


Apprentissage de machines d'occasion :rouleaux de plaques
Les rouleaux de plaque sont utilisés pour le laminage de feuilles plates de matériaux généralement en acier, en acier inoxydable ou en aluminium. Les applications typiques incluent la fabrication d'articles tels que des bidons, des réservoirs, des tuyaux, des récipients sous pression, des remorques citernes, des godets d'excavatrice et d'autres pièces métalliques arrondies. Les rouleaux de plaque peuvent être soit contrôlés par ordinateur, soit exploités comme une machine manuelle motorisée. Cependant, même avec des commandes CNC, les variations de matériaux peuvent nécessiter des ajustements et la finesse de l'opérateur afin d'obtenir les résultats souhaités.
Les rouleaux de plaque sont conçus pour pouvoir rouler une variété d'épaisseurs et de diamètres de matériaux, cependant, il existe des limitations dues aux propriétés physiques de la conception du rouleau de plaque. Par conséquent, ces rouleaux de plaques sont mieux adaptés aux « gammes » de besoins d'un utilisateur. Les limites du rouleau de plaque sont liées à une combinaison du diamètre du rouleau (plus le rouleau est petit, plus le diamètre qui peut être roulé est serré, tandis que plus le rouleau est grand, moins la déviation est produite), le diamètre roulé et la pièce. épaisseur. Tous les rouleaux pincent le matériau entre deux rouleaux et (par des moyens mécaniques ou hydrauliques) forcent le matériau de la pièce à usiner en un arc. Les deux extrémités d'un rouleau tournant doivent être solidement soutenues pour empêcher les rouleaux de s'écarter sous la pression. Une extrémité du rouleau est appelée "extrémité tombante" car le support de rouleau à cette extrémité peut être libéré manuellement, hydrauliquement ou mécaniquement pour retirer le cylindre roulé du rouleau supérieur.
Types de rouleaux de plaques
2 rouleaux
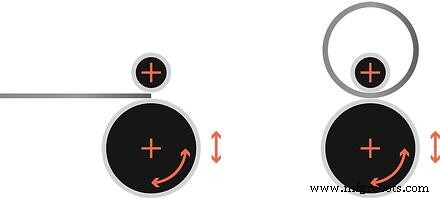
Le rouleau de plaque de style à 2 rouleaux est généralement utilisé pour le traitement à grand volume de métaux minces (généralement 3/16" et moins) en formes de petit diamètre (4"- 24" de diamètre). Les rouleaux sont montés selon un schéma vertical, un rouleau étant centré directement au-dessus de l'autre. Le rouleau de formage (généralement le plus bas des deux rouleaux) a un revêtement durable mais flexible de néoprène ou d'un matériau similaire que le rouleau supérieur pousse pour créer une dépression et des « vagues » autour du point de contact. L'opérateur fait avancer la pièce dans cette position pincée pendant que les rouleaux tournent et le matériau en caoutchouc dévié force la pièce à usiner dans une forme enroulée autour du rouleau solide.
Avantages :
- Opération de roulement très rapide.
- Facile à automatiser.
- Aucun méplat sur la forme roulée.
Inconvénients :
- Limité aux matériaux fins.
- Ajustement limité.
Pincement initial
Le type de rouleau de plaque le plus courant est probablement le pincement initial. Ce type de rouleau de matériau se compose de 3 rouleaux dont 2 sont montés presque directement verticalement l'un sur l'autre, l'un étant un rouleau fixe et l'autre réglable. Le dernier rouleau est décalé sur une glissière réglable qui est commandée dans un mouvement vers le point de "pincement" des deux rouleaux. Pour faire fonctionner ce rouleau, l'opérateur insère la matière à usiner et ajuste le mobile des deux rouleaux verticaux jusqu'à ce que la pièce soit fermement « pincée » entre les deux rouleaux. Ensuite, les rouleaux décalés sont positionnés vers le haut vers le rouleau fixe forçant la pièce à se plier autour du rouleau fixe. Les rouleaux sont ensuite mis sous tension et le processus de laminage commence par le réglage du rouleau décalé pour atteindre le diamètre souhaité.
Avantages :
- Rouleau très courant.
- Facile à utiliser.
- Généralement utilisé dans les applications de matériaux minces (1/4" ou moins).
Inconvénients :
- Le matériau doit être retourné ou alimenté tout au long de la machine pour "pré-plier" le bord de fuite de la pièce.
- Les ajustements ne sont pas exacts et doivent être vérifiés et revérifiés pendant le processus de roulement.
