


Amélioration de la stabilité dimensionnelle dans l'impression 3D avec Onyx
Plus tôt cette année, nous avons lancé notre matériau Onyx, un filament rigide et professionnel pour les applications finales. Disponible auparavant pour les utilisateurs de Mark Two Enterprise et désormais plus accessible que jamais avec nos imprimantes de la série Onyx, le matériau a augmenté la stabilité dimensionnelle et un taux de réussite d'impression accru par rapport aux autres matériaux d'impression 3D. Dans ce blog, je vais aller un peu plus loin dans pourquoi c'est et ce que cela signifie. Dans ce contexte, la stabilité dimensionnelle fait référence à la capacité des composants imprimés en 3D à conserver leur forme pendant leur impression. Une imprimante ou un matériau peut avoir une mauvaise stabilité dimensionnelle pour différentes raisons. Si vous avez déjà travaillé avec des imprimantes 3D FDM, vous avez probablement rencontré des problèmes courants tels que le gauchissement des pièces lorsque le filament refroidit, ou un affaissement et une finition de surface médiocre sous des surplombs non pris en charge. Même lorsqu'un matériau de support est utilisé, certaines géométries peuvent échouer en raison de la façon dont le filament refroidit et, par conséquent, les pièces ne seront pas conformes aux spécifications pour lesquelles vous en avez besoin ou échoueront lors de l'impression et nécessiteront une refonte.
Le nylon renforcé de micro-carbone qui compose le filament Onyx lui confère certaines des propriétés matérielles que vous avez peut-être vues en regardant les propriétés de l'Onyx répertoriées sur notre fiche technique - L'Onyx est plus rigide et a des propriétés thermiques différentes, comme la déviation de la chaleur, que la plupart des 3D plastiques imprimés. Cela affecte la façon dont il imprime - la rigidité et la déformation thermique minimale créent beaucoup moins de déformation pendant le processus d'impression 3D. Cela minimise le décollement de la plaque de construction, permet des surplombs plus importants (avec et sans supports) et garantit une précision dimensionnelle élevée lors de l'impression 3D. Une fois le filament extrudé, il reste beaucoup plus fidèle à sa forme, ce qui signifie que vos pièces sont plus précises par rapport à votre modèle CAO. Comme le client Alan Rencher de Media Blackout le dit :« L'onyx est un matériau plus rigide, les bords sont vrais… les pièces sont plus belles et s'emboîtent mieux, donc cela a été d'une grande aide. Nous n'avons pas besoin de reconcevoir ou d'imprimer de nouvelles pièces."
Pour montrer la stabilité dimensionnelle de l'impression 3D Onyx, j'ai essayé de pousser le matériau à ses limites et j'ai effectué quelques tests pour expérimenter ce que l'Onyx peut tolérer. Bien que certaines de ces propriétés soient notamment liées à notre imprimante, j'espère que cela vous permettra de bien comprendre ce que nous entendons par « stabilité dimensionnelle élevée ».
Déformation
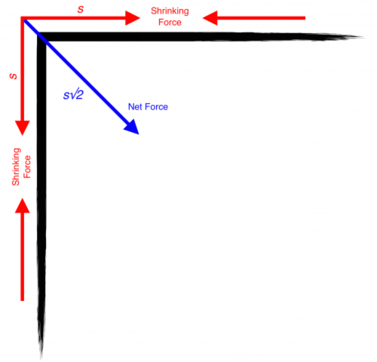
Le gauchissement est un gros problème pour de nombreuses imprimantes 3D de bureau, je vais donc d'abord expliquer brièvement pourquoi les pièces imprimées en 3D se déforment. Les pièces se déforment en premier lieu car à mesure que le plastique imprimé refroidit, il rétrécit. Une fois le matériau extrudé, il commence immédiatement à refroidir. Lorsque l'imprimante trace le périmètre d'une pièce, elle adhère à la plaque de construction. À ce stade, le matériau refroidit toujours et veut toujours rétrécir, mais il est coincé. Cela crée une force autour du périmètre de la pièce tirant l'extérieur vers l'intérieur - un moment thermique - ce qui donne envie au bord de la pièce de s'enrouler vers le centre. Au fur et à mesure qu'une autre couche est ajoutée, cela se reproduit et la force est maintenant essentiellement doublée, et cela ne fait que s'amplifier à mesure que des couches plus grandes (couches avec des surplombs plus agressifs) sont ajoutées, de sorte que même avec un matériau de