ai pensé que j'écrirais ce post en guise de réponse. Comme il s'agira d'une continuation de la série sur les bases de la CNC à 5 axes, je vous suggère de lire et de comprendre l'utilisation des vecteurs d'outils IJK en tant que précurseur de cet article.
L'idée derrière la création d'un plan de transformation à 5 axes à l'aide de vecteurs est exactement la même que la programmation du mouvement d'outil avec des vecteurs d'outil IJK sur n'importe quelle machine avec un 5ème axe ; cependant, la différence réside dans le fait que vous aurez deux vecteurs distincts… en utilisant IJK pour l'un et UVW pour le second. La raison pour laquelle vous avez besoin de deux "jambes" distinctes pour cette fonction est que vous ne pouvez pas désigner un plan avec un seul axe. J'utiliserai le sol à l'intérieur d'une pièce comme mon analogie… vous ne pouvez pas créer un sol dans une pièce sans avoir au moins deux murs. Avec un seul, le sol tournerait simplement autour de cet axe unique et pourrait en fait pointer littéralement dans n'importe quelle direction. Pour accueillir les deux jambes du plan de transformation, et parce que nous voulons déterminer la direction de l'axe Z en fin de compte, nous utiliserons l'axe X et l'axe Y comme nos jambes, ou murs du plan de transformation souhaité.
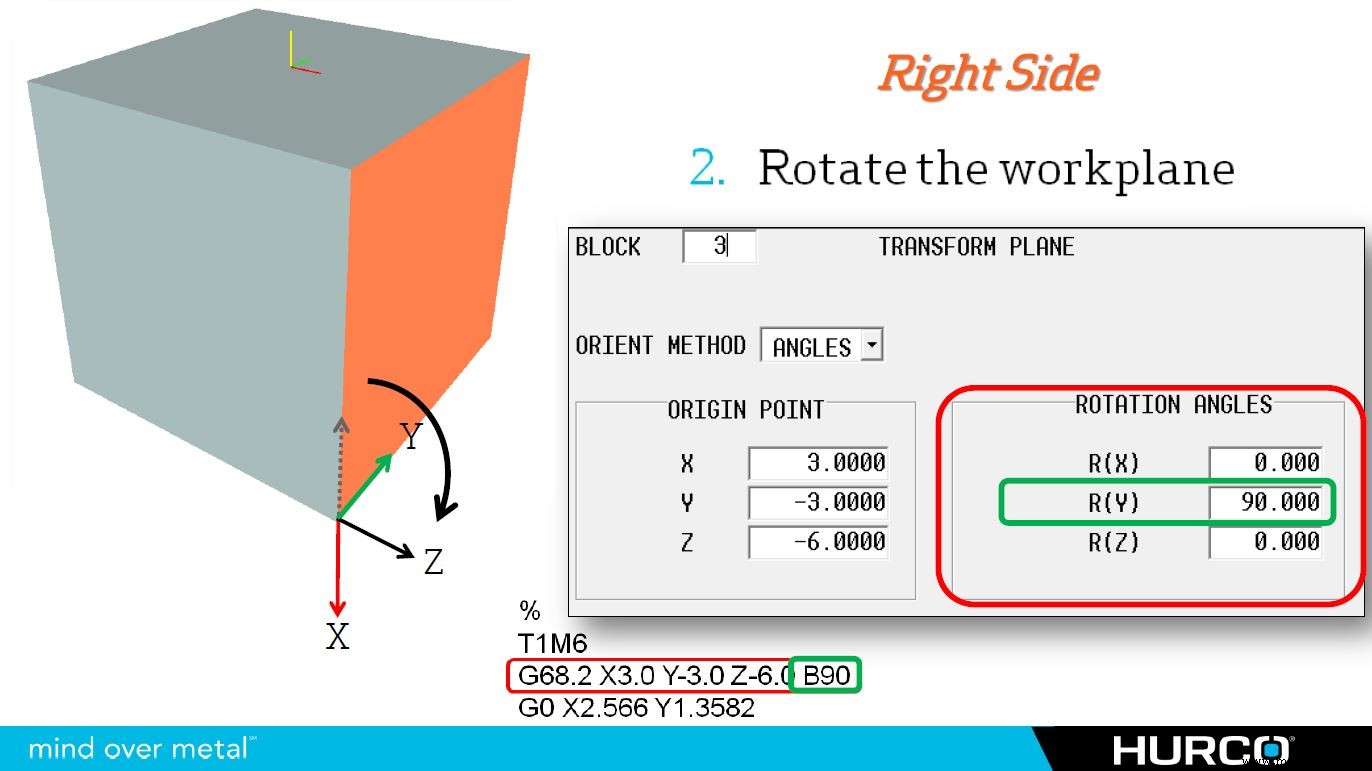
Vous trouverez ci-dessous un exemple du code G utilisé pour désigner le plan de transformation illustré dans l'image ci-dessus à l'aide de vecteurs IJK UVW (rotation de 90 degrés autour de l'axe Y) sur notre fraiseuse CNC à 5 axes. Le zéro de la pièce d'origine était le centre supérieur d'un cube de 6" x 6" x 6" :
G68.2 X3.0 Y-3.0 Z-6.0 I0 J0 K-1 U0 V1 W0
L'IJK désigne l'orientation de la flèche ROUGE (axe X). Les directions X et Y de la flèche ne se sont pas déplacées de leur orientation d'origine et sont toujours alignées avec le point d'origine dans les deux directions. Seule la direction de l'axe Z a changé… elle pointe maintenant vers le bas dans la direction Z négative… nous utilisons donc la direction négative (-1). Si celui-ci avait été positif (+1) (I0 J0 K1), la flèche rouge aurait pointé vers le HAUT et l'axe Z aurait été orienté vers le côté gauche de la pièce.
