


Suzie Model One - Machine CNC
Composants et fournitures
 |
| × | 1 | |||
| × | 1 |
Outils et machines nécessaires
|
Applications et services en ligne
|
À propos de ce projet
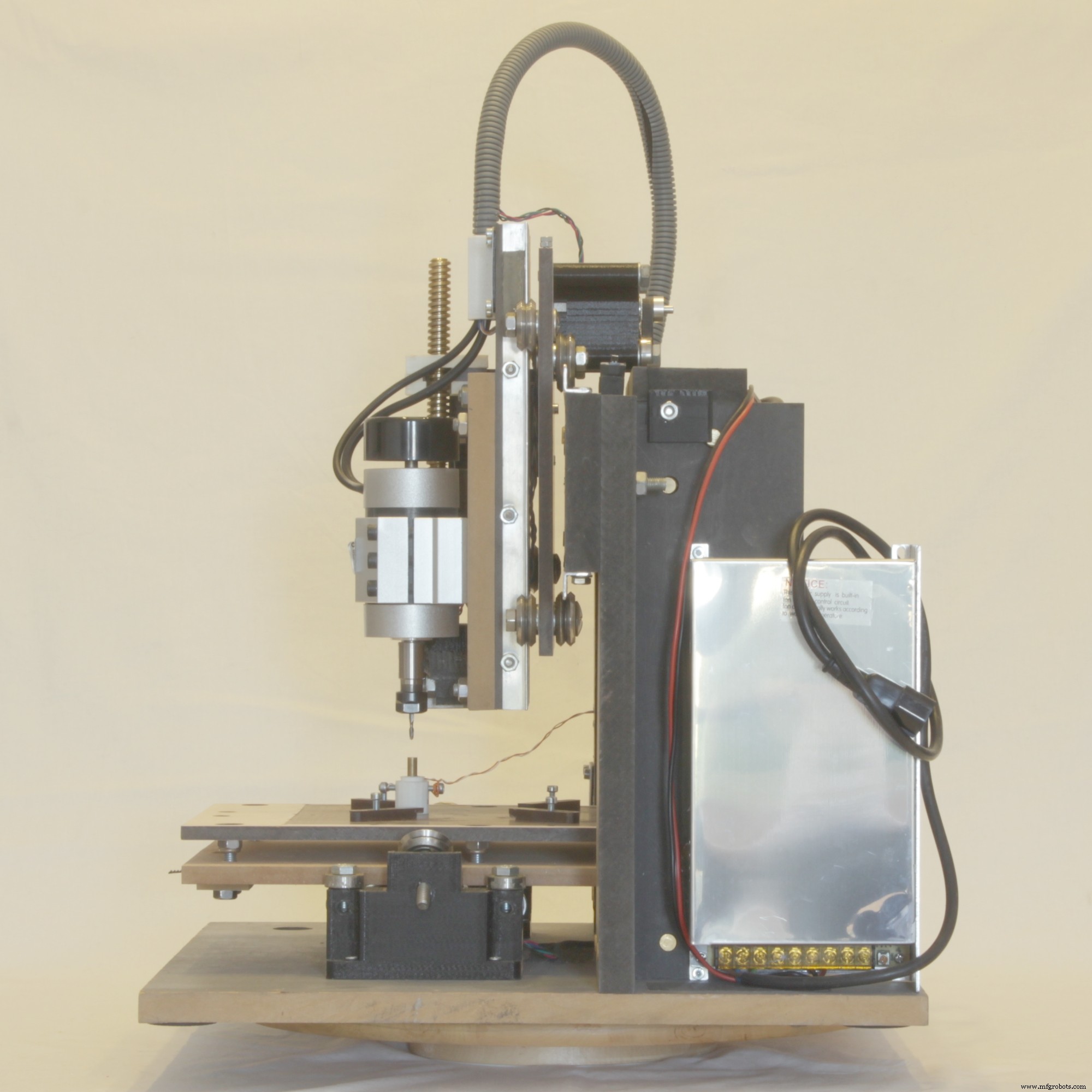
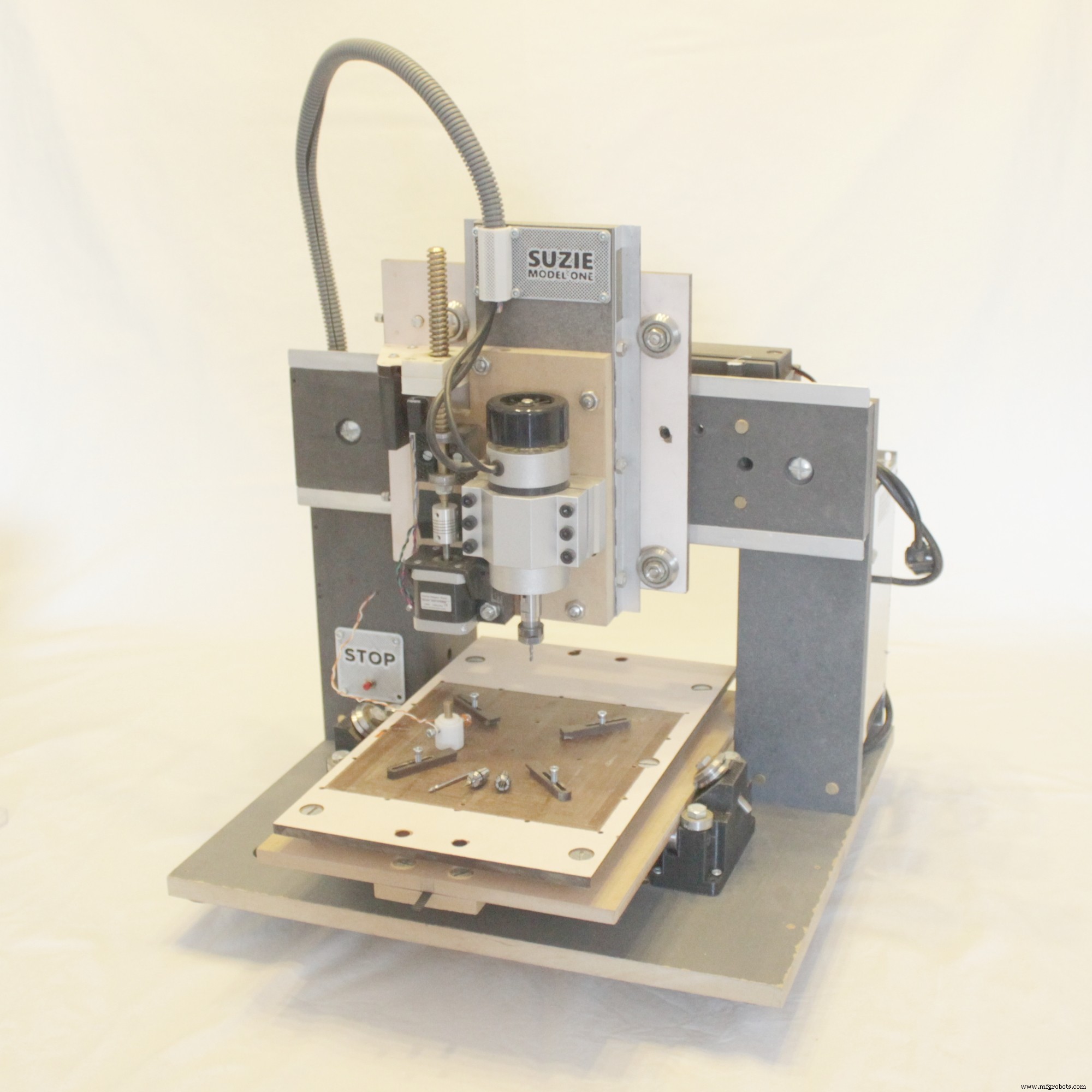
Présentation
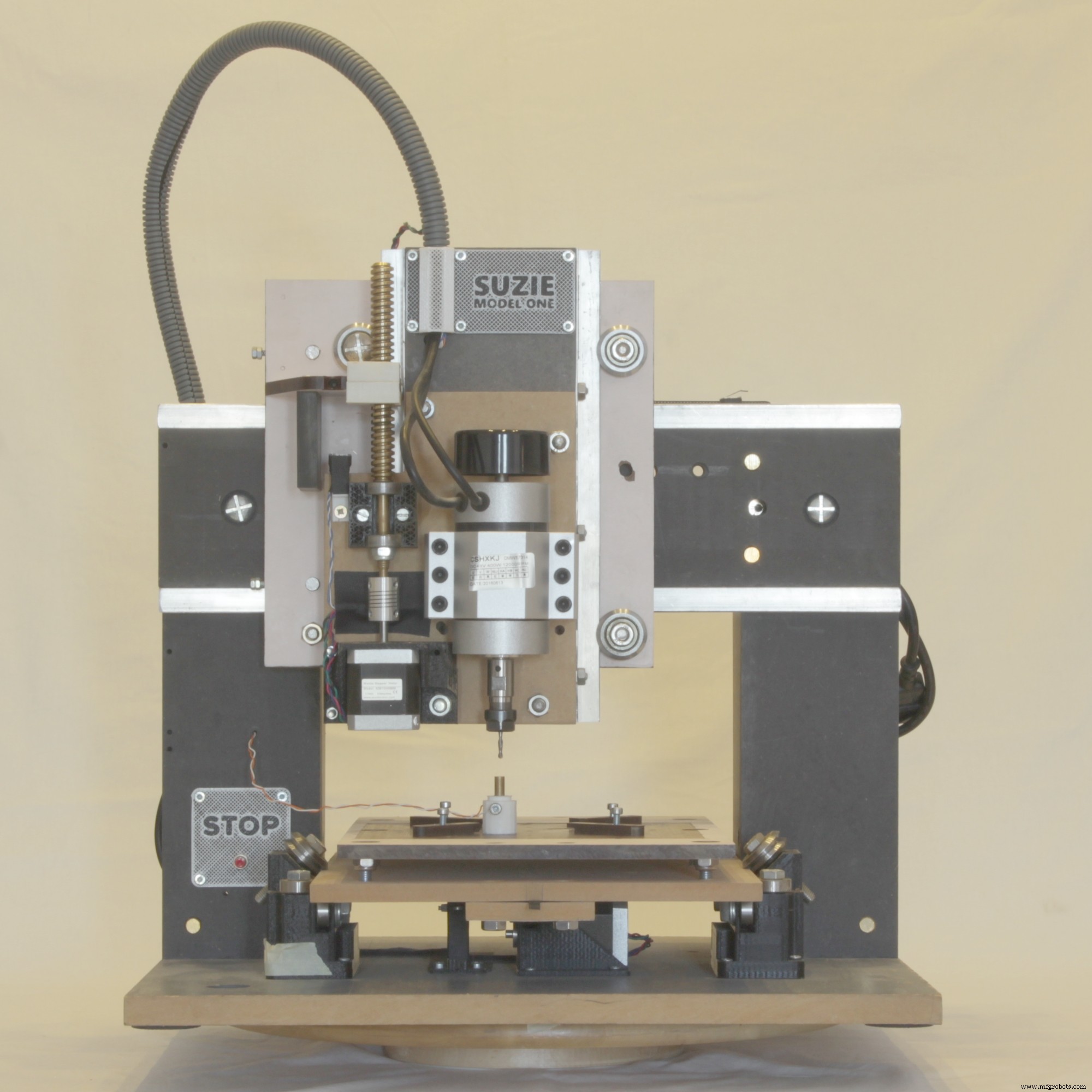
SUZIE MODEL ONE a été conçu pour couper les PCB. L'objectif était de créer une machine rigide, précise et le plus automatique possible. À l'heure actuelle, le seul processus manuel nécessaire consiste à changer les mèches de coupe et à placer la sonde Z au bon endroit.