support, des pièces peuvent échouer en raison du gauchissement. Les pièces commencent à se décoller de la plaque de construction une fois que suffisamment de couches se sont empilées, c'est pourquoi vous ne le remarquez pas sur la première couche. Les pièces ont tendance à se décoller dans les coins car elles agissent comme des points de concentration de contraintes. Imaginez une seule ligne de filament en train d'être posée. Il veut naturellement se contracter sur toute sa longueur. Lorsque deux lignes perpendiculaires sont introduites, cela crée une force plus importante directement au coin, comme indiqué dans l'image ci-dessous.
Cela ne se produit pas autant pour les périmètres ronds et lisses, car il n'y a pas un point où la force s'accumule plus qu'un autre. Mais c'est toujours un gros problème, alors comment éviter le gauchissement dans l'impression 3D ? Les solutions courantes au gauchissement varient, notamment l'augmentation de la surface de contact aux coins avec les radeaux ou les disques, le chauffage de la plaque de construction ou l'utilisation d'une enceinte chauffée pour réguler le refroidissement plus efficacement. Mais vraiment, le gauchissement peut aussi être résolu avec des matériaux. Avec des matériaux plus rigides qui se déforment moins lorsque la chaleur est appliquée, le gauchissement peut également être réduit. L'onyx est l'un de ces matériaux - sa rigidité et ses propriétés thermiques signifient qu'il a un gauchissement très minime par rapport à la plupart des autres filaments. De plus, avec le renforcement continu des fibres, le gauchissement est encore réduit car la fibre est suffisamment résistante pour forcer les couches à rester à plat, contrecarrant ainsi le moment thermique avec des matériaux au lieu de corrections de conception externes ou de configuration de l'imprimante. Nous avons imprimé un prisme triangulaire équilibré sur son bord, avec un remplissage à 100 % en Onyx, comme le montre Eiger.io, notre slicer :
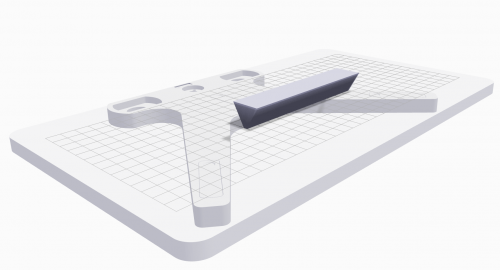
Cette forme est vraiment terrible à imprimer car le filament est principalement disposé sur un axe, il veut donc vraiment tirer de chaque côté vers le centre. Cela, combiné à des couches de section transversale plus grandes au-dessus (pour former le triangle inversé), signifie que vous obtenez une force énorme qui pousse la pièce à se décoller. Voici ce qui s'est passé lorsque nous l'avons imprimé à partir de PLA (100% de remplissage, pas de radeau) sur une autre imprimante 3D de bureau standard FFF (Fused FIlament Fabrication). La pièce s'est entièrement décollée de la plaque de construction, elle n'a donc pas pu s'imprimer complètement :
Et maintenant, le voici en Onyx :
Surplombs
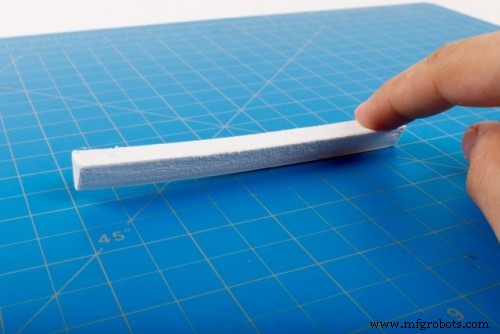
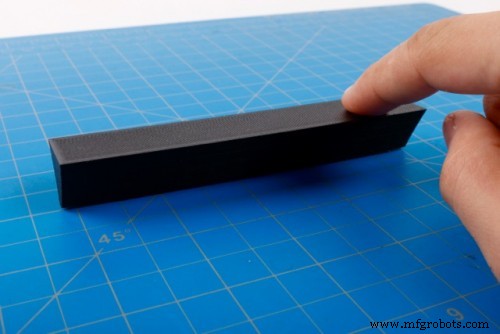
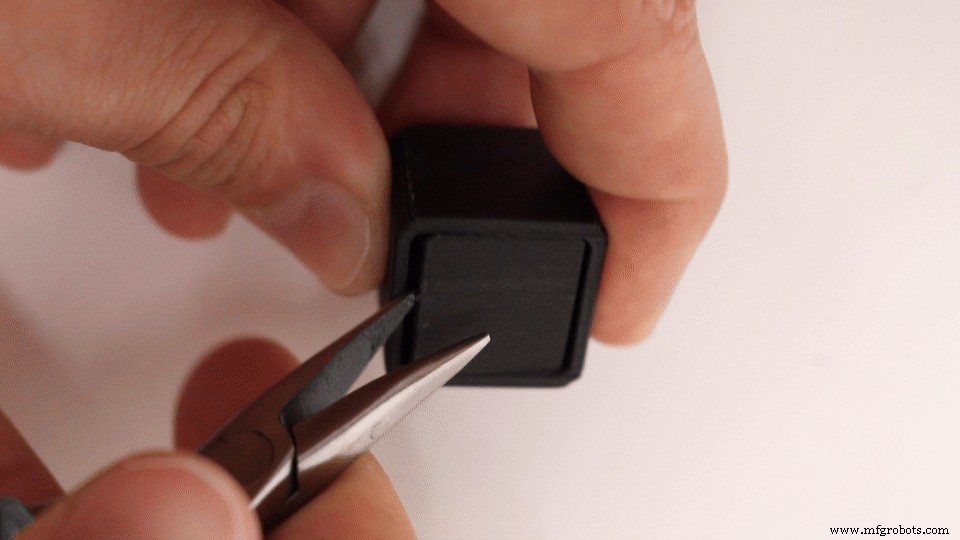
Sur les imprimantes 3D de bureau avec des extrudeuses en plastique simples comme la nôtre, les surplombs sont toujours une grande question en ce qui concerne les matériaux, car beaucoup de gens essaient de concevoir pour les éviter. Sur le Mark Two, ce n'est pas toujours nécessaire, car notre matériel de support finit par être très facile à retirer, comme indiqué :
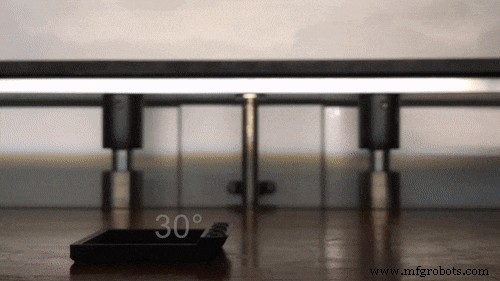
Mais même avec des supports, les surplombs sont parfois difficiles à réaliser pour les mêmes raisons que le gauchissement est un problème. L'empilement de sections transversales plus grandes au-dessus de sections plus petites crée un moment thermique qui peut faire que les bords d'un surplomb, même lorsqu'ils sont soutenus, s'enroulent et bloquent l'imprimante. Avec un matériau comme l'Onyx, il y a un gauchissement minimal, et donc une instabilité de porte-à-faux minimale. En fait, il peut monter en toute sécurité jusqu'à environ 70 degrés sans aucun support, ce qui nous a même surpris :
Nous avons utilisé les pièces de test d'impression 3D de Make Magazine pour évaluer le matériau. Et la finition de surface sur la face inférieure est toujours assez bonne :

