


Paramètres de prise en charge optimaux de PrusaSlicer pour des impressions 3D fiables
Dans PrusaSlicer, les bons paramètres de support sont essentiels pour des impressions réussies, en particulier lorsqu'un modèle contient des surplombs ou des structures en vol. Des supports correctement configurés maintiennent la pièce stable pendant l'impression, réduisent le gaspillage de filament et rendent le post-traitement indolore.
En revanche, des supports mal générés peuvent devenir difficiles à retirer, laissant des bosses ou même provoquant des fractures dans les modèles délicats.
Vous trouverez ci-dessous un guide détaillé qui s'appuie sur l'expérience du monde réel et les meilleures pratiques d'experts pour vous aider à configurer PrusaSlicer pour une génération de support optimale.
Étant donné que les paramètres idéaux dépendent de votre imprimante, du matériau et de la géométrie du modèle, les recommandations ci-dessous servent de point de départ que vous devrez peut-être modifier pour votre configuration spécifique.
Voici les principales options de support de PrusaSlicer que vous souhaiterez examiner :
- Générer du matériel d'assistance
- Seuil de dépassement
- Style
- Couches de radeau
- Distance Z de contact du radeau
- Distance Z de contact supérieur et inférieur
- Modèle
- Espacement des motifs
- Couches d'interface
- Modèle d'interface
