


Mouchoir avec lotion
Contexte
Les mouchoirs en papier appartiennent à une classe de produits en papier largement utilisés pour l'hygiène personnelle dans la société moderne. Les autres produits de ce type comprennent les essuie-tout, les serviettes et le papier hygiénique (ou hygiénique). Ces produits sont conçus pour être très absorbants, doux et flexibles. Ces propriétés tactiles agréables sont particulièrement importantes pour les papiers-mouchoirs et les papiers hygiéniques, compte tenu de leur utilisation. Pour optimiser le toucher agréable de la peau, des mouchoirs ont été développés avec des agents adoucissants ou des ingrédients de type lotion pour réduire tout effet de frottement sur les parties délicates du corps.
Les tissus de ce type sont fabriqués par un procédé dans lequel le tissu non tissé est fabriqué à partir d'une solution de fibres de cellulose et d'eau, formée en une feuille, puis enduite d'agents adoucissants. Enfin, le tissu enduit est découpé en tissus individuels, plié et conditionné pour la vente.
La douceur des tissus est une perception tactile caractérisée par les propriétés physiques de la feuille, telles que la flexibilité ou la rigidité, la texture et les propriétés de friction. Historiquement, il a été difficile d'adoucir la surface du tissu sans interférer avec d'autres propriétés du tissu. Par exemple, la douceur peut être augmentée en ajoutant des agents qui interfèrent avec la façon dont les fibres du tissu interagissent, les rendant moins étroitement liées les unes aux autres. Ceux-ci sont connus sous le nom d'agents de décollement. Cependant, ces matériaux ont tendance à diminuer la résistance à la traction du tissu et peuvent irriter la peau au contact. Une douceur accrue peut également être obtenue en enduisant le tissu de matériaux huileux. Cependant, cela limite la quantité d'humidité que le tissu peut absorber. En fait, le revêtement peut également rendre le tissu si hydrophobe (détestant l'eau) qu'il ne peut pas être traité correctement dans les stations d'épuration. Un autre problème est que certains matériaux de revêtement peuvent diminuer la résistance du tissu au point où le tissu n'est pas utilisable. Pour surmonter ce problème, la résistance du tissu peut être augmentée en ajoutant certaines résines ou par des procédés mécaniques qui assurent une meilleure liaison des fibres entre elles. Cependant, l'augmentation de la résistance a tendance à rendre le tissu plus rigide et plus dur au toucher. Pour relever ces défis, les fabricants de papiers-mouchoirs ont conçu des méthodes qui équilibrent avec succès la douceur, l'absorption et la résistance pour créer un produit que les consommateurs trouvent acceptable.
Matières premières
Papier de soie non tissé
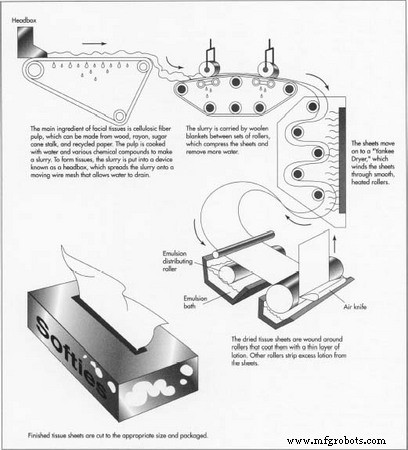
Le papier de soie est un tissu non tissé fabriqué à partir de pâte de fibres cellulosiques. Les fibres couramment utilisées dans la pâte à papier comprennent le bois (provenant d'arbres à feuilles caduques ou de conifères), la rayonne, la bagasse (un type de tige de canne à sucre) et le papier recyclé. Ces fibres sont macérées dans une machine connue sous le nom d'hydropulpeur, qui est un réservoir cylindrique avec un rotor à rotation rapide au fond qui sépare les faisceaux de fibres. Dans ce processus, les fibres sont mélangées dans une liqueur de cuisson avec de l'eau et du calcium, du magnésium, de l'ammoniac ou du bisulfite de sodium. Ce mélange est cuit en une suspension visqueuse contenant environ 0,5 % de solides sur la base du poids. Des agents de blanchiment sont ajoutés à ce mélange pour blanchir et éclaircir la pulpe. Les agents de blanchiment courants comprennent le chlore, les peroxydes ou les hydrosulfites. La pulpe est ensuite lavée et filtrée plusieurs fois jusqu'à ce que les fibres soient complètement exemptes de contaminants. Ce mélange de pâte et d'eau, connu sous le nom de « meuble », est alors prêt pour le processus de fabrication du papier.