Cette machine est le résultat d'un processus d'essais et d'erreurs où plusieurs pièces ont été repensées et reconstruites pour obtenir le meilleur résultat possible. Le problème principal était la rigidité :lorsque la machine n'est pas assez dure, elle se plie au fur et à mesure qu'elle coupe et le résultat sera un échec. La gigue dans les virages est l'autre problème principal. Il est possible de réduire la vitesse pour éviter cela, mais le temps, c'est de l'argent, et certains types de coupes fonctionnent mieux à la bonne vitesse, pas plus lentement.
Pour en voir plus, consultez #suziecnc sur Instagram.
Les prochains chapitres montreront et expliqueront pourquoi certaines décisions ont été prises lors de la construction et, le cas échéant, quels sont les problèmes à résoudre.
Dimensions
Taille externe :
- Largeur 46cm
- longueur 62cm (43cm ne fonctionne pas)
- Hauteur 58cm (en comptant avec le tube du câble)
La zone de travail est d'environ :
- largeur 20cm (X)
- longueur 20cm (Y)
- Hauteur 6cm (Z)
Opinions de Suzie
Axe XY, montage pas à pas et jeu
SUZIE n'a aucun jeu sur les axes X et Y.
Aucune compensation n'a été faite en firmware et coupe toujours aux bonnes dimensions. Ceci est possible en utilisant des courroies au lieu de vis sans fin. La vis-mère a besoin de ce petit espace pour passer à l'intérieur de l'écrou sans frottement et qui doit être compensé. Pas de problème, mais avec le temps, si l'écrou s'use, ce qui provoquera un jeu constant qui doit être configuré dans le micrologiciel, mais si la vis mère s'use, le problème est plus important simplement parce que le fonctionnement normal d'une machine CNC utilise différents segments du vis-mère avec différentes vitesses et forces ; cela signifie que l'usure ne sera pas uniforme et impossible à compenser.
Les courroies sont suffisamment solides pour appliquer des forces même pour couper le métal et si elles sont correctement étirées sans élasticité notable.
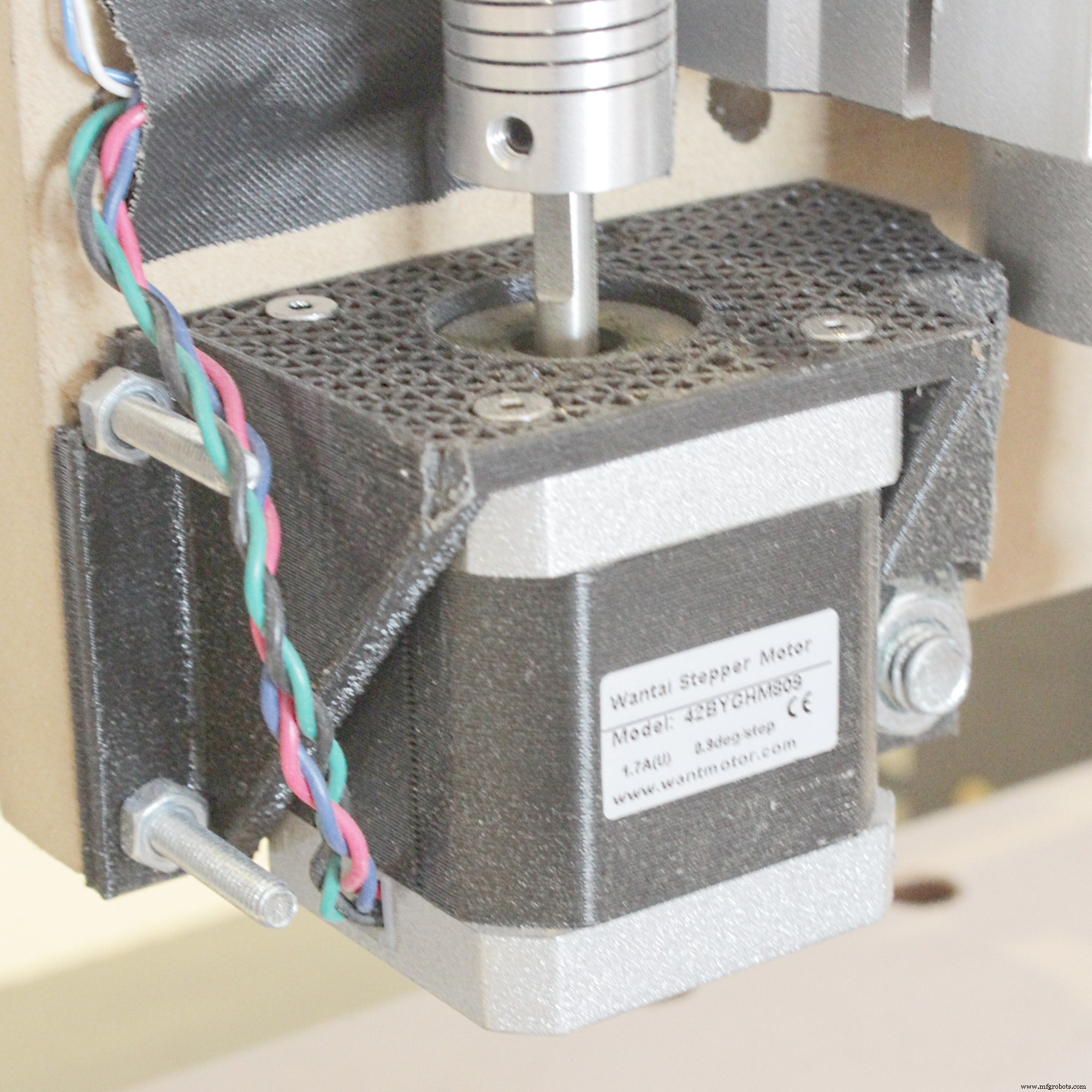
Les deux axes sur SUZIE utilisent la même technique pour transférer la force du stepper à la partie mobile mais avec une grande différence sur la façon dont la courroie et le stepper sont montés. Dans les deux cas la ceinture ne crée pas de boucle comme dans une imprimante 3D par exemple; le mécanisme pour cela est plus grand et taille plus d'espace. Ici, la courroie est ouverte, fixée aux deux extrémités et le stepper tourne dessus comme une roue à crémaillère.
La voiture X a le stepper attaché et la ceinture est fixée sur la machine. Le stepper se déplace avec la voiture.