L'UVW désigne la direction de la flèche VERTE (axe Y). Pour désigner la direction de la flèche, il suffit d'utiliser une valeur positive de un (+1) dans la direction de l'axe Y - qui, par coïncidence, serait la même orientation de l'axe Y si nous usinions sur le côté supérieur de la pièce… ce vecteur UVW serait le même pour tout plan de transformation où l'axe Y est toujours aligné dans son orientation d'origine. Cependant, si un négatif (-1) avait été utilisé pour le jeton V (U0 V-1 W0), la flèche VERTE pointerait vers l'avant de la pièce (180 degrés différents) et l'axe Z aurait été orienté vers le côté gauche de la pièce.
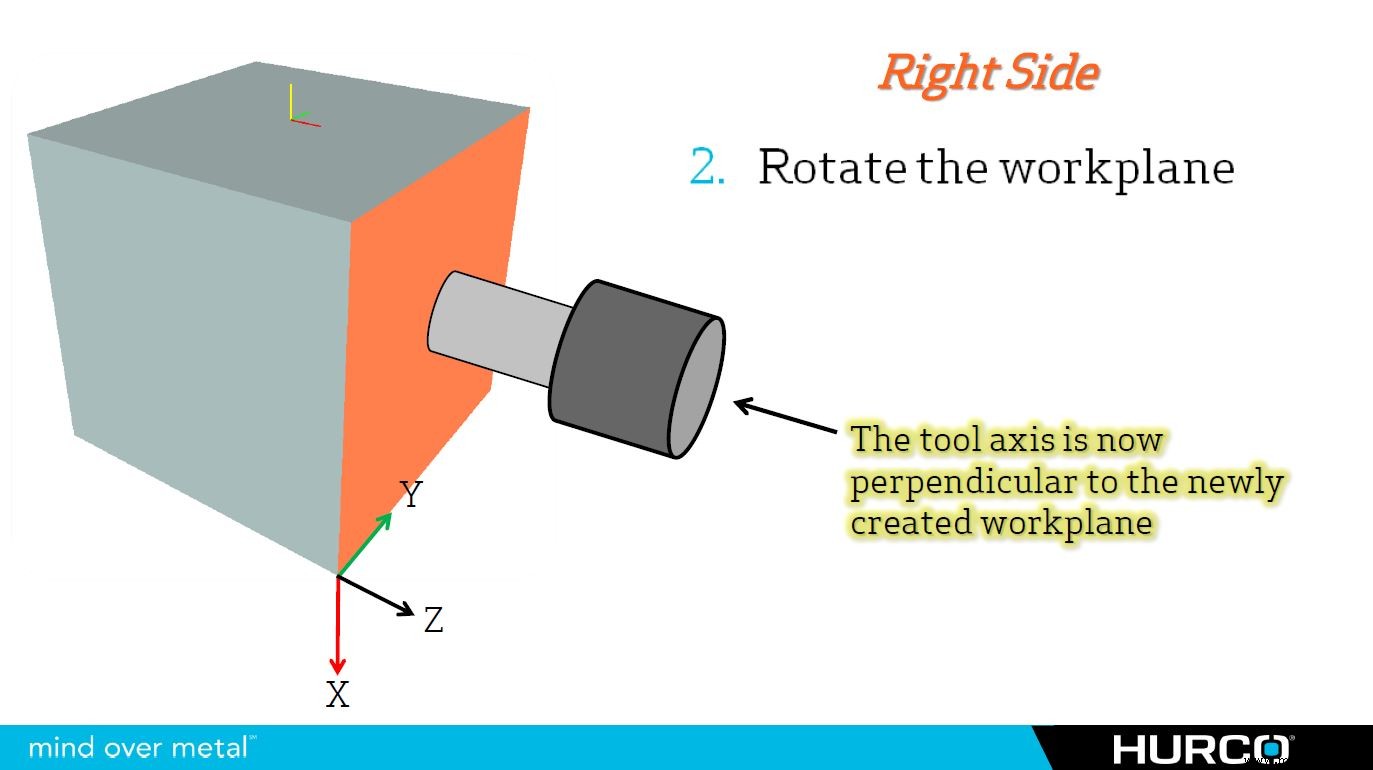
Comme vous pouvez le voir, avec un peu de compréhension, ce n'est vraiment pas si difficile à visualiser ou à programmer. Dans cet exemple, nous avons utilisé une simple rotation de 90 degrés autour d'un axe, mais ce même principe pourrait être utilisé pour désigner tout angle de rotation composé nécessaire pour tout plan de transformation requis. C'est aussi simple que de pointer les flèches ROUGE et VERTE dans la direction qu'elles doivent pointer, et l'axe Z pointera toujours perpendiculairement au plan créé.
Pour en savoir plus sur la variété de machines CNC 5 axes d'Hurco, n'hésitez pas à visiter notre site www.hurco.com
Configurations machines 5 axes
commande numérique par ordinateur
- Usinage CNC 5 axes
- Sortie du livre CNC 5 axes
- 5 raisons d'utiliser des machines CNC de précision
- Manuel de programmation CNC par Peter Smid
- Programmation CNC Sinumerik 840D
- Programmation CNC pour les machinistes CNC
- Programmation d'angle CNC G01
- Codes M – Quiz sur la programmation CNC
- Codes G – Quiz sur la programmation CNC