- Espacement des motifs d'interface
- Séparation XY entre un objet et un support
- Angle de branche maximal
- Diamètre de la branche
- Distance entre les branches
Générer du matériel de support
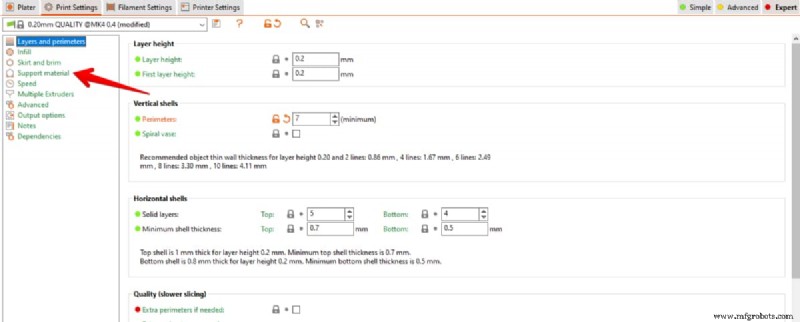
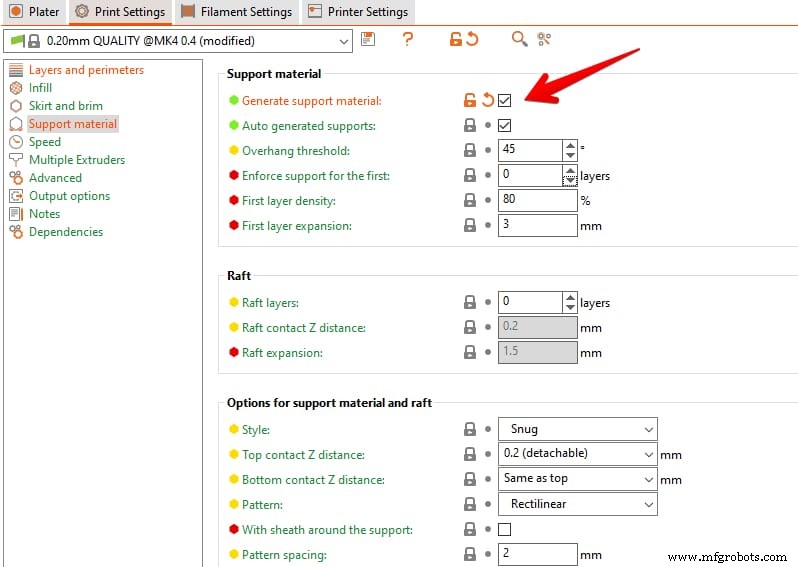
Pour activer les supports, ouvrez les Paramètres d'impression. dans le menu supérieur et accédez au Matériel d'assistance rubrique. La fonction Générer du matériel de support la case à cocher est désactivée par défaut ; cochez-la si votre modèle contient des surplombs qui autrement s'effondreraient.
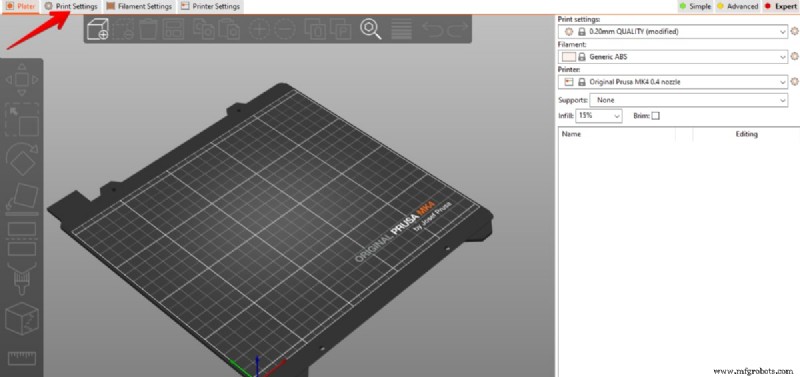
Une fois activé, vous pouvez affiner les paramètres de support restants. N'oubliez pas que chaque support consomme du filament et s'ajoute au temps total d'impression.
Il est possible de réduire la quantité de support en réorientant ou en divisant le modèle pour minimiser les surplombs avant le découpage.
You can opt for fully automated support generation or apply supports manually, depending on your workflow.
Supports générés automatiquement
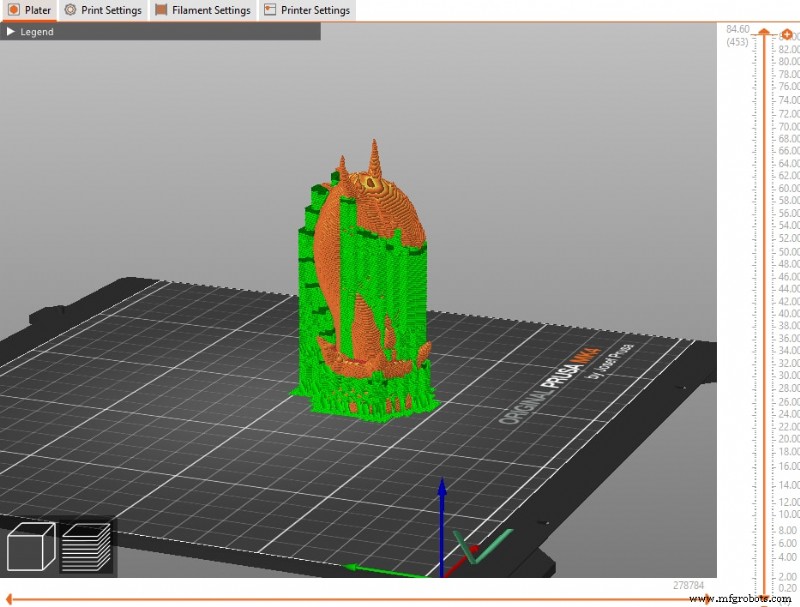
Lorsque les Supports générés automatiquement est cochée, PrusaSlicer place automatiquement des supports partout où le seuil de surplomb est dépassé. Le seuil par défaut est de 45°, mais vous pouvez l'ajuster pour contrôler la densité des supports.