Lotion (additifs adoucissants)
Les agents adoucissants sont des matériaux huileux ou cireux qui sont appliqués sur le tissu en tissu pour améliorer ses propriétés tactiles. Ces matériaux sont trop concentrés pour être appliqués directement sur le papier, ils doivent donc d'abord être dilués avec de l'eau. Cependant, ces huiles ne se dissolvent pas dans l'eau, elles doivent être dispersées dans l'eau à l'aide de produits chimiques appelés agents tensioactifs ou tensioactifs. Un mélange d'eau, d'huiles et d'un tensioactif est appelé émulsion. La mayonnaise est un exemple d'émulsion de produit alimentaire.
Les matières huileuses utilisées dans les lotions comprennent typiquement des huiles végétales et minérales, des cires d'origine végétale ou animale, des matières grasses et des huiles à base de silicone. Alors que théoriquement tous ces matériaux seraient des agents adoucissants appropriés pour le papier de soie, l'expérience a montré que beaucoup d'entre eux ne fonctionnent pas bien parce qu'ils interfèrent avec d'autres propriétés souhaitables du papier, comme son pouvoir absorbant. L'industrie des papiers-mouchoirs a dû développer ses propres combinaisons brevetées de lotions qui, lorsqu'elles sont mélangées et appliquées dans le bon rapport, procurent un adoucissement approprié sans affecter négativement les papiers-mouchoirs. Ces matériaux comprennent des composés polyhydroxylés avec de multiples groupes oxygène-hydrogène qui leur permettent d'interagir avec l'eau. Par conséquent, ces composés sont capables d'adoucir la surface du papier sans bloquer trop d'eau. Des exemples de composés polyhydroxylés comprennent la glycérine, le propylène glycol, le polyoxyéthylne glycol et le polyoxypropylène glycol. Ils sont employés à des concentrations comprises entre 0,1 et 1 % sur la base du poids du tissu sec. D'autres agents utiles comprennent des mélanges d'huiles à base de pétrole et de silicone, qui sont judicieusement ajoutés pour ramollir davantage le papier. Ces huiles doivent être utilisées à faible dose pour éviter d'imperméabiliser la toile et de la priver de son pouvoir absorbant. Des tensioactifs sont ajoutés pour disperser les huiles dans l'eau. Un tensioactif typique utilisé dans les émulsions de traitement du papier est l'alcool cétylique, une matière grasse dont la structure chimique lui permet de combiner l'huile et l'eau.
Le processus de fabrication
Préparation du non-tissé
Une variété d'équipements spécialisés est utilisée pour presser le mélange de pâte, ou fournir, en une feuille non tissée de papier semblable à du tissu. Les tissus non tissés sont différents des tissus traditionnels en raison de la façon dont ils sont fabriqués. Les tissus traditionnels sont fabriqués en tissant des fibres ensemble pour créer un réseau imbriqué de boucles de fibres. Les non-tissés sont assemblés par emboîtement mécanique, chimique ou thermique des fibres. Il existe deux méthodes principales d'assemblage des non-tissés, le procédé par voie humide et le procédé par voie sèche. Le procédé de pose humide est utilisé pour fabriquer le type de non-tissé utilisé dans la production de papier tissu.
