


Éléments qui doivent être soigneusement pris en compte sur la capacité du processus d'assemblage BGA
L'assemblage BGA (ball grid array) est totalement compatible avec la technologie d'assemblage par soudure. Le pas du BGA à l'échelle de la puce peut être de 0,5 mm, 0,65 mm ou 0,8 mm et les composants BGA en plastique ou en céramique présentent un pas plus large comme 1,5 mm, 1,27 mm et 1 mm. Les boîtiers BGA à pas fin sont plus facilement endommagés que les CI (circuits intégrés) avec boîtiers à broches et les composants BGA permettent une réduction sélective des points de contact pour répondre aux exigences spécifiques sur les broches d'E/S. En tant que technologie de pointe appliquée dans l'assemblage SMT (technologie de montage en surface), les boîtiers BGA sont rapidement devenus une sélection importante pour se conformer à la technologie de pas fin et ultra fin, réalisant une interconnexion haute densité avec une technologie d'assemblage fiable fournie, ce qui conduit à les applications de plus en plus nombreuses de ce type de packages.
Application du dispositif d'inspection par tomographie à rayons X dans l'assemblage BGA
La plupart des fabricants de PCB (cartes de circuits imprimés) et des fabricants d'électronique n'ont pas remarqué trop de nécessité d'appliquer l'inspection par rayons X dans leur processus de fabrication jusqu'à ce que les composants BGA soient appliqués dans l'assemblage électronique. Les méthodes d'inspection traditionnelles ont été considérées comme suffisantes, telles que le MVI (inspection visuelle manuelle) et le test électrique, y compris le MDA (analyse des défauts de fabrication), l'ICT (test en circuit) et le test de fonctionnement. Cependant, toutes ces méthodes d'inspection ne parviennent pas à détecter les problèmes de soudure cachés tels que les cavités, la soudure à froid et la mauvaise adhérence de la soudure à l'étain. Le système d'inspection par rayons X est un type d'outil d'inspection qui a été vérifié pour être capable d'inspecter les joints de soudure cachés et d'aider à établir et à contrôler le processus de fabrication, à analyser le prototype et à confirmer le processus. Différent de MDA, ICT et AOI (inspection optique automatisée), le système d'inspection par rayons X est capable de confirmer les courts-circuits, les circuits ouverts, les cavités et l'alignement des billes de soudure BGA, de surveiller la qualité du processus et de fournir des données de rétroaction instantanées pour SPC (contrôle statistique du processus) avec une efficacité de fabrication élevée.
Les dispositifs d'inspection par tomographie à rayons X peuvent générer des images de tomographie en capturant des images de joints de soudure capables de mettre en œuvre une analyse automatique des joints de soudure et un balayage de tomographie en temps réel. De plus, ils peuvent effectuer une analyse de comparaison précise sur tous les joints de soudure des composants des deux côtés de la carte PCB en quelques secondes ou 2 minutes, conduisant à une conclusion si les joints de soudure sont qualifiés ou non.
Processus d'assemblage BGA et source de variation
Pour utiliser le système d'inspection par rayons X plus efficacement, les paramètres de contrôle du processus d'assemblage BGA et les limites de contrôle des paramètres doivent être clarifiés. Le processus d'assemblage BGA se conforme à la séquence suivante :

Lorsque les billes de soudure eutectiques des composants BGA sont assemblées dans de la pâte à souder pendant le processus d'assemblage, leurs positions sont généralement corrigées par auto-alignement de l'étain de soudure liquide. Ainsi, la précision de montage ne semble pas aussi essentielle que les composants en plomb à pas fin et la phase de contrôle principale dans la technologie d'assemblage de composants BGA est l'impression de pâte à souder et le soudage par refusion. De plus, la variation en termes de forme et de taille des joints de soudure est également associée à de nombreux autres éléments.