Les supports automatiques sont idéaux pour les débutants ou lorsque vous n’êtes pas sûr du placement optimal. Ils peuvent être configurés pour générer des supports Partout (à partir du plateau de construction et de toute section en surplomb) ou Uniquement sur le plateau de construction (ce qui peut réduire le contact avec des éléments délicats mais peut laisser des surplombs non pris en charge).
Supports manuels
Les supports manuels vous donnent un contrôle total sur l’endroit où le matériel d’assistance apparaît. Cela peut économiser du filament et du temps d'impression si vous êtes sûr de les placer stratégiquement.
PrusaSlicer propose deux modes manuels :
- Peinture sur supports – Mettez en évidence les domaines qui ont besoin de soutien.
- Supporter les agents d'application et les bloqueurs – Ajoutez ou supprimez des points de support par modèle.
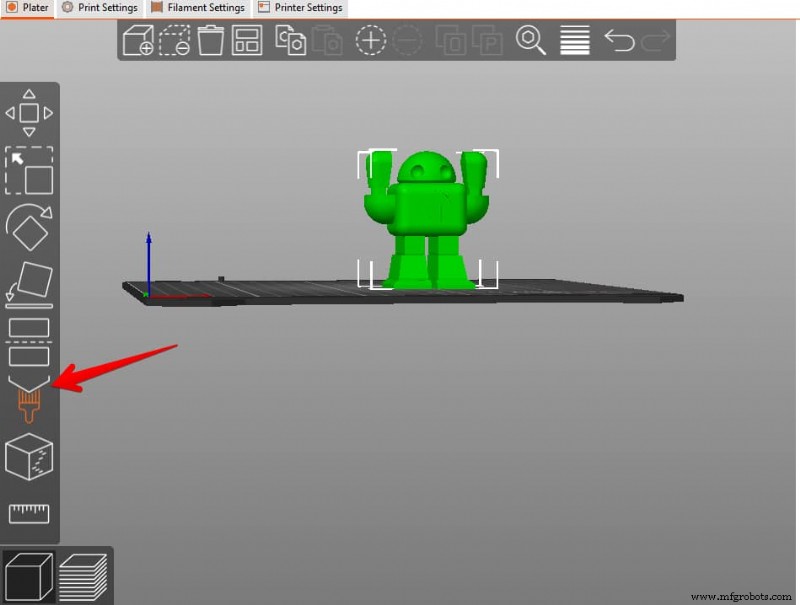
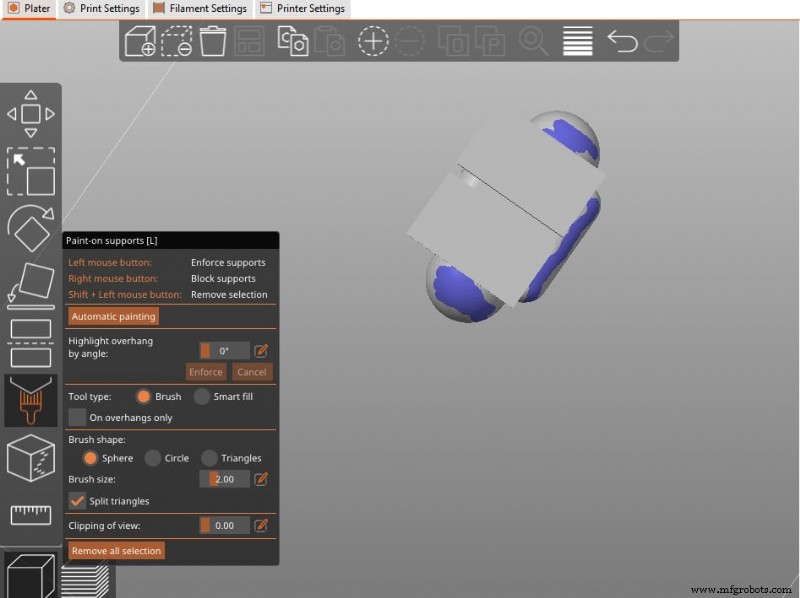
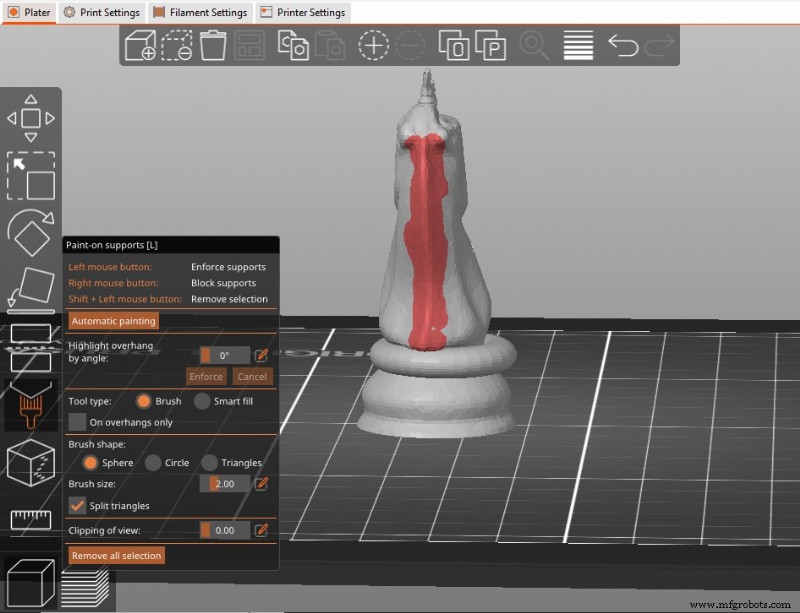
Peinture sur supports