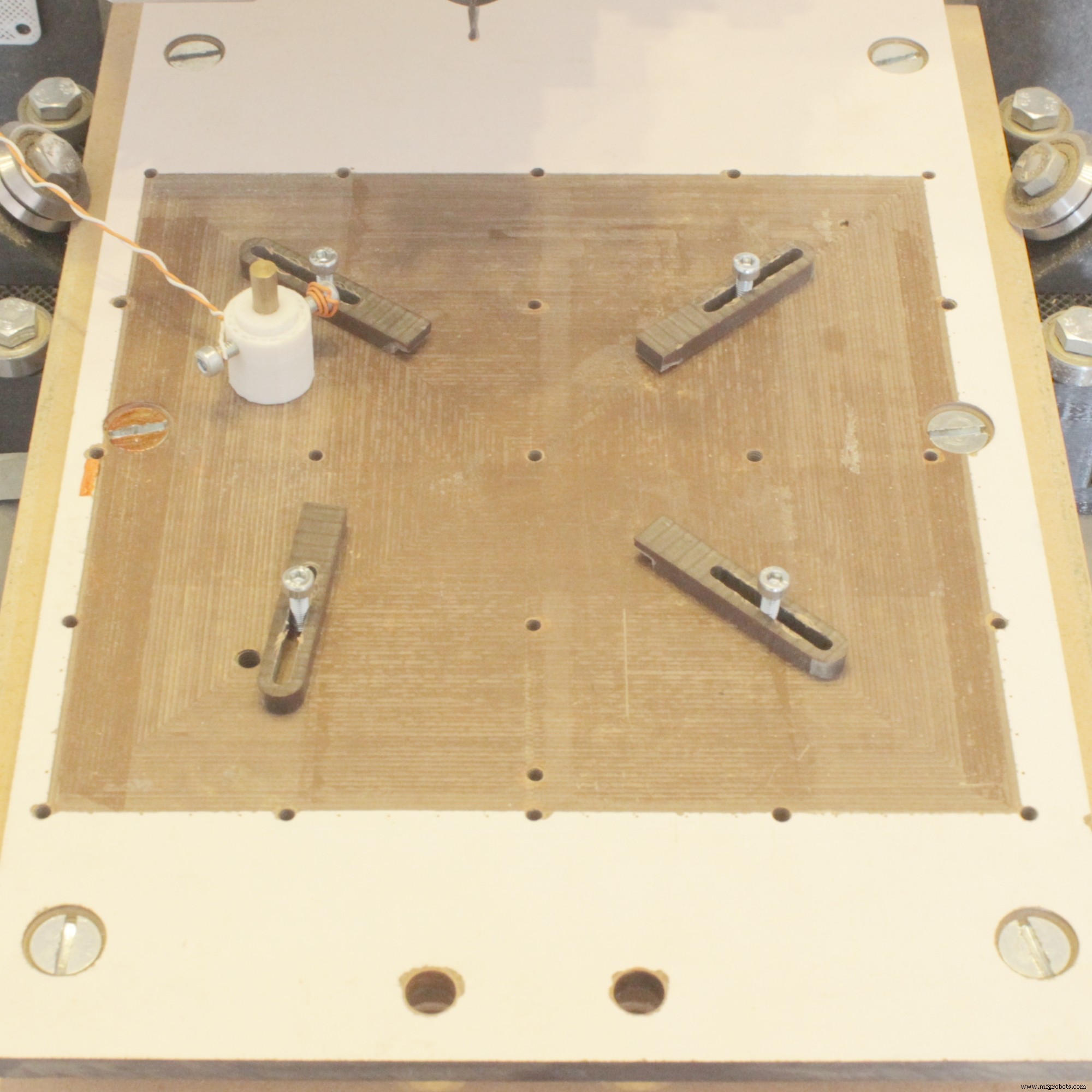
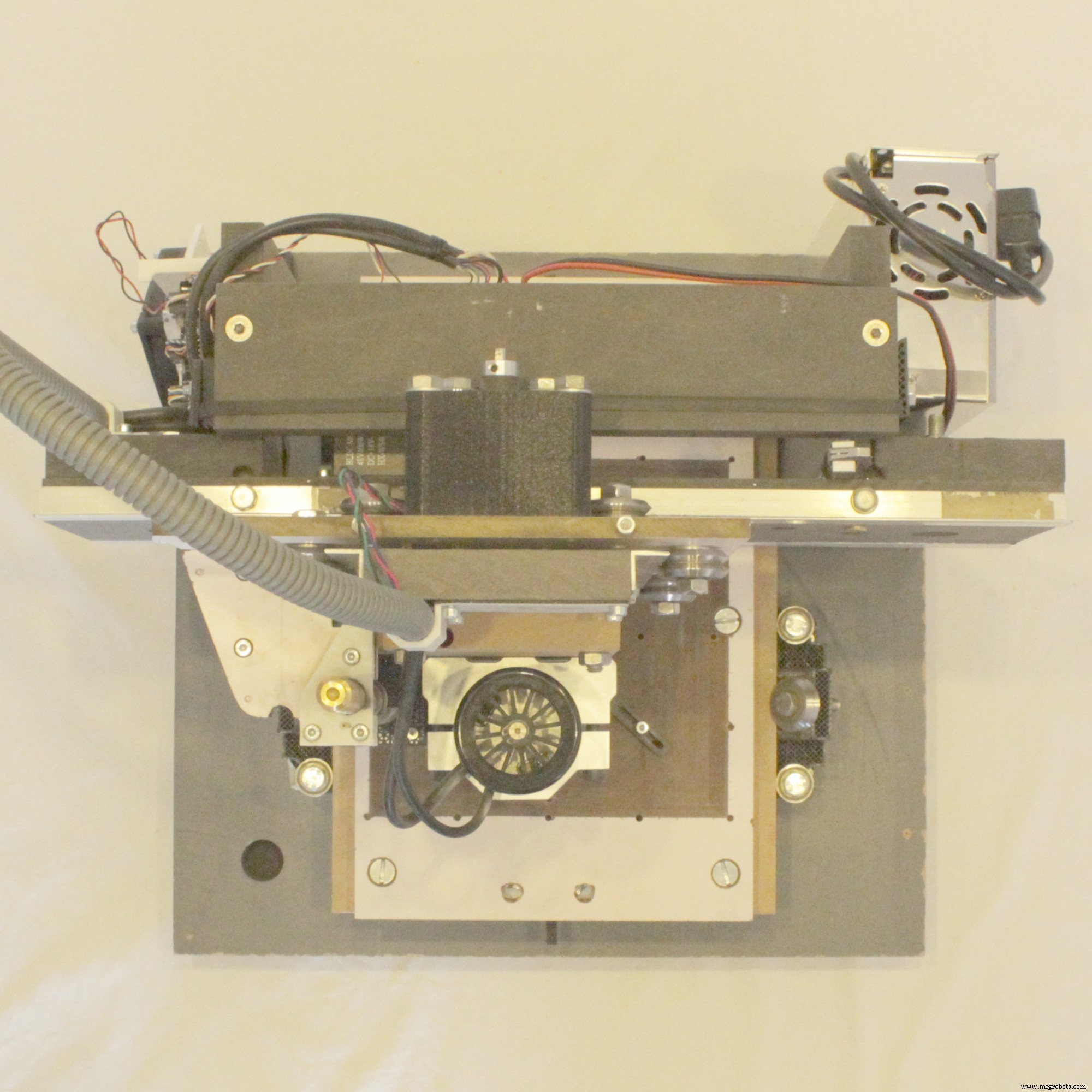
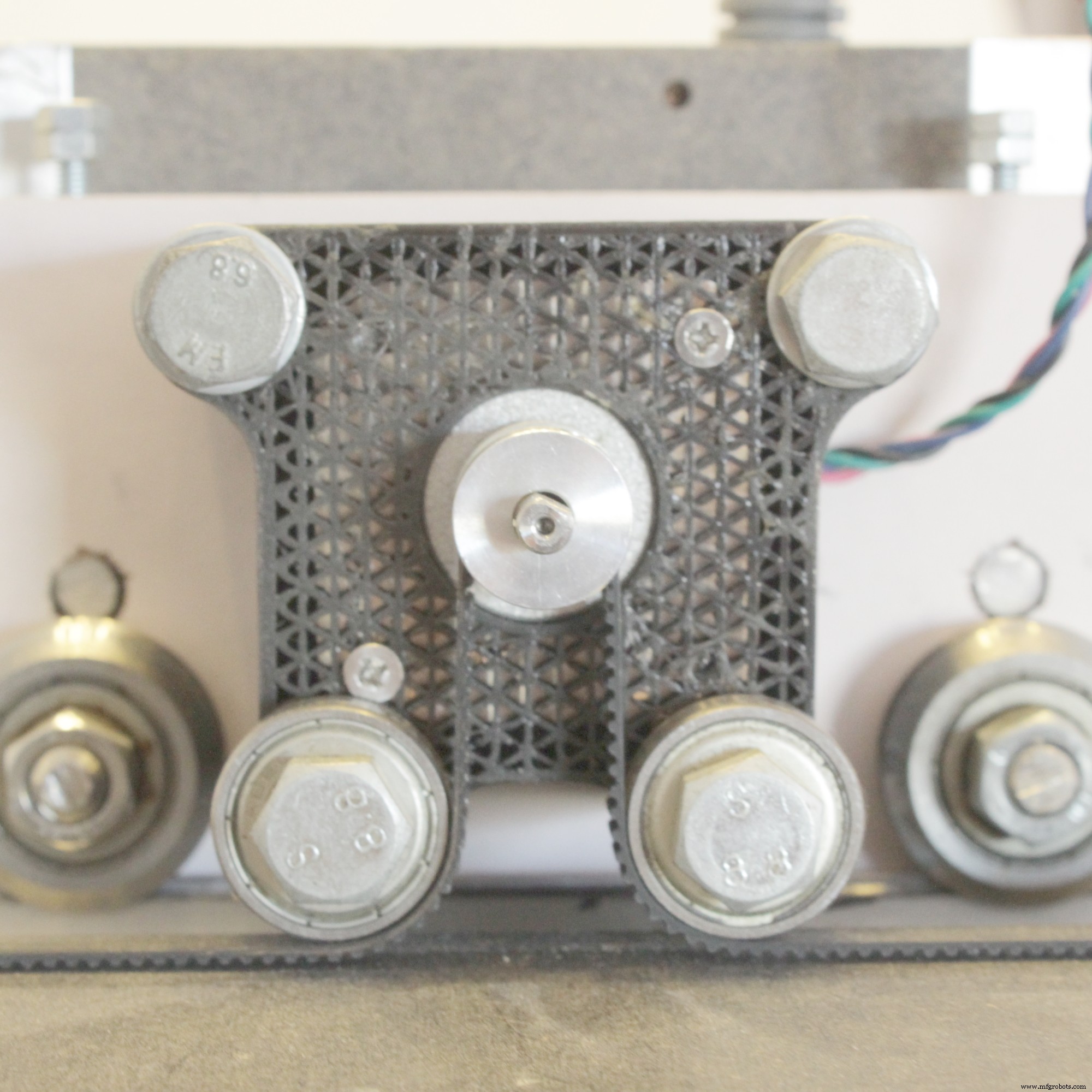
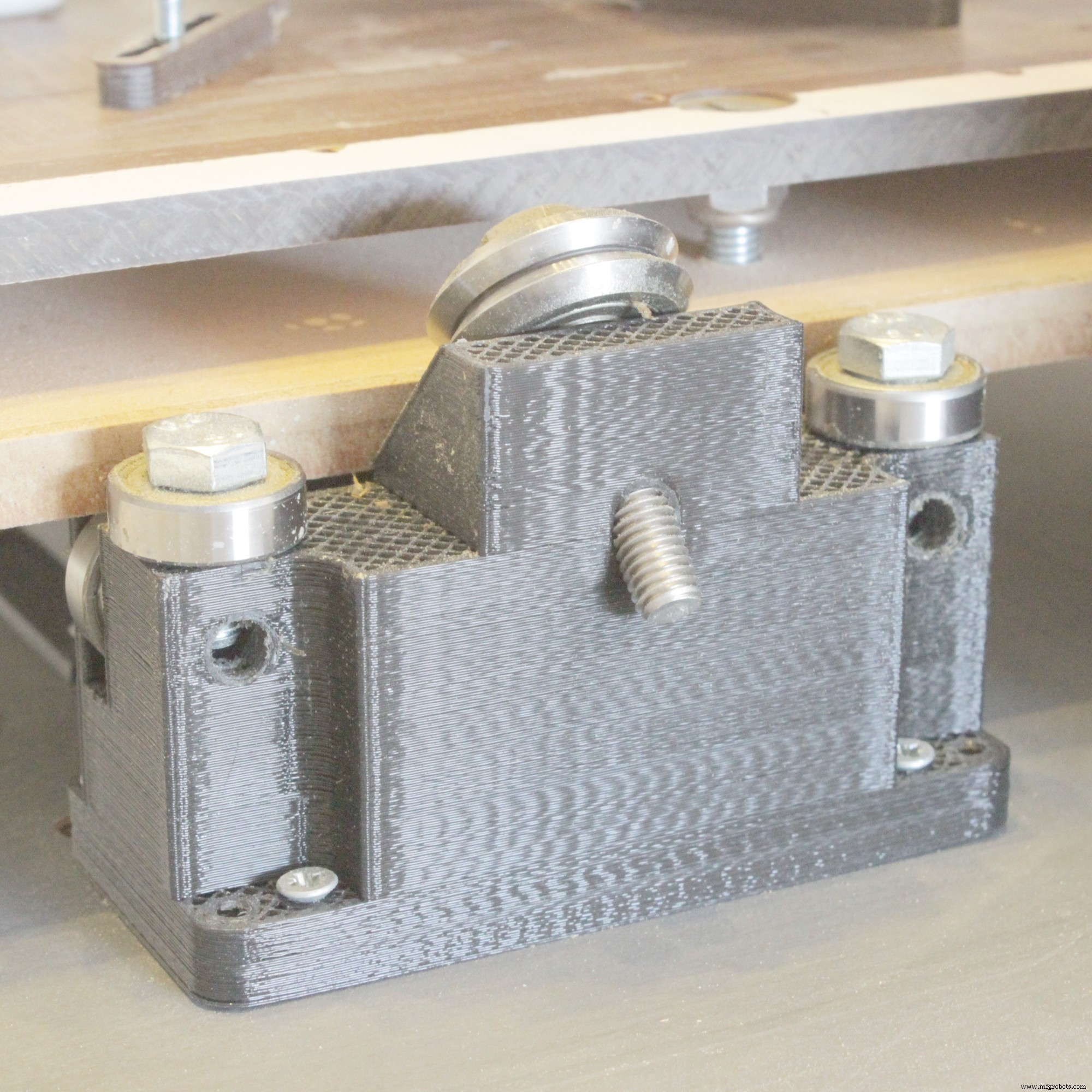
Plateau en Y
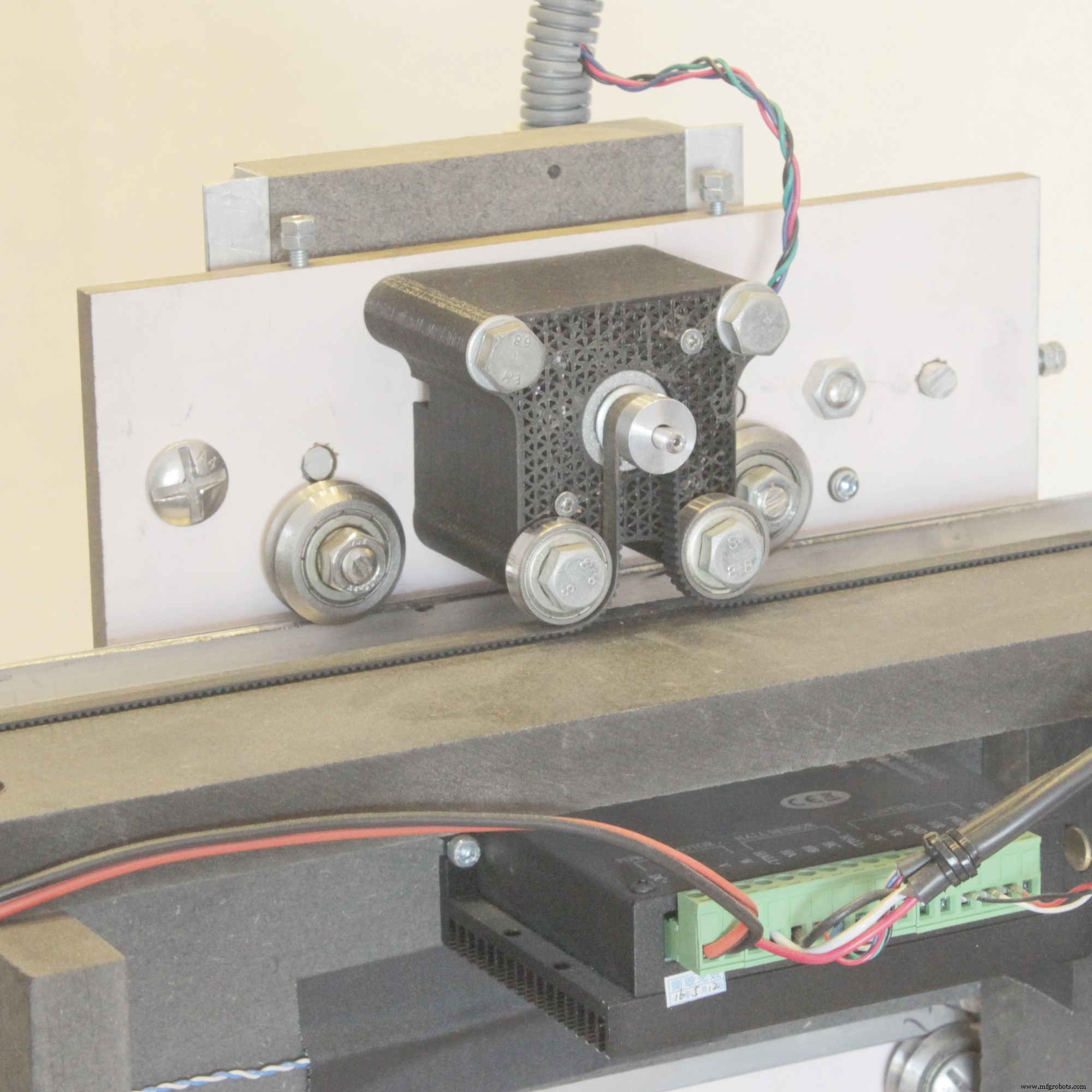
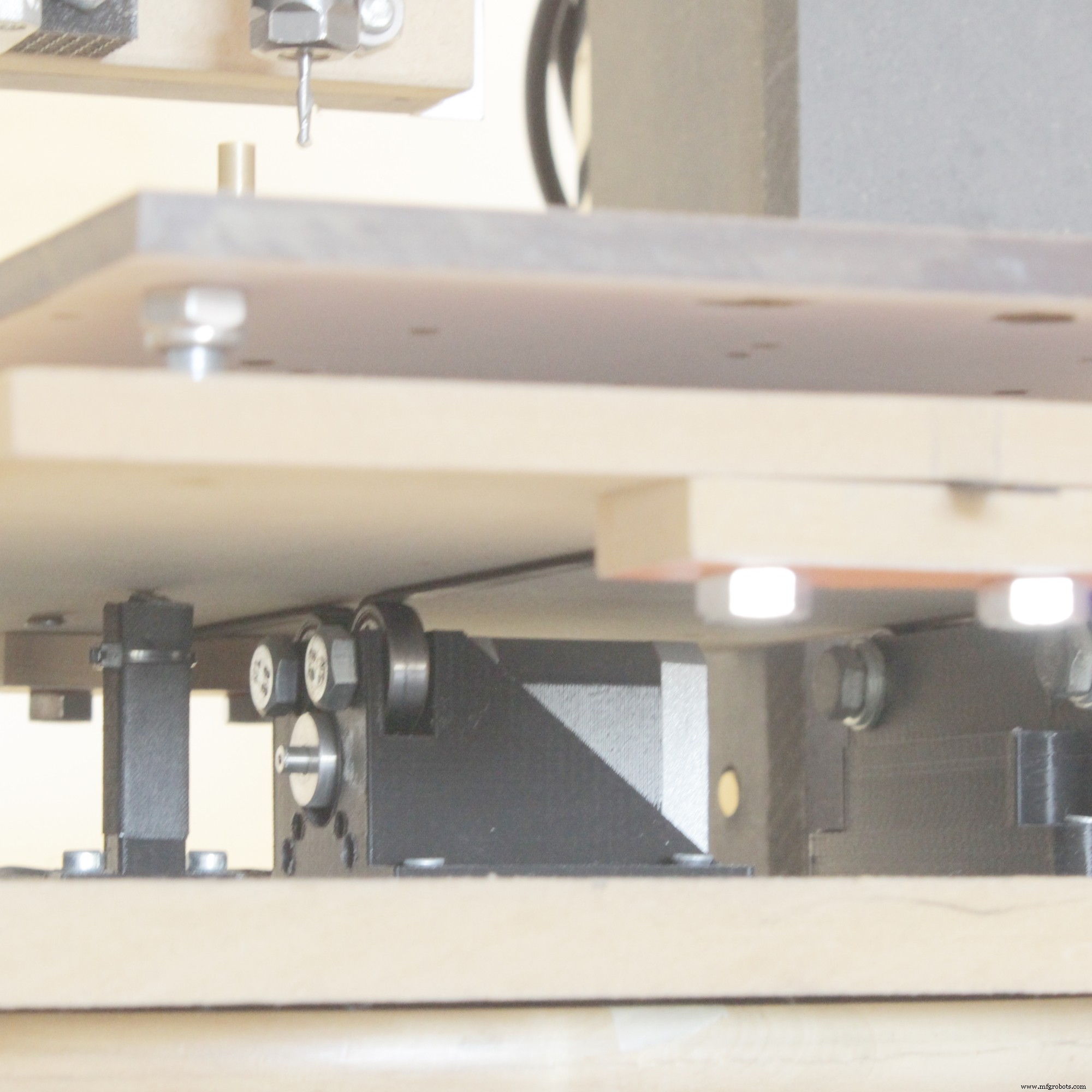
Le plateau Y reprend le même concept mais avec un stepper fixe et une courroie mobile. Est exactement l'opposé de l'axe X. Avec cette solution, une autre possibilité est disponible :la longueur maximale du plateau en Y est pratiquement infinie et peut être modifiée selon les besoins sans changer la conception de la machine. Cela est également possible car le rail est sur le plateau mobile et les roulements sont fixés au bas de la structure de la machine.