Il est presque impossible d'éliminer toutes les variations, donc le point clé du contrôle du processus de fabrication est de réduire les variations à chaque phase de fabrication. L'influence des différentes variations sur les produits d'assemblage final doit être soigneusement analysée et traitée quantitativement. Compte tenu de l'ensemble du processus, des composants BGA au processus d'assemblage des circuits imprimés, les principaux éléments affectant la qualité du joint de soudure sont :
1. Volume des billes de soudure ;
2. Taille de la pastille de composant BGA ;
3. Taille de la pastille PCB ;
4. Volume de pâte à souder ;
5. Déformation du composant BGA pendant le processus de soudage par refusion ;
6. Déformation du circuit imprimé au niveau de la zone de montage du BGA pendant le processus de soudage par refusion ;
7. Précision de placement de montage ;
8. Courbe de température de soudure par refusion.
Quel que soit le type de dispositif d'inspection utilisé, il doit y avoir une base pour juger si les joints de soudure sont qualifiés ou non. IPC-A-610C réglemente la définition des critères d'acceptation des joints de soudure BGA dans l'article 12.2.12. D'excellents joints de soudure BGA doivent être lisses, ronds, clairs et sans cavités. Le diamètre, le volume, l'échelle de gris et le contraste doivent être les mêmes pour tous les joints de soudure avec une position alignée et sans déplacement ni torsion.
Capacité du processus d'assemblage BGA
Un type de composant BGA est utilisé comme exemple dans la discussion suivante. Ce type de composants BGA sont des composants PBGA (matrice de billes en plastique) avec 520 broches et une taille de 2 "x2", avec des billes de soudure eutectiques et tirant parti du flux sans nettoyage. L'analyse de la capacité du processus 6 sigma est mise en œuvre pour témoigner de la précision du placement du BGA, des circuits ouverts des joints de soudure et de la probabilité de survenue de courts-circuits. Les hypothèses avant le calcul sont :
a. Aucune variation n'a lieu sur la pastille de composant BGA ou sur la pastille PCB ;
b. Les composants BGA ne souffrent d'aucune déformation (processus de soudage par refusion) ;
c. L'écart moyen est déterminé en fonction du volume moyen des joints de soudure après la soudure par refusion ;
d. Le poids des composants BGA est supposé être équilibré par le flottage et la tension superficielle ;
e. Les pastilles et les boules de soudure eutectiques doivent présenter une bonne soudabilité ;
f. Toutes les distributions sont des distributions normales.
• Placement BGA
L'équipement SMT standard est utilisé pour monter les composants BGA. L'équipement de montage ordinaire est capable de reconnaître les images de billes de soudure eutectiques BGA avec des capacités de processus de placement couvertes comme suit :
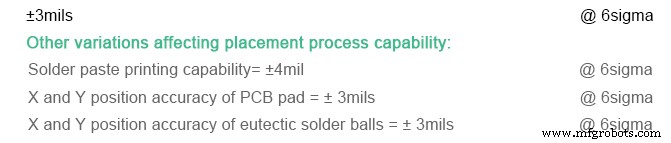
Sur la base des données ci-dessus, l'écart de placement maximal est de 6,53 mil lorsque la capacité du processus est de 6 sigma. Étant donné que le diamètre du tampon est de 28 mil, l'écart de placement peut être négligé parmi l'auto-alignement des composants résultant de la tension de surface lorsque la pâte à souder est fondue. En ce qui concerne le processus de placement des composants BGA, il est conforme au niveau 6sigma.
• Joints de soudure avec circuits ouverts
Le processus d'assemblage a tendance à voir des joints de soudure ouverts en raison d'un effondrement insuffisant de la boule de soudure eutectique. En ce qui concerne le PBGA à 520 broches, les boules de soudure eutectiques sont des boules d'un diamètre de 30 mils dont l'écart type est de 500 mils 3 (avec participation au volume) et le volume est réglementé à 14 130 mils 3 . Le diamètre du tampon BGA et PCB est de 28 mil avec une épaisseur de pâte à souder de 6 mil. Par conséquent, la hauteur moyenne du bord de la boule de soudure BGA est d'environ 24 mils. En ce qui concerne la capacité 6sigma reflétant la variation du volume de la bille de soudure,

Après la soudure par refusion, la hauteur du support de soudure déterminée par le volume moyen des joints de soudure est de 19 mils. Comme la capacité du processus est définie sur 6 sigma, l'épaisseur de la pâte à souder est mesurée entre 4 et 8 mils. De plus, les billes de soudure BGA seront réduites en pâte à souder pour 3 mils, ce qui donne les données calculées suivantes :
Épaisseur minimale de la pâte à souder sous les billes de soudure =3 mils
Écrasement minimum =7 mils
Minimum incorporé effondrement =10mils
Déviation de sécurité minimale générée pour empêcher les circuits ouverts de se produire =2,2mils
Lorsque les variations ci-dessus peuvent être contrôlées dans certaines plages, le processus de soudage par refusion BGA peut atteindre 6 sigma.