Avec l’icône du pinceau dans le panneau de gauche, peignez les régions souhaitées. Après avoir peint, passez le mode de support sur Pour les exécutants du support uniquement et coupez pour voir les résultats.
Voir cette vidéo de ModBot pour une présentation visuelle.
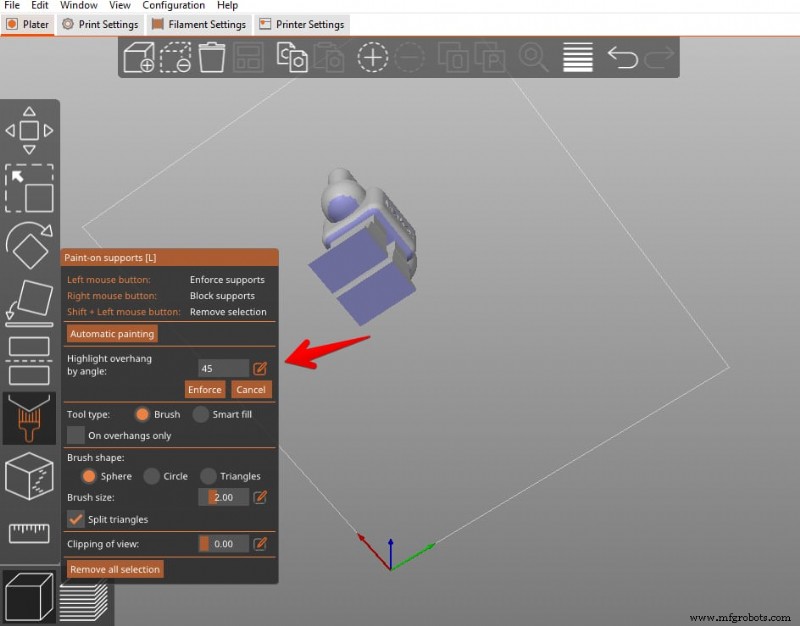
Supporter les agents d'exécution et les bloqueurs
Cliquez avec le bouton droit sur la surface du modèle pour placer des bloqueurs (pour empêcher les supports là où les détails sont critiques) ou des applicateurs (pour forcer le support à un point spécifique).
Après avoir ajouté un bloqueur, il devient rouge. Tranchez à nouveau pour confirmer la disposition de support mise à jour.
Les exécuteurs de support sont pratiques lorsque seuls quelques supports isolés sont nécessaires. Ils peuvent également diviser les longs ponts en segments plus courts et plus fiables.
Seuil de surplomb
Le seuil de surplomb définit l'angle minimum (par rapport au plan horizontal) auquel le slicer décidera qu'un élément nécessite un support. La valeur par défaut de PrusaSlicer est de 45°, réglable entre 0° et 90°.