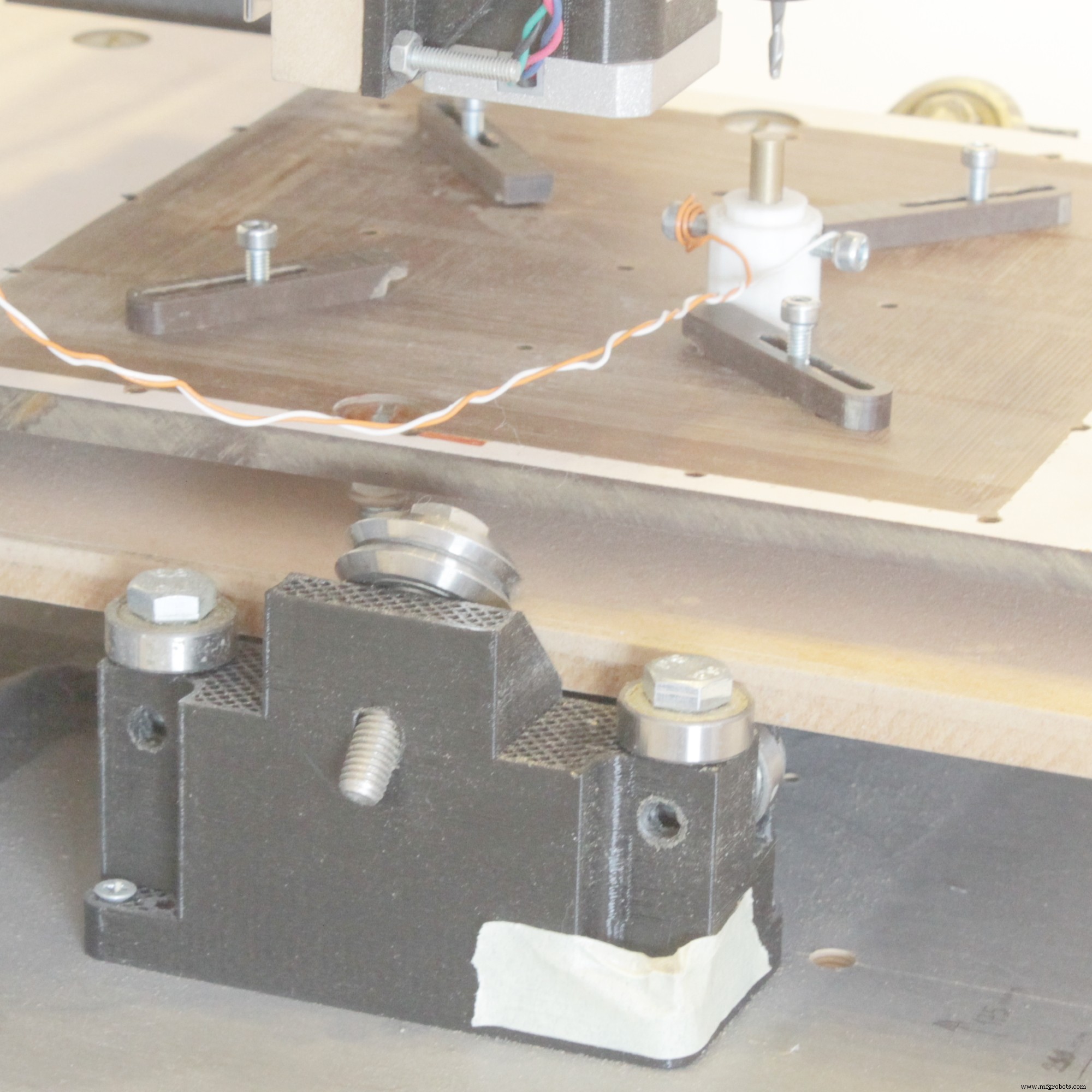
Cette image montre la pièce de support du roulement Y. Celui-ci (côté gauche) et l'autre dont seul le palier supérieur est visible, sont alignés avec le mouvement de la voiture X et directement en dessous et centrés avec la broche. Cela signifie que toutes les forces descendantes et latérales seront transmises à la base par compression. Cela permet au support d'agir de manière très rigide et de supporter beaucoup de force. Comme on peut l'imaginer avec cette image, la longueur du plateau n'est pas importante pour la mécanique et n'a pas besoin d'avoir de limite imposée (pas tout à fait vrai) - la limite pourrait être le logiciel, la fabrication du plateau ou la longueur maximale de la courroie - mais par exemple, il est parfaitement possible d'ajouter un plateau de 1 mètre de long pour un travail particulier.
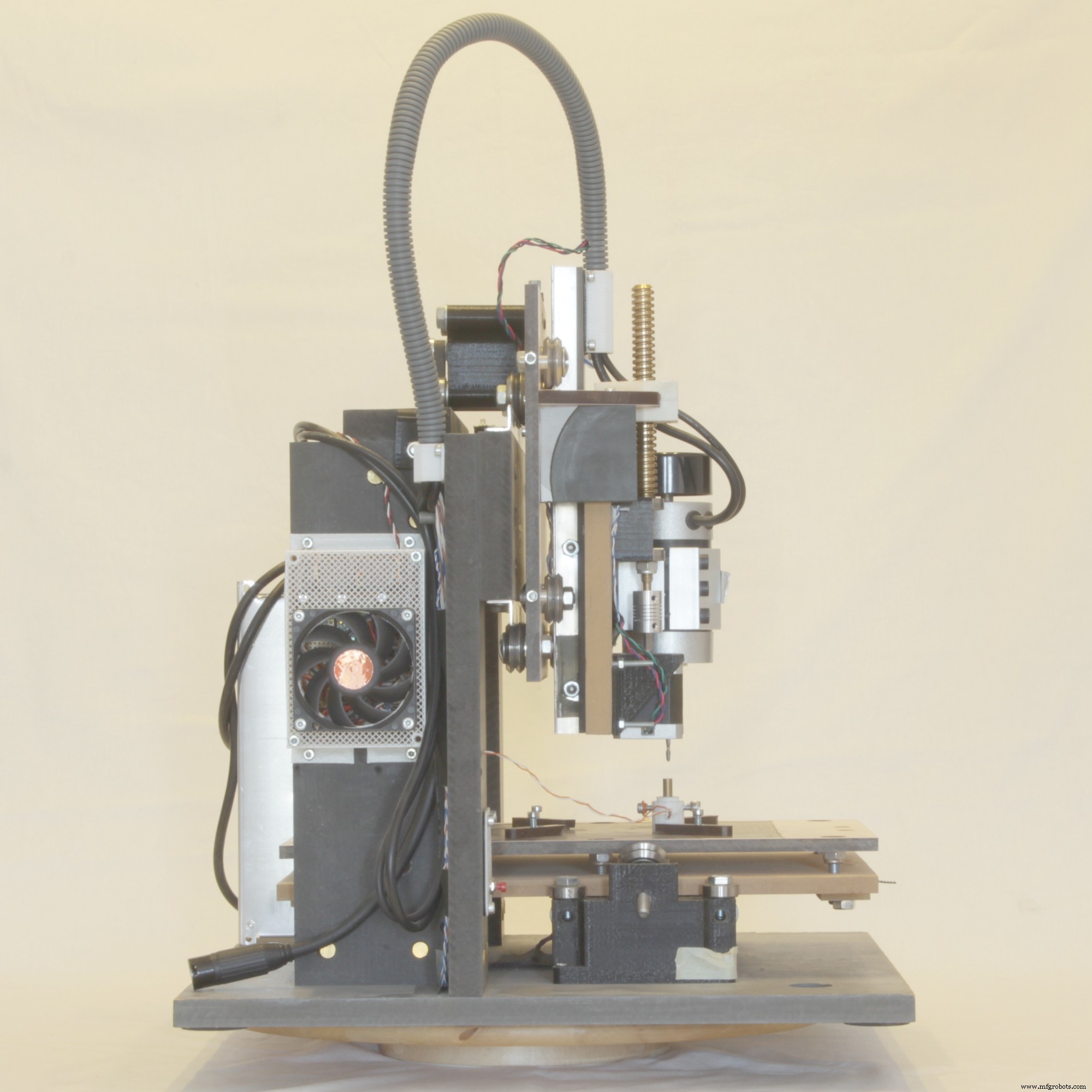
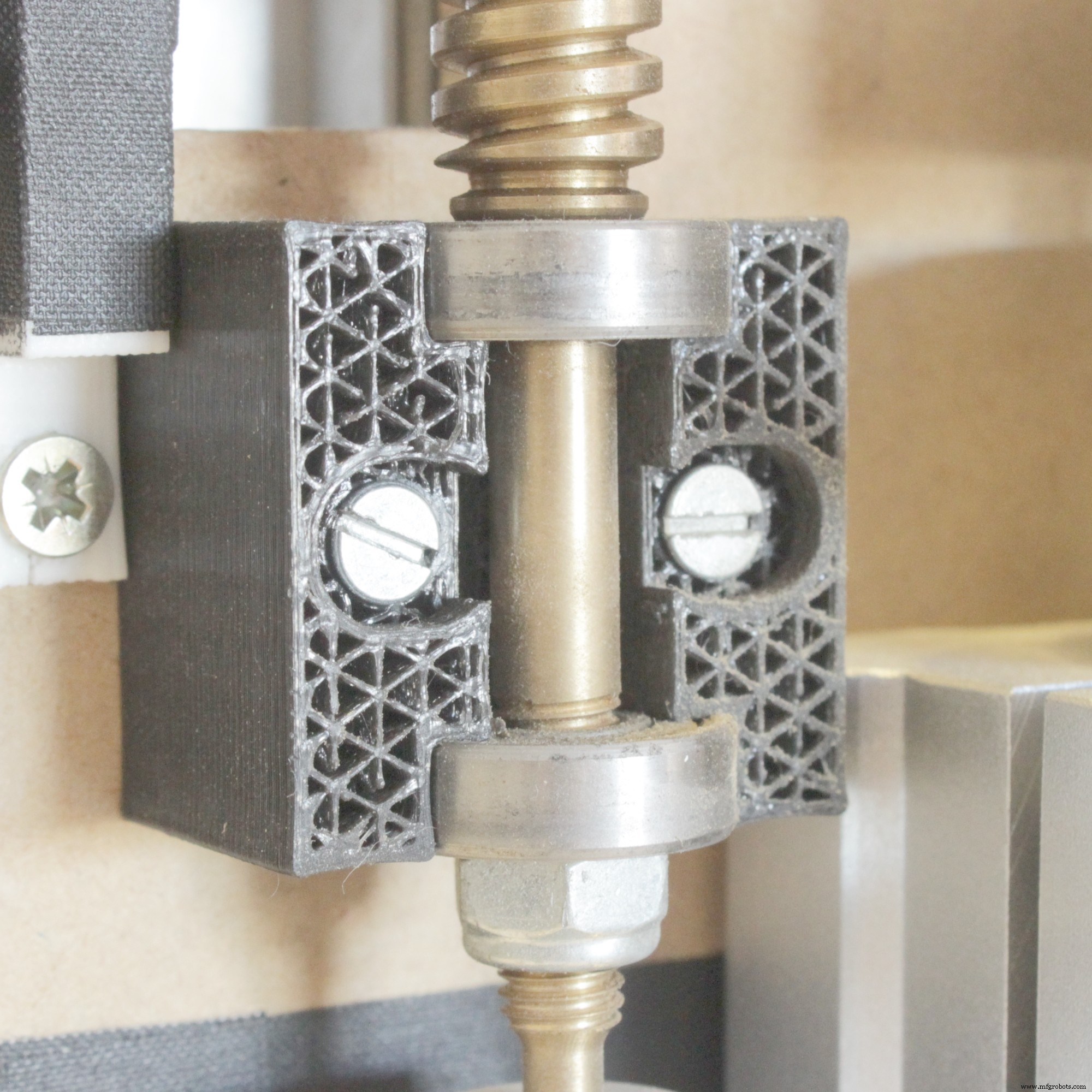