- 1 Le lisier s'écoule dans un dispositif appelé caisse de tête, qui à son tour l'étale sur un grillage mobile appelé Fourdrinier. Le Fourdrinier est une ceinture de fil continue, d'environ 50 pieds (15 m) ou plus de longueur, qui est tendue comme une table. Au fur et à mesure que les fibres descendent sur cette bande, une grande partie de l'eau s'écoule par les trous du treillis métallique. La nappe de fibres humide est portée par une série de couvertures de laine, appelées feutres, entre plusieurs jeux de rouleaux, qui la compriment davantage et éliminent plus d'eau. À ce stade, la feuille est suffisamment résistante pour être transférée dans une machine de séchage spécialement adaptée à la fabrication de papiers de soie.
-
2 Le séchoir à papier de soie est appelé séchoir Yankee et se compose d'un rouleau hautement poli, chauffé à la vapeur, de 3 à 4 m (10 à 12 pieds) de diamètre. La feuille humide est portée par un feutre de toile épais, qui est enfilé sur et autour des rouleaux. À chaque passage successif, les rouleaux retirent plus d'eau jusqu'à ce que le papier soit suffisamment séché. Si vous le souhaitez, un motif peut être imprimé dans le tissu en juxtaposant la nappe sur un réseau de supports pendant le processus d'essorage. (Alternativement, la bande peut être essorée et transférée vers une ligne d'impression séparée.) Les supports surélevés sur la ligne créent des bosses et des creux sur le tissu. Ce sont des régions de densité de fibres variables et sont visibles sous la forme de minuscules "coussins" à motifs sur la feuille finale. Si nécessaire, ces zones à bouffant élevé peuvent être encore densifiées en appliquant un vide à des parties sélectionnées de la feuille.
Une fois que le tissu a été compressé à l'épaisseur souhaitée, il est appelé "nappe". Le Web est maintenant prêt pour un traitement supplémentaire. Il peut être enduit ou stocké sur de grands rouleaux verticaux, appelés piles de calendriers, en attendant d'autres opérations.
Préparation et application de la lotion
- 3 La lotion est préparée dans des cuves discontinues chauffées à la vapeur équipées de pales de mélange à grande vitesse. Les huiles et l'eau peuvent être préchauffées et sont mélangées avec un cisaillement élevé pour former une émulsion. La lotion terminée est prête à être appliquée sur la surface du papier et est pompée des réservoirs de charge vers un récipient de stockage connecté à l'équipement de revêtement.
- 4 La nappe non tissée est acheminée sur une série de bandes de fabrication de papier. Lorsqu'elle se déplace sur les courroies, la bande entre en contact avec un rouleau de distribution d'émulsion, qui tire la lotion hors du réservoir et dépose un film mince sur la bande. Idéalement, de faibles quantités de lotion sont appliquées (0,3 % ou moins) pour éviter que la bande ne soit recouverte. Cependant, des niveaux plus élevés peuvent être utilisés si le revêtement est conçu avec des tensioactifs supplémentaires qui agiront comme agents mouillants pour aider le tissu à absorber l'humidité à travers sa couche hydrophobe. Après avoir traversé les rouleaux d'enduction, la bande continue le long des courroies jusqu'à d'autres rouleaux, qui enlèvent l'excès de lotion du tissu. Entre les processus, les bandes sont maintenues propres grâce à des douches de nettoyage qui éliminent les fibres de papier, les adhésifs et autres additifs.
Opérations de formage et conditionnement
- 5 La bande passe à travers une série de couteaux rotatifs qui la coupent à la largeur souhaitée. Le tissu enduit est ensuite tranché à des intervalles de la taille d'un tissu, plié et emballé dans des boîtes ou un emballage en cellophane.
Sous-produits/Déchets
Le processus de fabrication et d'enduction des tissus génère des quantités considérables de déchets, mais une grande partie de ceux-ci sont récupérables. Les fibres résiduelles du processus de réduction en pâte peuvent être lavées et réutilisées. L'eau utilisée dans le lisier et dans les opérations ultérieures peut être recyclée. Malheureusement, il n'y a que peu ou pas de récupération des produits chimiques utilisés dans les revêtements et autres traitements, et l'élimination des diverses solutions usées est un problème pour l'industrie.