L'abaissement du seuil réduit le nombre de supports mais peut entraîner un risque de défaillance excessive ; l'élever augmente la densité du support et l'utilisation du filament.
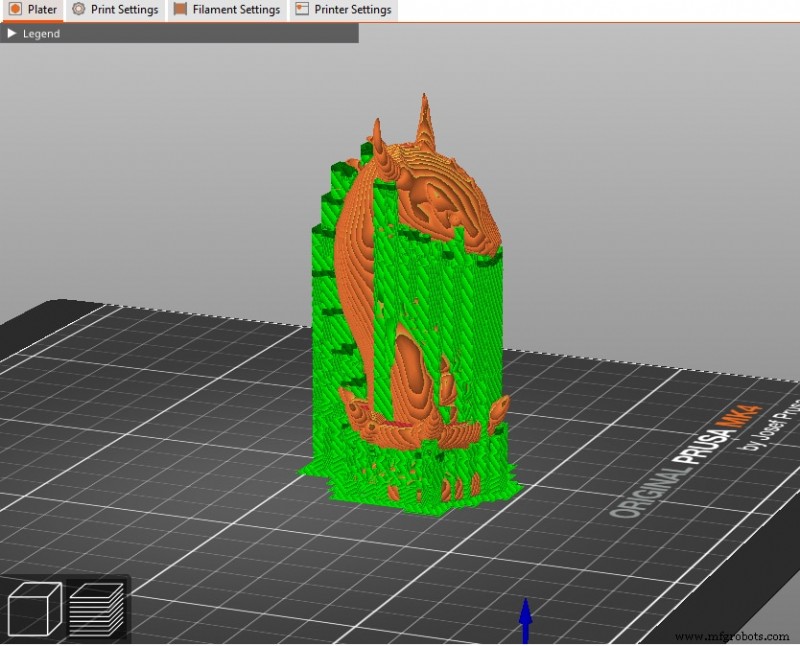
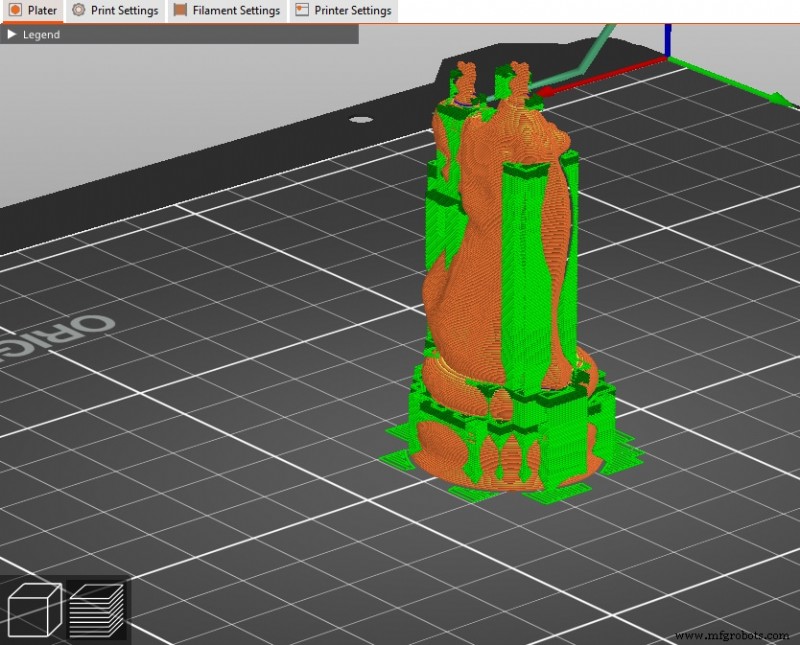
L'ombrage bleu à code couleur dans l'aperçu indique les zones qui devraient bénéficier d'une assistance.
Style
PrusaSlicer propose trois styles de support, chacun équilibrant la vitesse d'impression, l'utilisation du filament et la facilité de post-traitement.
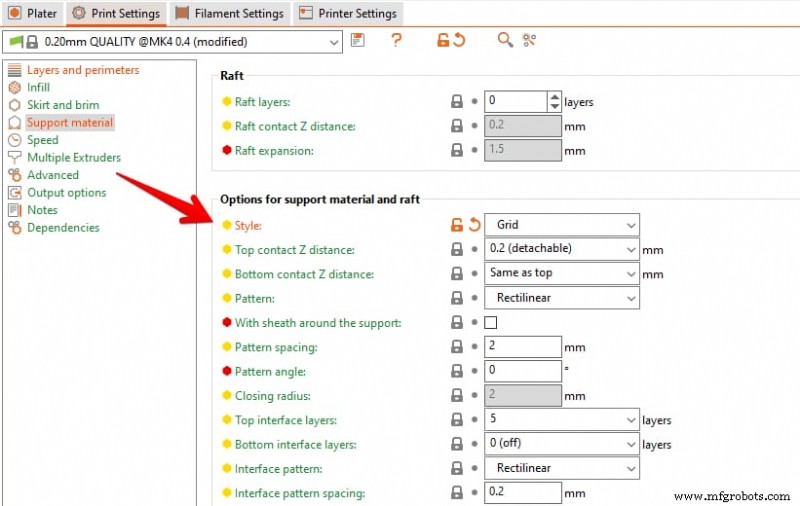
- Grille – La valeur par défaut. Robuste, facile à retirer, mais peut s'étendre au-delà du périmètre du modèle.
- Confortable – Minimise le contact avec le modèle, économisant ainsi le filament, mais peut laisser des cicatrices sur la surface et est plus difficile à enlever.