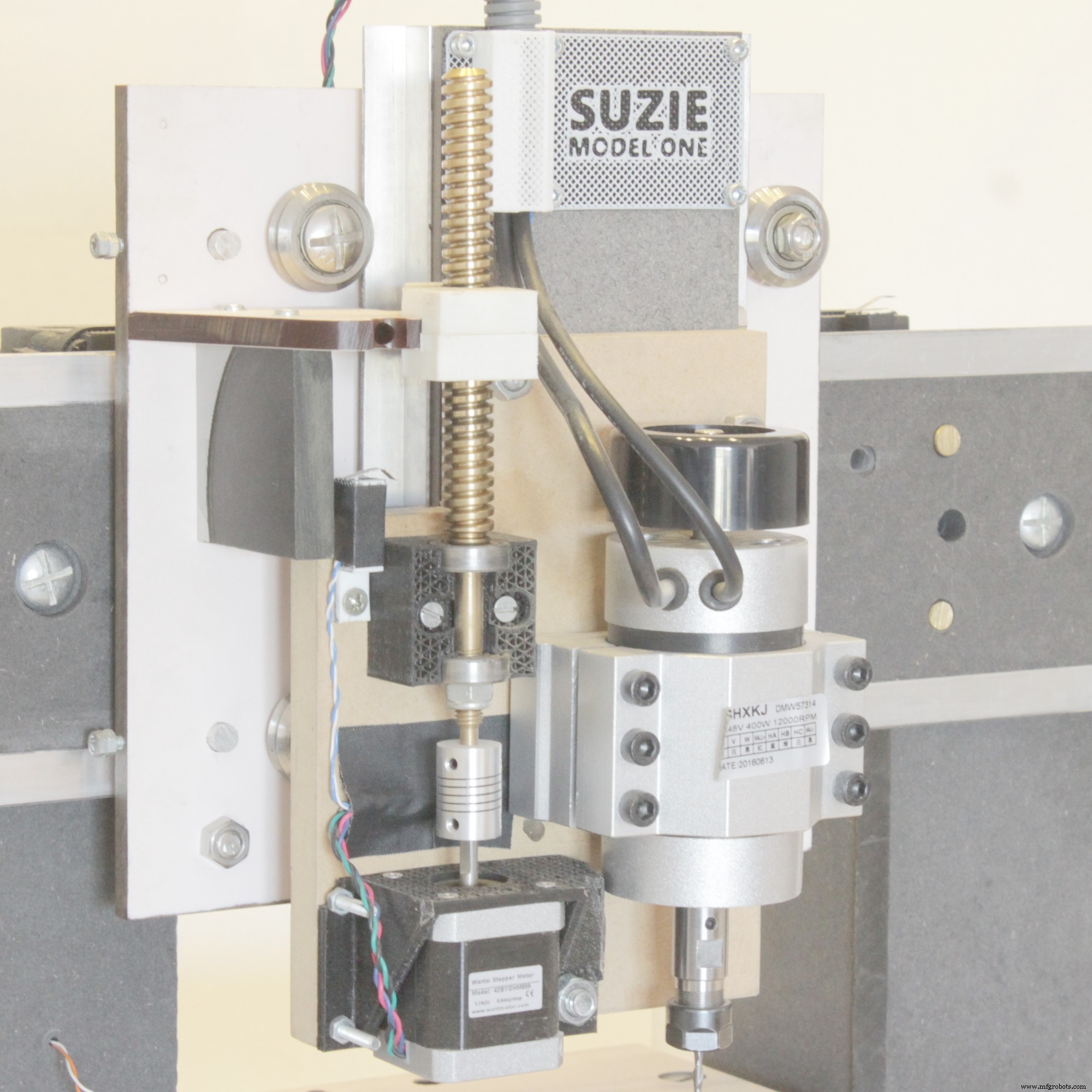
Axe Z et équipage principal
L'utilisation d'une configuration de courroie dans cet axe pose un énorme problème. Le moteur pas à pas doit être en charge constante et en cas de panne de courant, la broche plongerait simplement dans le travail, endommageant peut-être le foret, le moteur ou même le travail et le plateau. La solution ici est évidente :la vis sans fin.
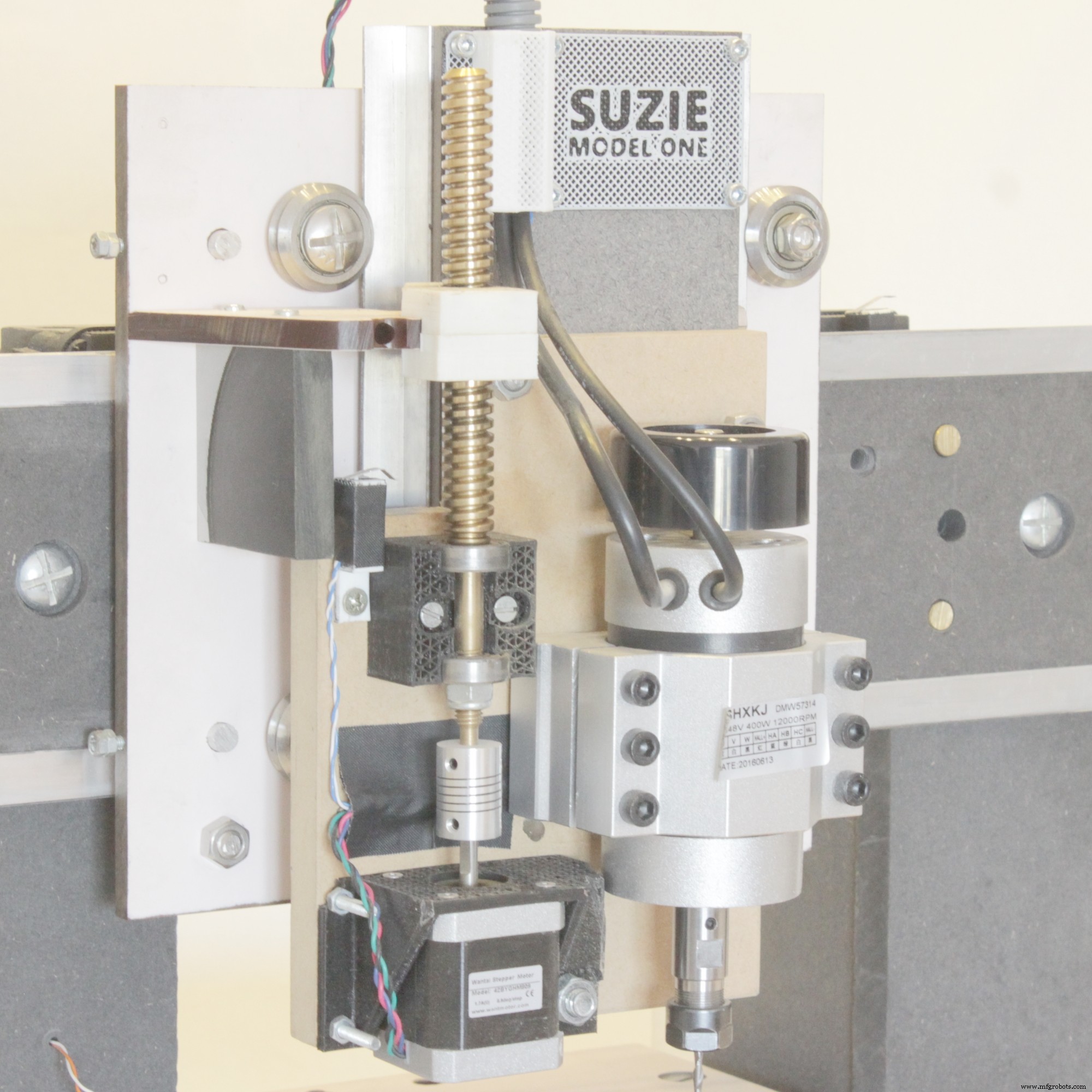
Cette vis mère et cet écrou ont été construits sur mesure pour cette machine. La vis a la longueur nécessaire, l'espace pour les roulements, l'écrou de blocage et la connexion au stepper. Il a été réalisé sur un ancien tour impérial manuel dans une configuration métrique. Le seul problème est que la roue de synchronisation ne fonctionne pas en métrique, il a donc fallu une façon très particulière d'utiliser le tour pour réaliser cette vis. L'écrou a été imprimé en 3D.
