


20 défauts de moulage courants :causes, symptômes et remèdes éprouvés
Le moulage du métal est un processus de fabrication fondamental dans lequel le métal en fusion est versé dans un moule en sable ou en métal pour former une pièce. Même s'il est largement utilisé pour sa polyvalence et sa rentabilité, le processus est intrinsèquement sujet à une série d'imperfections, connues sous le nom de défauts de coulée, qui peuvent compromettre la qualité du produit, augmenter les taux de rebut et gonfler les coûts de production.
Que sont les défauts de moulage ?
Lors de la coulée, l'alliage fondu doit remplir une cavité sous pression, se solidifier, puis être retiré. Toute interruption, contamination ou contrôle inapproprié lors de ces étapes peut créer des défauts compromettant les performances mécaniques et l'apparence de la pièce.
Comprendre les causes profondes de ces défauts permet aux fabricants de mettre en œuvre des actions correctives ciblées (avant, pendant ou après la coulée), améliorant ainsi le rendement et réduisant les reprises.
20 défauts de fonderie majeurs – Causes et remèdes
-
Incohérence (Maj)
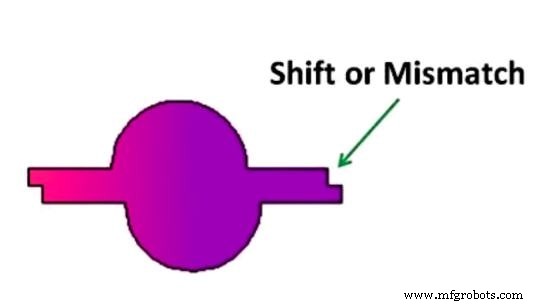
- Causes : Mauvais alignement du chape et de la traînée (moitiés supérieure et inférieure du moule), goupilles de boîte desserrées, placement incorrect des goujons ou noyau mal positionné.
- Remèdes : Vérifiez l'alignement des plaques d'allumettes, utilisez des boîtes de moulage et des broches de fermeture appropriées, et inspectez l'alignement des flacons avant chaque analyse.
-
Houle
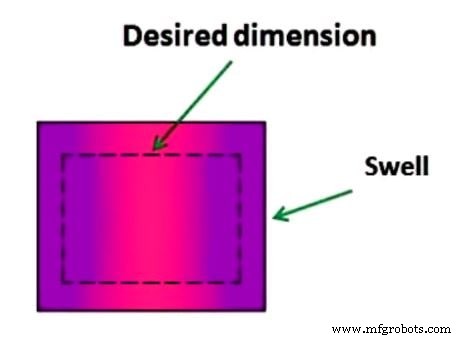
- Causes : Pression de pilonnage excessive, sable peu résistant ou parois de moule faibles qui se plient sous la pression du métal.
- Remèdes : Utilisez un mélange de sable solide et correctement compacté et assurez-vous que les parois du moule sont suffisamment épaisses pour résister à la déformation.
-
Trous d'épingle
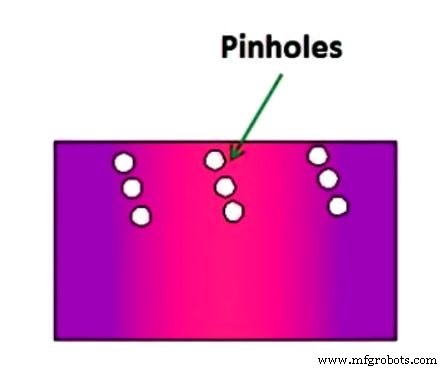
- Causes : Mauvaise ventilation des petites poches sur la surface supérieure de la pièce, permettant au gaz piégé de former de petites perforations.
- Remèdes : Prévoyez une ventilation adéquate, utilisez du sable à haute perméabilité et inspectez la pièce visuellement ou avec des tests non destructifs pour détecter les amas.
-
Trous de soufflage
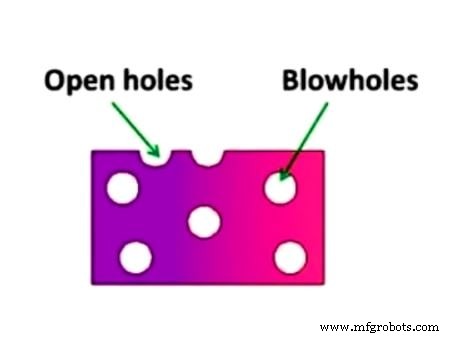
- Causes : Sable humide ou peu perméable, ventilation insuffisante et piégeage de gaz pendant la solidification.