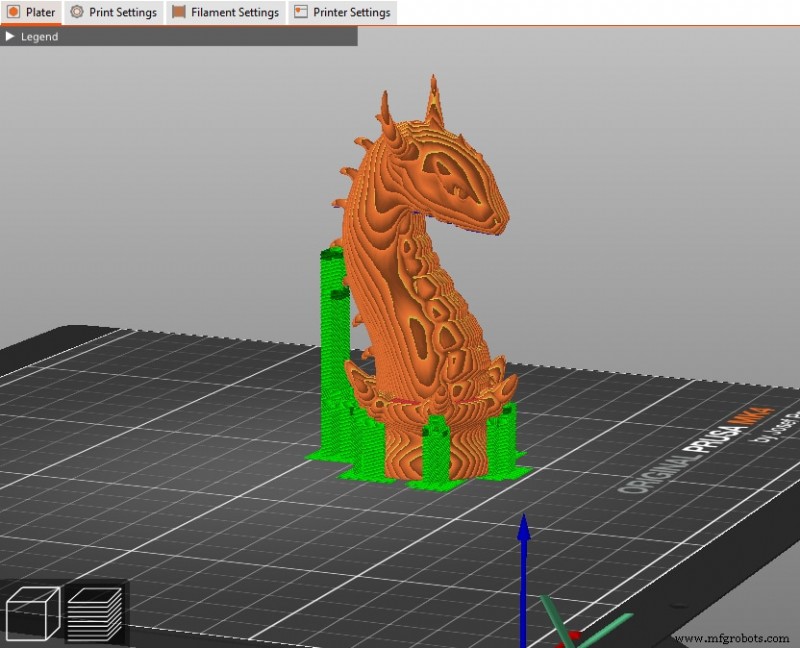
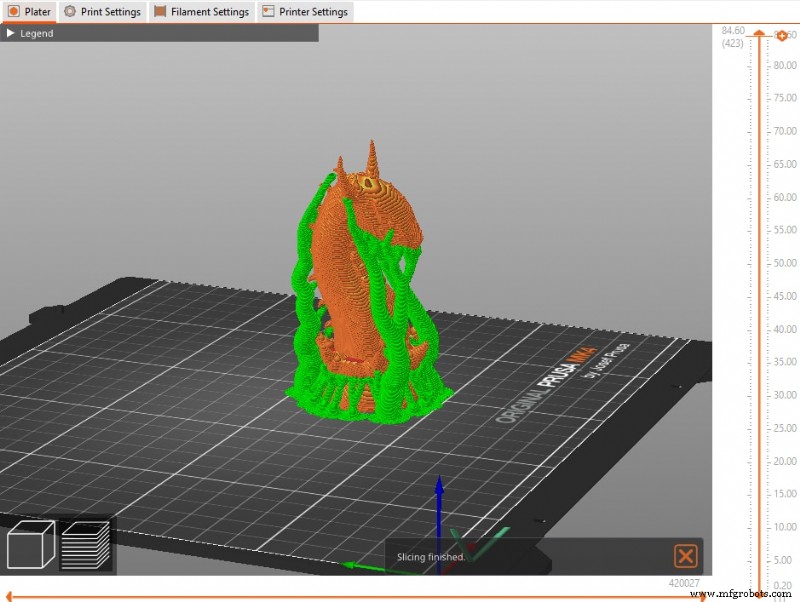
- Biologique – Newest style. Les branches ne poussent que là où cela est nécessaire, ce qui donne lieu à des supports légers et facilement amovibles qui touchent rarement les surfaces non critiques.
Pour les géométries complexes ou délicates, Organic est souvent le meilleur choix. Si vous rencontrez des problèmes d'adhérence, augmentez l'Expansion de la première couche. valeur pour élargir la zone de contact de base.
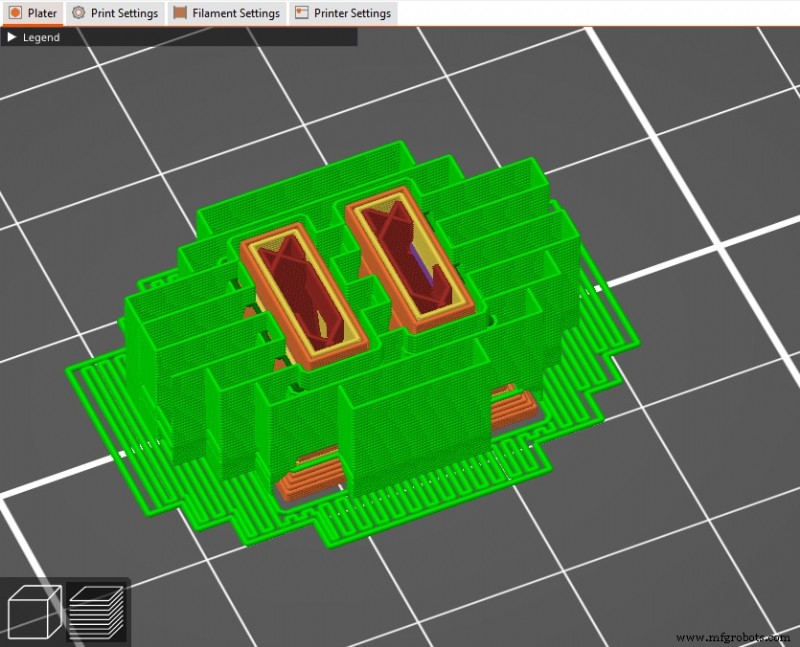
Couches de radeau
L'ajout de couches de radeau peut améliorer l'adhérence du lit et la qualité de la surface pour les modèles ayant une mauvaise adhérence ou des bases minces. En règle générale, 1 à 3 couches suffisent ; la valeur par défaut est zéro.