Ce système n'a pas de jeu parce que l'écrou imprimé en 3D a été fabriqué sans espace (il ne fait que couler beaucoup d'huile) mais la configuration de toutes les voitures XZ est très flexible. Ce qui maintient la broche dans sa position, c'est son poids. Si on le pousse vers le haut à la main, on peut le déplacer de 2 à 3 millimètres juste en pliant un peu tous les rails. Le seul moyen mécanique de résoudre ce problème est d'augmenter la rigidité de la machine. L'autre solution est de ralentir la vitesse de plongée. N'oubliez pas que le processus de coupe est latéral sur les axes X et Y, donc si la vitesse de plongée n'est pas très rapide, le poids de la voiture Z et de la broche forcera la coupe à la bonne position. Dans le cas de SUZIE, la vitesse de plongée maximale de la machine est correcte pour couper des matériaux mous, donc aucun ralentissement n'est nécessaire et je n'ai eu qu'à la ralentir lors de la coupe du métal (laiton).
Pièces imprimées en 3D
Cette machine n'était possible qu'en utilisant des pièces imprimées en 3D. Les outils auxquels j'avais accès pour fabriquer la machine n'étaient pas adaptés pour construire à la main des pièces complexes comme les supports de steppers par exemple. Toutes les pièces ont été conçues et imprimées plusieurs fois pour s'adapter à des fonctions spéciales ou à des améliorations structurelles. Ces pièces réduisent la rigidité de la machine mais permettent d'être plus compacte.
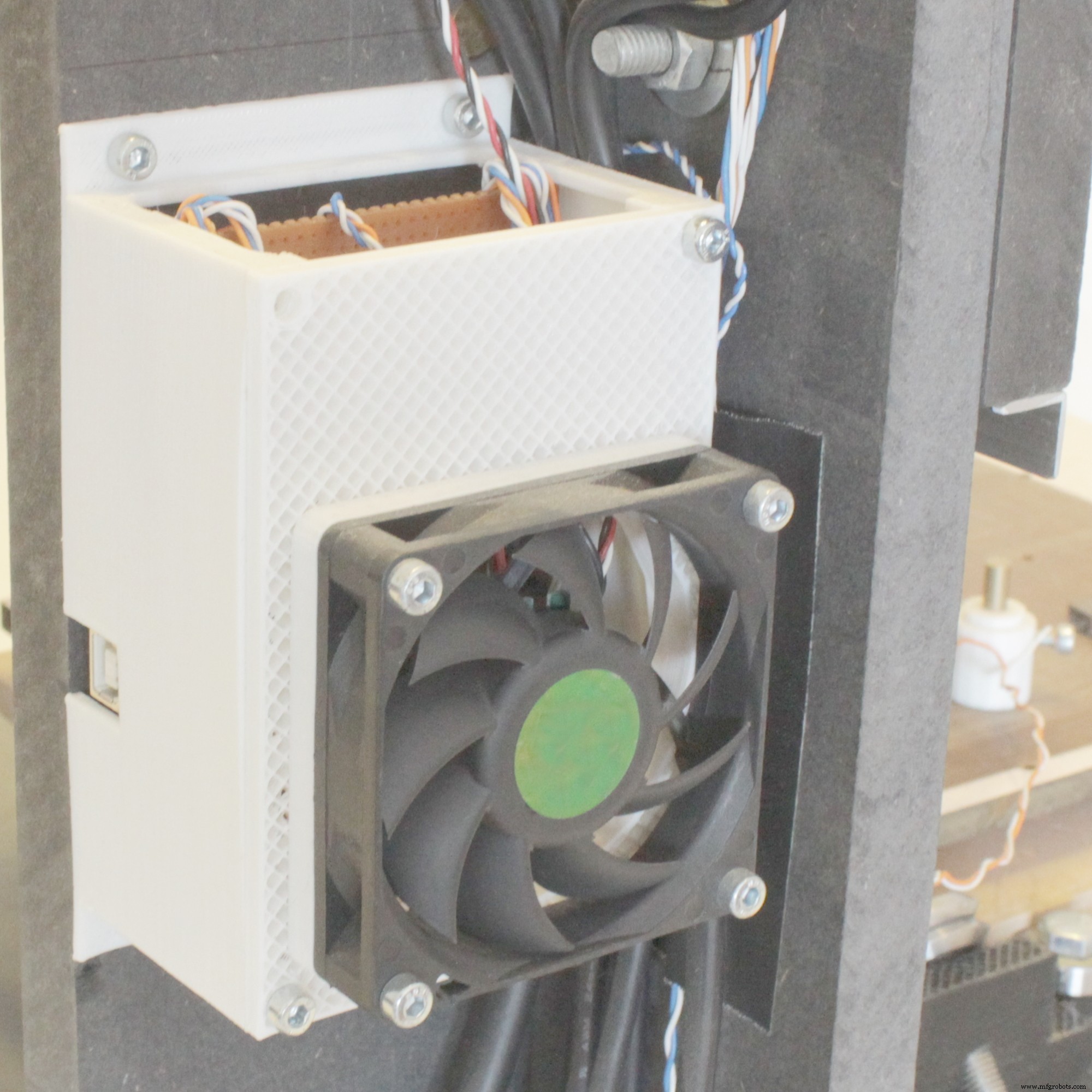
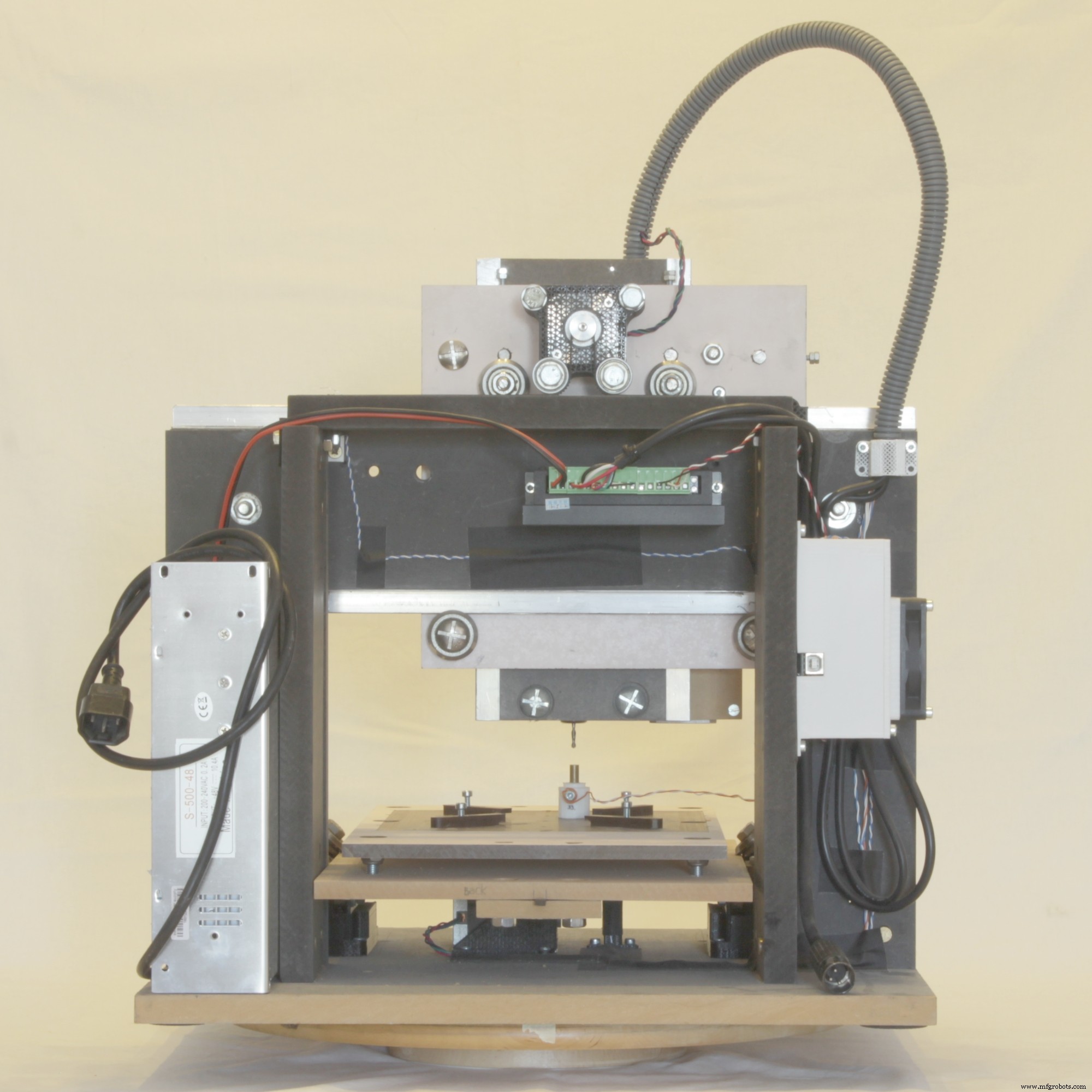
Arduino, GRBL, Shield, Spindle et Probe
Le cerveau de SUZIE est un Arduino Uno, exécutant le firmware GRBL.