Contrôle qualité
De nombreuses mesures de contrôle de la qualité sont utilisées dans l'industrie du papier de soie. Ceux liés à l'application de lotion comprennent des tests analytiques et des évaluations subjectives par panel. Étant donné que la quantité de matière déposée sur le tissu est critique, l'industrie a mis en place divers tests pour mesurer la quantité réellement présente à la surface du tissu. Par exemple, la quantité de composés polyhydroxylés présents peut être déterminée en retirant les composés d'un échantillon de tissu en utilisant une méthode connue sous le nom d'extraction par solvant Webul. La quantité de composé est ensuite mesurée sur un spectroscope ou un chromatographe. La concentration en tensioactifs peut être établie de manière similaire.
Bien que ces techniques analytiques puissent déterminer avec précision les niveaux de produits chimiques spécifiques, elles ne peuvent pas évaluer la douceur des tissus. Cette propriété tactile est évaluée par une évaluation subjective par des panélistes formés. Avant ces évaluations, le tissu en tissu est équilibré à une température constante de 72 à 111 °F (22 à 44 °C) et à une humidité relative de 10 à 35 %. Le tissu est ensuite conditionné pendant 24 heures supplémentaires à 50 % d'humidité. Les panélistes sont ensuite invités à toucher des échantillons et à évaluer le degré de douceur, de flexibilité et de douceur. L'évaluation se fait par comparaison par paires, comme décrit par l'American Society for Testing Materials (ASTM). Les sujets reçoivent des échantillons à l'aveugle et doivent en choisir un sur la base de la douceur tactile. Les résultats sont rapportés en unités de score de panneau qui évaluent le tissu sur une échelle de « beaucoup plus doux », « légèrement plus doux », « également doux », « moins doux », etc.
L'absorbance, la capacité du tissu à être mouillé avec de l'eau, est quantifiée en mesurant la période de temps nécessaire pour que le tissu sec soit complètement saturé d'eau. Cette mesure est connue sous le nom de temps de mouillage. Une fois de plus, le tissu est équilibré à une température et une humidité spécifiées. Il est ensuite coupé en petits carrés, froissé en boule et placé à la surface d'un bécher d'eau de 3 pintes (3-1). Une minuterie est déclenchée lorsque la balle touche l'eau et le temps nécessaire à la balle pour être complètement mouillé par l'eau est mesuré. Cinq jeux de cinq billes sont testés pour obtenir une mesure moyenne. L'absorbance est mesurée sur des échantillons de tissus frais immédiatement après fabrication et sur des échantillons âgés d'au moins deux semaines. Ceci est important car le pouvoir absorbant diminue avec le temps, à mesure que les agents de revêtement durcissent à la surface du tissu.
La densité du tissu est également mesurée avec un testeur d'épaisseur pour évaluer l'épaisseur du tissu, puis sa masse, son volume et sa surface sont calculés. Le peluchage (la quantité de peluche lâche qui se détache du tissu) est mesuré en abrasant un échantillon contre un morceau de laine noire par un dispositif motorisé connu sous le nom de Sutherland Rub Tester. L'analyse colorimétrique peut ensuite être utilisée pour déterminer la quantité de peluche transférée à la laine.
Le futur
La préoccupation environnementale accrue concernant les déchets chimiques peut conduire à l'avenir à des formulations de lotion améliorées utilisant des matières premières biodégradables ou recyclables. L'industrie recherche continuellement des moyens de rendre le processus de fabrication plus rapide et plus économe en énergie. Enfin, des procédés peuvent être développés pour améliorer la résistance des tissus non tissés sans sacrifier les caractéristiques tactiles agréables qui rendent les tissus enduits de lotion si désirables.
Processus de fabrication
- Lire la température avec DS18B20 | Raspberry Pi 2
- Mesure de la température avec RASPBERRY PI
- Contrôle de la température avec Raspberry Pi
- Posture Pal avec Walabot
- Reconnaissance des chiffres AI avec PiCamera
- Premiers pas avec TJBot
- Construire un segway avec Raspberry Pi
- GoPiGo v2 avec Windows IoT
- Un robot effectue une chirurgie des tissus mous avec une aide humaine minimale