Distance Z de contact du radeau
Cet écart vertical entre le radeau et le modèle est généralement minime. Un espace de 1 mm fonctionne bien pour la plupart des interfaces solubles, équilibrant la facilité de séparation et l'adhésion.

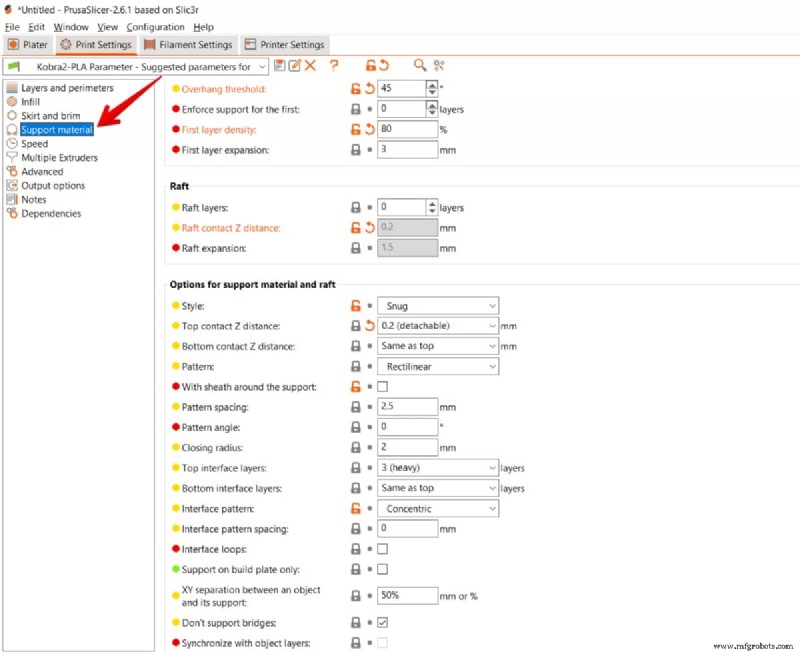
Distance Z de contact supérieur et inférieur
La distance de contact entre l'interface du support et les surfaces supérieure/inférieure du modèle détermine la solidité du support tout en permettant un retrait facile.