Stabilité dimensionnelle
Ce filament, combiné à la résolution détaillée de notre imprimante, signifie que vous pouvez produire des pièces imprimées en 3D de haute qualité et dimensionnellement stables qui sortent exactement comme vous l'avez conçu. Jetez un œil à ce GIF de nous exécutant un test de tolérance d'espace négatif (également à partir du test de Make Magazine), jusqu'à un écart radial de 0,2 mm entre chaque broche et son trou correspondant :

C'est donc ce que nous voulons dire lorsque nous disons que notre nouveau filament Onyx renforcé de micro-carbone a une stabilité dimensionnelle. La pièce restera fidèle à sa conception, ce qui signifie que vous pouvez utiliser ce matériau pour obtenir des résultats précis, cohérents et beaux, et vous n'aurez pas besoin d'utiliser de mastic de ponçage ou de remplissage pour façonner vos surplombs ou surfaces planes pour obtenir la qualité vous avez besoin. Avec Onyx et notre imprimante 3D de bureau d'ingénierie, vous pouvez facilement présenter des pièces d'utilisation finale et ne pas avoir à vous soucier du fait que vos conceptions imprimées en 3D ne sont pas conformes aux spécifications. Nous avons conçu notre Part of the Week Award en Onyx pour présenter les types de designs dont il est capable !

Et vu de dessus, il ressemble à notre logo !

impression en 3D
- Le gauchissement :un problème d'impression 3D courant mais évitable
- Introduction à l'impression 3D avec des plastiques
- Impression 3D avec du silicone — son heure arrive-t-elle ?
- Initiation à l'impression 3D céramique
- Guide d'impression 3D avec HP Multi Jet Fusion
- Un petit guide de l'impression 3D avec le jet de reliure
- Impression du fusible 1 avec le fusible 1
- Impression 3D haute vitesse avec AION500MK3
- L'impression 3D est partout