Il existe plusieurs boucliers commerciaux pour GRBL, mais dans ce cas, il s'agissait davantage d'un cas de défi. Le premier bouclier que j'ai construit, j'ai utilisé la combinaison L298N et L297 pour piloter les steppers. Il faisait chaud et bruyant. Plus tard, avec les pilotes Pololu A4988, le système a été repensé pour être amélioré.
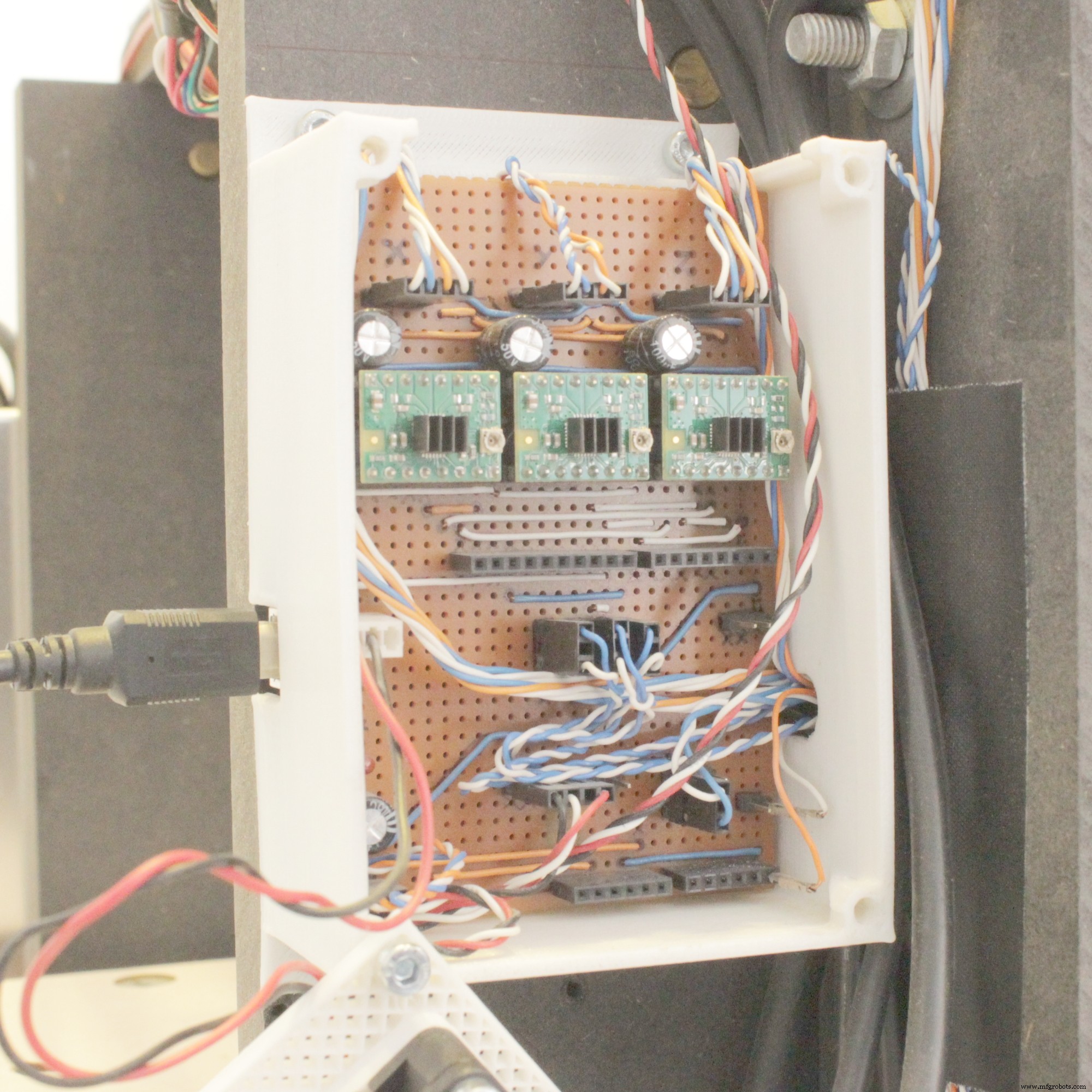
Le circuit est réalisé sur une carte prototype et dispose de presque toutes les connexions GRBL disponibles. Depuis l'ajout de cette carte, par rapport à la version combinée L298N et L297, la machine a pu fonctionner beaucoup plus longtemps sans surchauffe et en faisant moins de bruit car ces pilotes ont des micropas. Actuellement, le firmware est mis à jour vers le GRBL 1.1f et fonctionne très bien.
Un autre ajout récent était un moteur brushless à broche approprié (dmw57314). Ceci est maintenant contrôlé par l'Arduino et est beaucoup plus silencieux par rapport à la perceuse de type dremel que j'avais lors de la première itération.
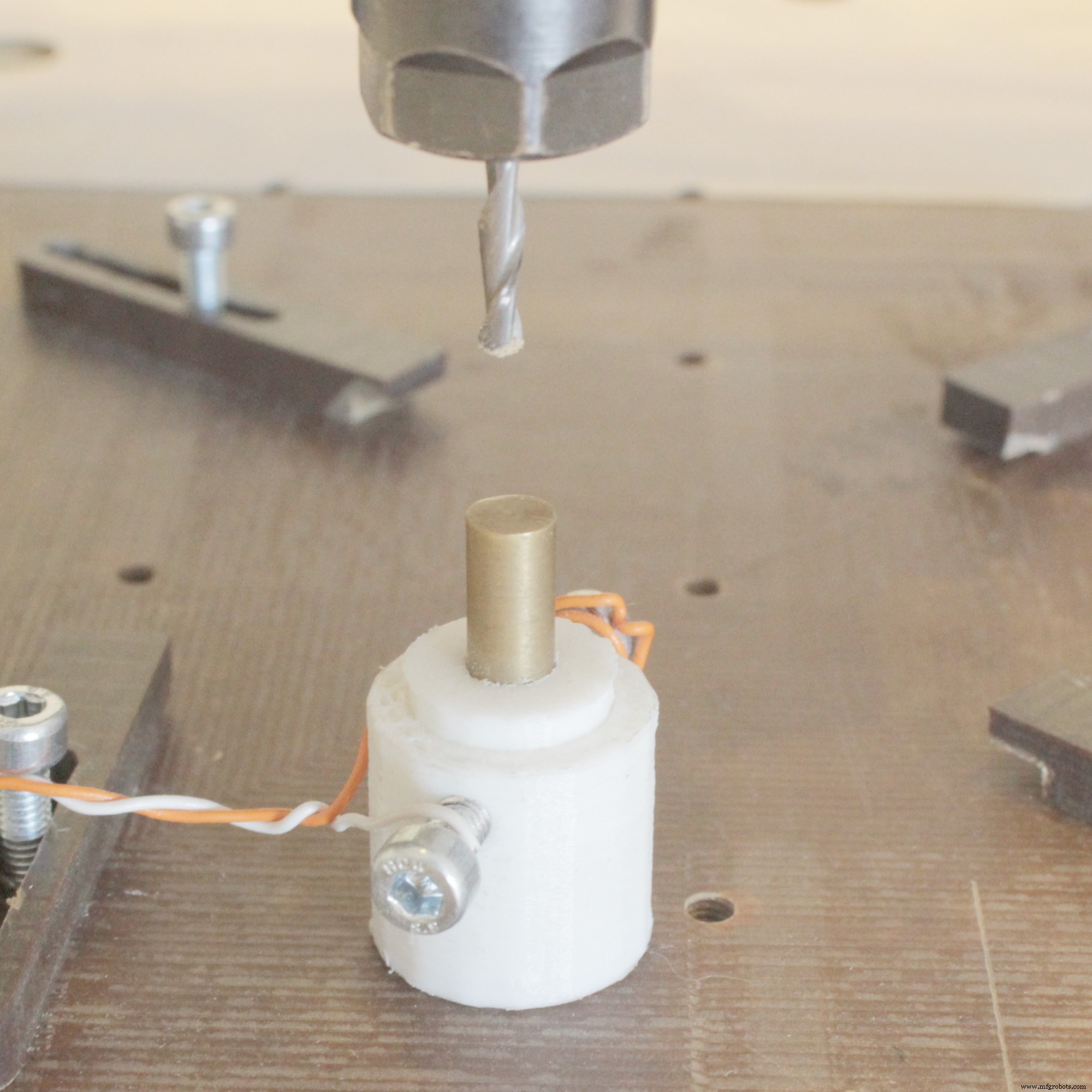
Cette sonde a été conçue pour mesurer uniquement l'axe Z. Le type de sonde X et Y est plus complexe à fabriquer à la main et ce sera un défi pour une autre fois. Avec la sonde, SUZIE peut être très précis dans la localisation de la pointe de la mèche de coupe, ce qui est crucial pour le fraisage des circuits imprimés. C'est un bouton toujours activé et lorsque le foret le tire vers le bas, déconnectez les deux fils et signale à GRBL la position. Sa répétabilité est très précise.
Conclusion
SUZIE MODEL ONE était un excellent moyen d'apprendre à fabriquer une machine CNC. De nombreux problèmes ont été résolus, de nombreuses caractéristiques ont été améliorées et je peux dire avec certitude :c'est fait !
Tout ce qui doit être amélioré n'a plus de sens avec cette structure.
SUZIE MODEL TWO sera conçu pour augmenter ce qui est bon dans cette conception et pour améliorer radicalement les problèmes du modèle un. Une chose est sûre :ce sera du métal !
Code
GRBL
https://github.com/gnea/grbl/wikiSchémas
Connexions GRBL
https://github.com/gnea/grbl/wiki/Connecting-GrblProcessus de fabrication