


Fanuc G73 High Speed Peck Drilling Cycle – Chip Break Drilling Cycle
Cycle de perçage haute vitesse Fanuc G73
Le cycle de perçage par perçage à grande vitesse Fanuc G73 effectue un perçage par perçage à grande vitesse. Il effectue une alimentation de coupe intermittente au fond d'un trou tout en enlevant les copeaux du trou. 
Fanuc G73 High Speed Peck Drilling Cycle est également appelé Fanuc G73 Chip Break Drilling Cycle. Le cycle de perçage Peck à grande vitesse Fanuc G73 est utilisé sur le contrôle Fanuc avec des fraiseuses CNC.
Programmation
G73 X Y Z R Q F K
G73 est un code G modal, il reste donc en vigueur jusqu'à son annulation.
Paramètres
| Paramètre | Description |
|---|---|
| X Y | Données de position du trou |
| Z | Profondeur Z (avance vers la profondeur Z à partir du plan R) |
| R | La distance entre le niveau initial et le niveau du point R (Position du plan R) |
| Q | Profondeur de coupe pour chaque avance de coupe (profondeur de chaque pas) |
| F | Avance de coupe |
| K | Nombre de répétitions (si nécessaire) |
Cycle de fonctionnement
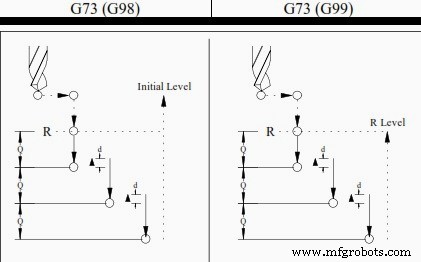
L'outil plonge dans la pièce pour la pénétration Q, recule (rétracte) de 1 mm pour casser les copeaux, plonge à nouveau jusqu'à ce que la profondeur finale soit atteinte, puis se rétracte avec une avance rapide. Rétractation Le montant de la rétraction peut être défini dans le paramètre 5114
G98 G99
Lorsque G98 est actif, l'axe Z revient à la position de départ (plan initial) lorsqu'il termine une seule opération. Lorsque G99 est actif, l'axe Z revient au point R (plan) lorsque le cycle pré-programmé termine un seul trou. Ensuite, la machine ira au trou suivant. Généralement, G99 est utilisé pour la première opération de perçage et G98 est utilisé pour la dernière opération de perçage
Annuler G73
Pour annuler le cycle fixe Fanuc G73, utiliser G80 ou un code G du groupe 01. Codes G groupe 01 G00 :Positionnement (avance rapide) G01 :Interpolation linéaire G02 :Interpolation circulaire ou interpolation hélicoïdale (CW) G03 :Interpolation circulaire ou interpolation hélicoïdale (CCW)
Exemple de programme
L'exemple de code suivant du cycle de perçage de rupture de copeaux Fanuc G73 montre comment utiliser le cycle de perçage G73 et comment utiliser les codes G G98 et G99 avec le cycle G73.
M3 S2000 G90 G99 G73 X300. Y–250. Z–150. R–100. Q15. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
commande numérique par ordinateur
- Robot de prélèvement Fanuc haute vitesse
- Exemple de programme CNC de cycle de répétition de motif CNC Fanuc G73
- Perçage au tour CNC simple avec cycle de perçage Peck Fanuc G74
- Cycle de répétition de motif CNC Fanuc G73
- Tutoriel de programmation CNC du cycle de perçage frontal G74
- G81 Cycle de perçage G83 Perçage avec débourrage avec G98 G99 Exemple de programme
- Cycle de taraudage rigide Fanuc G84
- Exemple de cycle de perçage avec débourrage G83
- Cycle de perçage par débourrage G83 (trou profond) pour CNC Haas