


Exemple de tournage extérieur du programme Siemens Sinumerik CYCLE95
Soumis par :Programmeur Sinumerik
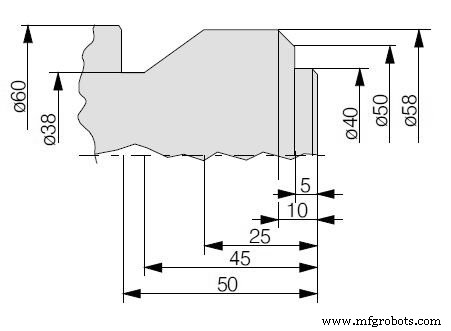
Dessin/Image
Programme CNC
G54
G53 G0 X610 Z350
T1 D1 G96 S250 M4
G0 X65 Z0
G1 F0.18 X-1.6
G0 X65 Z5
CYCLE95("CONT1",3,0.05,0.3,0,0.3,0.1,0.12,9,0,0,0)
G0 X200 Z100
M30
Contour subprogram: CONTI:
G1 X38 Z2
Z0
X40 Z-1
Z-5
X50
X58 Z-10
Z-25
X38 Z-45
Z-50
X60 CHR=0.3
Z-50.4
M17 commande numérique par ordinateur
- G90 Cycle de tournage Fanuc – Exemple de code de programme CNC
- Exemple de programme L930 Fraisage de poche circulaire Sinumerik 840C
- Exemple de programme de cycle de gorge Sinumerik L93
- Présentation du tournage Siemens Sinumerik 808D
- Exemple de programme Siemens Sinumerik CYCLE83 Perçage profond de trous profonds
- Exemple de programme Sinumerik CYCLE81 Cycle de perçage – Tournage CNC
- Exemple de programme de cycle de perçage et de contre-alésage Sinumerik CYCLE82
- Exemple de programme de rayon/chanfrein de fraiseuse CNC Sinumerik 810
- Siemens Sinumerik 802S