


Conseils pour l'usinage de matériaux gommeux
Les machinistes sont confrontés à de nombreux problèmes et défis lors de la fabrication de matériaux gommeux. Ces types de matériaux comprennent les aciers à faible teneur en carbone, les aciers inoxydables, les alliages de nickel, le titane, le cuivre et les métaux à haute teneur en chrome. Les matériaux gommeux ont tendance à produire de longs copeaux filandreux et ont tendance à créer des bords accumulés. Ces problèmes courants peuvent avoir un impact sur la finition de surface, la durée de vie de l'outil et les tolérances des pièces.

Puce continue avec un bord intégré
Les copeaux continus sont de longs copeaux en forme de ruban qui se forment lorsque l'outil coupe un matériau, séparant les copeaux le long du plan de cisaillement créé par le tranchant de l'outil. Ces copeaux glissent sur la face de l'outil à un débit constant pour créer un copeau long et filandreux. Les températures élevées, les pressions et les frottements produits lors de la coupe sont tous des facteurs qui conduisent à des copeaux collants qui adhèrent au tranchant. Lorsque ce bord accumulé devient suffisamment grand, il peut se casser en laissant un excès de matériau sur la pièce ou creuser la pièce en laissant une mauvaise finition de surface.
Liquide de refroidissement
L'utilisation de grandes quantités de liquide de refroidissement peut aider au contrôle de la température et à l'évacuation des copeaux lors de l'usinage de matériaux gommeux. La température est une grande force motrice derrière le bord bâti. Plus la température est élevée, plus un bord accumulé peut se former facilement et rapidement. Le liquide de refroidissement maintient les températures locales plus basses et peut empêcher le matériau de s'écrouir et de se gripper. Des copeaux longs et filandreux ont le potentiel de « s'emboîter » autour de l'outil et de provoquer une défaillance de l'outil. Le liquide de refroidissement aidera à casser ces copeaux en plus petits morceaux et à les éloigner de l'action de coupe en les refroidissant instantanément, ce qui entraînera la fracture du copeau en plus petits morceaux. Le liquide de refroidissement doit être appliqué directement sur la zone de contact de l'outil et de la pièce pour obtenir un effet maximal.
Engagement de l'outil
Paramètres d'exécution
L'outil doit être constamment introduit dans la pièce. Le fait de laisser l'outil s'attarder peut provoquer un écrouissage et augmenter les risques de grippage et d'arêtes rapportées. Une combinaison de vitesses d'alimentation plus élevées et de vitesses plus faibles doit également être utilisée pour maintenir les taux d'enlèvement de matière à un niveau raisonnable. Une augmentation des vitesses d'alimentation augmentera la température moins qu'une augmentation de la vitesse. Cela concerne l'amincissement des copeaux et la capacité d'un outil à couper le matériau plutôt que de le frotter.
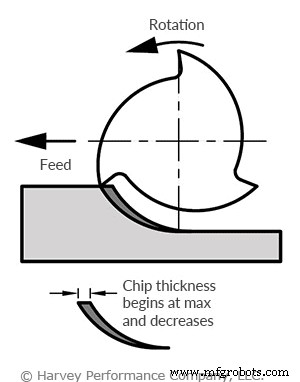
Escalade de fraisage
Le fraisage en avalant est la méthode préférée car il dirige plus de chaleur dans le copeau que dans l'outil. En utilisant le fraisage en avalant, la plus grande section de copeaux est créée en premier, ce qui permet à l'outil de couper le matériau beaucoup plus facilement. La chaleur générée par le frottement lorsque l'outil pénètre dans la pièce est transférée au copeau plutôt qu'à l'outil car la partie la plus épaisse du copeau est capable de retenir plus de chaleur que la plus fine.
Engagement initial de la pièce
Des changements de force soudains et importants, comme lorsqu'un outil engage initialement une pièce, ont un impact négatif sur la durée de vie de l'outil. L'utilisation d'une trajectoire d'outil en arc pour engager initialement le matériau permet une stabilité accrue avec une augmentation progressive des forces de coupe et de la chaleur. Une entrée d'outil progressive comme celle-ci est toujours la méthode préférée par rapport à une entrée droite abrupte.
Sélection d'outils
Un outil avec un tranchant tranchant et robuste doit être sélectionné pour usiner les matériaux gommeux. Helical dispose d'outils spécialement conçus pour le titane et l'acier inoxydable afin de faciliter votre processus de sélection d'outils.
De plus, le choix d'un outil avec le revêtement approprié pour le matériau que vous usinez aidera à protéger l'arête de coupe et entraînera un risque beaucoup plus faible d'arête accumulée ou de grippage qu'un outil non revêtu. Un outil avec un nombre de cannelures plus élevé peut répartir l'usure de l'outil sur plusieurs arêtes de coupe, prolongeant ainsi la durée de vie de l'outil. L'usure de l'outil n'est pas toujours linéaire dans les matériaux gommeux; dès qu'un peu d'usure apparaît, la défaillance de l'outil se produira assez rapidement. Changer l'outil au premier signe d'usure peut être nécessaire pour s'assurer que les pièces ne sont pas mises au rebut.

Résumé des matériaux gommeux
Chaque matériau usine un peu différemment, mais comprendre ce qui se passe lorsque l'outil coupe la pièce et comment cela affecte la durée de vie et la finition de l'outil contribuera grandement à la réussite de n'importe quel travail. Les bords accumulés et la chaleur excessive peuvent être minimisés en sélectionnant l'outil et le revêtement appropriés pour le matériau, et en suivant les conseils et techniques mentionnés ci-dessus. Enfin, assurez-vous de vérifier le faux-rond de votre machine et assurez-vous d'une rigidité maximale avant de commencer votre opération d'usinage.
commande numérique par ordinateur
- 4 conseils pour une usine plus rentable
- Comment utiliser un tour à bois pour les débutants ?
- Conseils pour maintenir des tolérances serrées
- Conseils pour l'usinage CNC du titane :Aéronautique et plus
- 7 revêtements d'outils indispensables pour un usinage haute performance
- 4 astuces sous le radar pour une productivité CNC 5 axes
- Conseils pour sélectionner les matériaux de roulement en bronze
- Choisir les bons matériaux pour l'usinage CNC
- Comment sélectionner les meilleurs matériaux pour l'usinage CNC ?