Double pincement
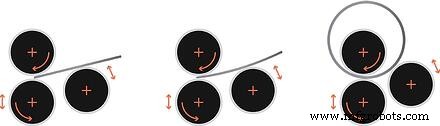
Ce type de rouleau est couramment utilisé pour les applications de plaques moyennes. Le rouleau supérieur est fixe et les deux rouleaux inférieurs sont mobiles selon un angle vers le haut (rouleau fixe) ou les deux rouleaux inférieurs sont fixes, le rouleau supérieur étant mobile. Le matériau est introduit jusqu'à ce qu'il repose sur les deux rouleaux inférieurs. Les rouleaux sont ensuite réunis avec le rouleau supérieur jusqu'à ce que la position souhaitée soit atteinte pour obtenir le diamètre correct ; à quel moment le processus de roulement commence.
Avantages :
- Rouleau très courant.
- Facile à utiliser.
- Généralement utilisé dans les applications de matériaux moyens (1/4" - 3/4").
Inconvénients :
- De grands plats sont laissés à l'extrémité du matériau.
- Les ajustements ne sont pas exacts et doivent être vérifiés et revérifiés pendant le processus de roulement.
- Le matériau n'est jamais complètement "pincé" entre les rouleaux et peut glisser • Le matériau est alimenté en biais.

4 rouleaux
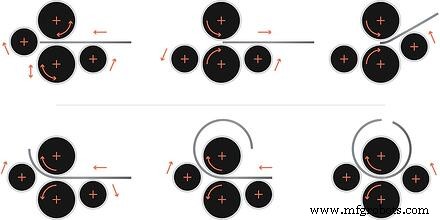
Ce type de rouleau de plaque est le seul type où le contrôle numérique par ordinateur des rouleaux a beaucoup de sens car c'est le seul rouleau de plaque qui peut facilement rouler des formes oblongues ou ovales. Ce rouleau comporte deux rouleaux centrés verticalement l'un sur l'autre et deux rouleaux mobiles positionnés directement de chaque côté du centre, ou rouleaux de "pincement".
Ces rouleaux mobiles peuvent être positionnés à un angle bien en dessous du matériau jusqu'à l'endroit où la ligne médiane du diamètre extérieur des rouleaux de positionnement peut presque rencontrer le point de pincement des rouleaux de « pincement ». Afin de faire fonctionner cette machine, l'opérateur positionne d'abord le rouleau « principal » comme butée ou jauge de matériau.
Le rouleau opposé est positionné là où le diamètre du agit comme un support de matériau aidant au chargement en permettant au matériau d'être supporté sur le diamètre supérieur. Les rouleaux pinceurs sont ouverts et le matériau est inséré et aligné contre le rouleau « avant ». Les rouleaux pinceurs sont ensuite pressés ensemble et le matériau est légèrement rétracté en faisant rouler les rouleaux pinceurs vers l'arrière. Le rouleau avant qui était positionné comme jauge de matériau est ensuite abaissé pour permettre au bord avant de la pièce de passer dessus.
Lorsque le laminage commence, le premier rouleau qui force maintenant le matériau dans le rayon souhaité. Le laminage se poursuit jusqu'à ce que le bord de fuite de la pièce soit sur le point de dépasser le rôle « de fuite » qui était initialement utilisé comme support. Le rouleau "arrière" force maintenant le bord arrière du matériau vers le haut dans la position finale pour obtenir le diamètre approprié. Si ces rouleaux sont contrôlés via une commande numérique, le rouleau "Avant" et le rouleau "Arrière" peuvent ajuster automatiquement la position et rouler des pièces oblongues, en forme d'oeuf ou d'autres parties non rondes.
Avantages :
- Le matériau est toujours fermement pincé.
- Les méplats sont minimisés grâce au réglage des rouleaux avant et arrière.
- Peut être utilisé pour presque toutes les applications d'épaisseur de matériau.
- Le matériau est introduit à plat dans l'unité.
- La machine peut économiser beaucoup d'espace car le matériau n'a pas besoin d'être tourné et alimenté vers l'arrière pour pré-plier l'extrémité opposée.
- Peut rouler des formes non rondes.
Inconvénients :
- Prix.
Quel que soit le processus que vous choisissez, il doit être basé sur les exigences minimales de votre pièce ET sur votre budget. Southern Fabricating Machinery Sales représente les fabricants et les machines d'occasion de nombreux processus, marques et modèles différents pour garantir que nous pouvons vous offrir la bonne solution pour votre application. Contactez-nous dès aujourd'hui pour plus d'informations sur les rouleaux de tôle neufs ou d'occasion et sur le processus de laminage de l'acier.
Pour télécharger une version PDF de ces informations, veuillez cliquer ici.
Équipement industriel
- Comment vendre des machines d'occasion en grandes quantités
- Prix des machines d'occasion
- Le guide pour assurer les machines d'occasion
- 5 conseils pour prolonger la durée de vie des machines d'occasion
- Industrie du camionnage aux États-Unis - Application à l'approvisionnement en machines d'occasion
- Acheter de la machinerie industrielle neuve ou d'occasion ?
- 3 avantages de l'achat de machines d'occasion
- Comment augmenter la capacité de fabrication avec des machines d'occasion
- L'art de valoriser les machines d'occasion