- Remèdes : Maintenez une humidité contrôlée du sable, utilisez du sable à haute perméabilité et installez une ventilation appropriée. Détecter par inspection aux rayons X ou par ultrasons.
-
Trous ouverts (porosité du gaz)
- Causes : Ventilation insuffisante du moule ou du noyau, humidité excessive dans le sable et mauvaise perméabilité aux gaz.
- Remèdes : Améliorez la ventilation, séchez le moule et le noyau avant utilisation, utilisez un fluxant et améliorez la perméabilité au sable.
-
Coupe et lavages
- Causes : Écoulement à grande vitesse érodant le sable, faible résistance du sable et excès de métal dans certaines zones.
- Remèdes : Optimisez la conception du portail, renforcez le noyau et poncez, et ajoutez du liant au parement.
-
Fusion (croûte vitreuse)
- Causes : Sable manquant de caractère réfractaire, surchauffant le métal en fusion et mélangeant les grains.
- Remèdes : Utilisez un mélange de sable réfractaire, baissez la température de coulée et assurez-vous que le métal est exempt de grains de sable.
-
Gouttes
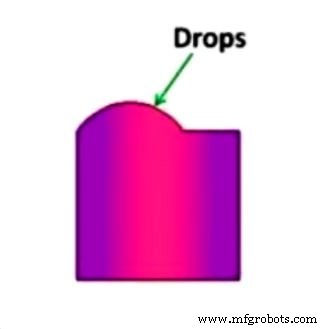
- Causes : Sable faible, fluxage médiocre et pilonnage doux.
- Remèdes : Utilisez du sable à haute résistance, un pilonnage dur approprié et nettoyez le métal en fusion avec un fluxant.
-
Pénétration du métal
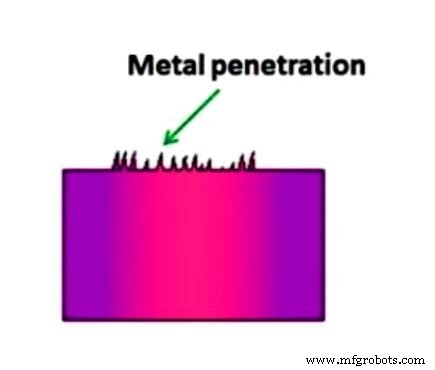
- Causes : Sable à gros grains à haute perméabilité, pilonnage doux et absence de lavage des moisissures.
- Remèdes : Utilisez du sable à grains fins et à faible perméabilité, un pilonnage dur et appliquez une barrière anti-moisissure.
-
Cave de retrait
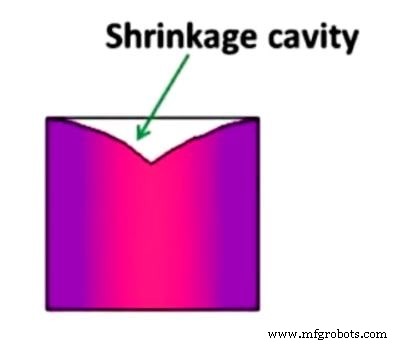
- Causes : Solidification incontrôlée et température de coulée élevée.
- Remèdes : Appliquez une solidification directionnelle, utilisez des produits réfrigérants et maintenez une température de coulée appropriée.
-
Épuisement
- Causes : Moule défectueux, flacon incorrect ou mauvaise conception du moule.
- Remèdes : Remplacez les moules défectueux, affinez la conception des flacons et garantissez un déclenchement précis.
-
Inclusion de scories

- Causes : Particules de laitier dans la masse fondue, déclenchement incorrect et formation d'intermétalliques pendant la solidification.
- Remèdes : Nettoyez régulièrement la matrice, concevez un système de déclenchement efficace et utilisez un alliage propre et entièrement dissous.
-
Point chaud ou point dur
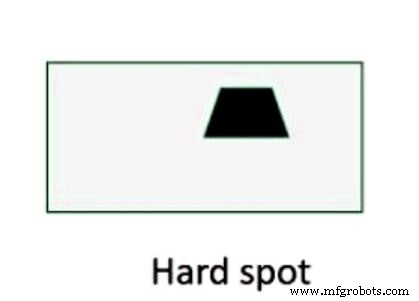
- Causes : Refroidissement local rapide et gradients thermiques différentiels.
- Remèdes : Mettez en œuvre un refroidissement uniforme, ajustez la composition de l'alliage et utilisez un traitement thermique contrôlé.