Malheureusement, la déformation des composants BGA et du PCB entraîne généralement une incohérence de la hauteur de la soudure lors de l'assemblage par refusion BGA. Les composants BGA et le pad PCB présentent des différences qui entraînent des variations de processus. Dans l'ensemble, même si toutes les variantes sont prises en considération, des joints de soudure ouverts auront toujours lieu. Ainsi, le système d'inspection par rayons X peut être utilisé pour effectuer une inspection des défauts sur les joints de soudure ouverts.
• Pontage des joints de soudure (courts-circuits)
La même méthode peut être utilisée pour estimer l'influence des courts-circuits des joints de soudure sur la capacité du processus d'assemblage. Les joints de soudure diffèrent les uns des autres en termes de diamètre et les données mesurées indiquent que le volume de liaison de chaque joint de soudure est compris entre 12 800 et 19 250 mils 3 sous la capacité de processus 6sigma. En conséquence, la hauteur du support de soudure minimum est de 15 mils, puis le diamètre maximum de soudure peut atteindre 38,5 mils. En ce qui concerne les composants BGA avec un pas de 50 mils, le pontage des joints de soudure aura à peine lieu.
Analyse statistique du contrôle des processus
Un contrôle efficace du processus d'assemblage BGA entraîne moins de variations sur les connexions de soudure. Dans le processus d'assemblage pratique, cependant, les variations suivantes font généralement fluctuer le processus, ce qui nécessite une surveillance cohérente.
1. Hauteur et volume de la pâte à souder ;
2. Diamètre de la connexion latérale des composants BGA ;
3. Diamètre de la connexion latérale du tampon PCB ;
4. Diamètre central de liaison des connexions ;
5. Taille de la cavité et taux d'occurrence ;
6. Boules d'étain.
L'épaisseur de la pâte à souder peut être surveillée par un équipement d'inspection à rayons X et les variations du processus peuvent être contrôlées à un certain niveau en fonction de la forme et de la consistance du joint de soudure.
Article rédigé par Dora Yang, rédactrice en chef de PCBCart, initialement publié dans le numéro de mai 2018 du magazine SMT007.
PCBCart gère l'assemblage BGA de manière professionnelle
PCBCart fournit un service d'assemblage de PCB depuis de nombreuses années, nous avons une riche expérience dans le projet d'assemblage BGA. Nous pouvons traiter un pas BGA de 0,4 mm ou plus, et notre nombre de billes BGA est compris entre 2 et 50. Si votre exigence de population de PCB implique un assemblage BGA, n'hésitez pas à nous contacter ici pour une solution pratique et économique. Ou, vous pouvez cliquer sur le bouton ci-dessous pour soumettre une demande de devis PCBA, nous vous répondrons dès que possible avec le coût et la solution d'assemblage de carte de circuit personnalisé.
Ressources utiles
• Une brève introduction des types de boîtiers BGA
• Une introduction de la technologie d'emballage BGA
• Facteurs affectant la qualité de l'assemblage BGA
• Service de production à guichet unique de PCBCart Couvre la fabrication de PCB, l'approvisionnement en composants et l'assemblage clé en main
Technologie industrielle
- Usinage par ultrasons (USM) :mécanique, paramètres de processus, éléments, outils et caractéristiques
- Des outils multifonctionnels que tous les ateliers d'usinage devraient avoir
- 4 industries qui devraient profiter du suivi des actifs
- Processus d'assemblage de PCB :6 choses que vous devez savoir
- Comment améliorer le processus d'anodisation du plastique ?
- Le processus d'assemblage d'une carte de circuit imprimé
- Assemblage de carte de circuit imprimé – Comment est-il fabriqué ?
- Pratiques permettant un assemblage de PCB sans faille
- Facteurs importants à prendre en compte pour l'externalisation d'un processus d'assemblage de construction de boîtes