Prusa recommande de régler cette valeur entre 50 et 75 % de la hauteur de la couche. Les utilisateurs doublent souvent la hauteur de la couche pour obtenir une interface propre et détachable.
Modèle
Les modèles de remplissage du support influencent à la fois la résistance et la facilité de retrait. PrusaSlicer propose :
- Rectiligne – Lignes droites; le plus léger et le plus facile à retirer.
- Grille rectiligne – Ajoute des lignes imbriquées pour plus de solidité ; plus difficile à supprimer.
- Nid d'abeille – Cellules hexagonales; rigidité maximale, mais aussi la plus difficile à enlever et la plus gourmande en filaments.
Espacement des motifs
L'espacement contrôle la densité des lignes de support. La valeur par défaut de 2 mm fonctionne dans la plupart des cas, mais une valeur de 3 à 6 mm permet d'économiser du matériel et de réduire le temps d'impression au prix d'un support plus faible.

Couches d'interface
Les couches d'interface forment le contact direct avec le modèle et sont plus denses que le reste du support. Moins de couches (1 à 4) fournissent une connexion solide tout en restant amovible.

Modèle d'interface
Choisissez entre Rectiligne (pour supports non solubles) et Concentrique (pour supports solubles) assorti à votre matière.

Espacement des motifs d'interface
L'espacement typique est de 0,2 mm. Ajustez uniquement si vous remarquez des difficultés à retirer les supports.

Séparation XY entre un objet et un support
La largeur de l'espace entre le modèle et le support influence la zone de contact et la facilité de retrait. Exprimé en mm ou en pourcentage de la largeur du périmètre externe.

Angle de branche maximal
Pour les supports organiques, cela définit la pente de croissance des branches par rapport au modèle. Les angles inférieurs produisent des branches verticales et stables ; des angles plus élevés permettent aux branches de franchir des espaces plus grands mais réduisent la stabilité.

Diamètre de la branche
Les branches plus fines sont légères mais moins robustes; un diamètre de 2 mm est un bon compromis pour la plupart des impressions. Augmentez le diamètre pour les modèles lourds ou à grande échelle.

Distance des branches
Définit l'espacement entre les branches lorsqu'elles entrent en contact avec le modèle. Des distances plus petites améliorent le soutien mais rendent le retrait plus difficile. Une distance Z de 0,25 mm et une distance XY de 75 % ont bien fonctionné pour le PLA avec des buses de 0,25 mm et 0,4 mm dans l'expérience utilisateur.

Un membre de la communauté recommande :
- Distance de contact Z :0,2 mm
- Motif rectiligne
- Gaine autour du support :désactivée
- Espacement des motifs :3 mm
- Angle du motif :0
- Couches d'interface : 4
- Espacement des motifs d'interface :0,24 mm
- Boucles d'interface :désactivées
- Support sur plaque de construction uniquement :activé
- Séparation XY :75 %
- Ne pas prendre en charge les ponts :activé
Ces paramètres donnent souvent des supports propres et amovibles tout en réduisant l'utilisation du filament.

—Michael Dwamena
Michael Dwamena est le fondateur de 3D Printerly, une plateforme dédiée à simplifier l'impression 3D pour les amateurs et les professionnels. Avec plus de 20 imprimantes à filament et à résine, il a accumulé une vaste expérience du monde réel et est l'auteur de plus de 900 articles qui guident des millions de personnes à travers les subtilités de l'impression 3D.
impression en 3D
- Qu'est-ce que l'Industrie 4.0 ? Dissiper 4 mythes courants
- Impression 3D pour la fabrication additive - Ce que vous devez savoir
- Mise à jour du logiciel Eiger :outils de rotation automatique
- Comment calculer VREF ?
- Entretien d'experts :Kristian Omberg de NMBU sur la façon dont il fabrique des fournitures médicales au milieu de la pandémie de COVID-19
- Fabrication de pièces métalliques :comment fabriquer des pièces métalliques personnalisées
- Choisir le bon procédé d'impression 3D
- La liberté d'innovation avec la vitesse
- Les délais serrés tuent-ils le contenu marketing des produits ?