-
Larme chaude ou fissure
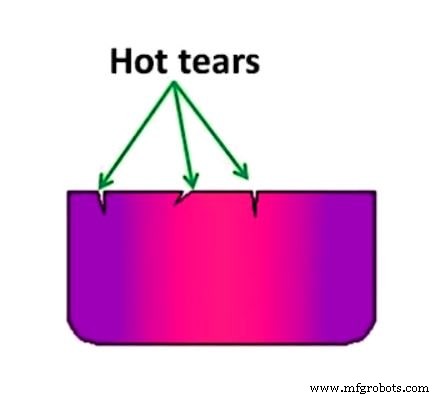
- Causes : Contraction thermique, contrainte de traction résiduelle et placement incorrect de la porte.
- Remèdes : Utilisez des pratiques de solidification standardisées, assurez-vous que le placement des portes est optimal et maintenez une épaisseur uniforme.
-
Arrêt à froid
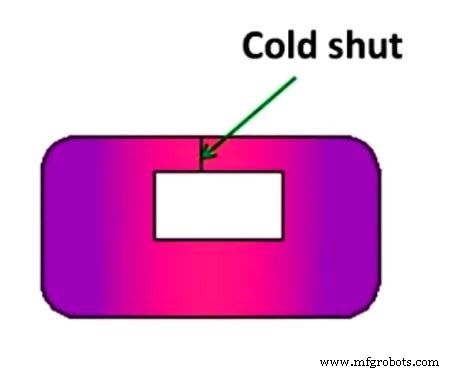
- Causes : Des flux de métaux à basse température se rencontrent sans fusion, avec un mauvais déclenchement et une faible fluidité de fusion.
- Remèdes : Optimisez le déclenchement, augmentez la température de fusion et améliorez la perméabilité du sable.
-
Saleté
- Causes : Mauvais entretien, lavage du sable et particules de laitier dans la fonte.
- Remèdes : Maintenir l'équipement propre, utiliser un fluxant approprié et garantir un environnement de travail sans poussière.
-
Echecs d'exécution
- Causes : Faible fluidité de fusion et conception de moule/porte inadéquate.
- Remèdes : Améliorez la fluidité de la fonte, repensez le moule et le seuil, et maintenez une température de coulée appropriée.
-
Alvéolé ou spongieux
- Causes : Impuretés gelées, écrémage inadéquat et limaces dans la fonte.
- Remèdes : Écumez soigneusement les scories, filtrez les impuretés et assurez un fonctionnement propre de la poche.
-
Nageoires et brûlures (Flash)
- Causes : Assemblage moule/noyau incorrect, poids du moule insuffisant et mauvais serrage.
- Remèdes : Assurez un assemblage précis, appliquez un poids adéquat et serrez fermement.
-
Déformation
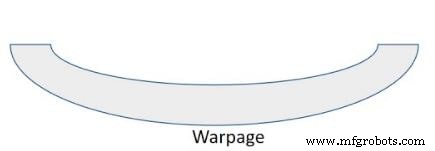
- Causes : Taux de solidification différentiels créant des contraintes internes.
- Remèdes : Utilisez un traitement thermique pour soulager les contraintes résiduelles et concevez les pièces moulées pour minimiser les grandes sections plates.
Ressources supplémentaires
Découvrez-en davantage sur le moulage et les sujets liés à la fabrication :
- 12 types de défauts de forgeage et leurs causes [Comment les éviter]
- 16 types courants de défauts de soudage [Causes, remèdes] PDF
- Qu'est-ce que les laminoirs ? Pièces, fonctionnement et types de laminoirs
Télécharger le PDF
Télécharger le PDF de cet article
Réflexions finales
En identifiant et en traitant systématiquement les 20 défauts de coulée décrits ci-dessus, les fabricants peuvent améliorer considérablement la qualité des produits, réduire les déchets et atteindre une efficacité opérationnelle plus élevée. Si vous avez des questions ou souhaitez partager vos expériences, veuillez laisser un commentaire ci-dessous.
Abonnez-vous à notre newsletter pour recevoir des PDF gratuits directement dans votre boîte de réception.
Équipement industriel
- 9 choses à considérer avant d'acheter une fraise à genou verticale
- Liste de contrôle de maintenance CNC
- 3 façons d'améliorer l'utilisation de la CNC sans sacrifier la sécurité
- Comment augmenter le débit hydraulique ?
- Techniques de maintenance des cobots pour aider à préserver la valeur de vos machines
- Décodage du cycle de service des compresseurs à piston
- 9 raisons de choisir des convoyeurs à vis flexibles
- Là où l'usinage cinq axes automatisé n'est pas un défi
- Qu'est-ce qu'un marteau électrique ?