


Introduction à GD&T :Faux-rond circulaire
Selon la norme ASME Y14.5 2009 GD&T, 14 tolérances géométriques sont divisées en 5 groupes. Le faux-rond circulaire appartient à la catégorie "Runout", qui est utilisée pour contrôler la forme des éléments circulaires de la surface et leur relation avec l'axe de référence.
Dans cet article, nous présenterons la définition du faux-rond circulaire, ses symboles, comment le mesurer et la différence avec le faux-rond total.
Définition et symbole de la circulaire Runou l
Le faux-rond circulaire (souvent appelé « faux-rond ») est une mesure 2D du profil circulaire de l'axe de référence. Il vérifie dans quelle mesure la section transversale circulaire correspond au cercle idéal, tout comme la rondeur.
Symbole de faux-rond circulaire
Le symbole de faux-rond est une flèche diagonale pointant vers le nord-est (↗). Il s'agit d'une référence à la façon dont nous mesurons le faux-rond d'une fonctionnalité. Nous utilisons un cadran ou une jauge de hauteur pour mesurer le faux-rond afin que le symbole représente réellement le pointeur dans une jauge à cadran.

Zone de tolérance de faux-rond
La zone de tolérance se situe entre la bague extérieure et la bague intérieure sur le plan 2D. Le cercle au milieu représente le diamètre réel de l'arbre.
Dans GD&T, la tolérance de faux-rond est utilisée pour contrôler la position d'une pièce circulaire par rapport à son axe. Le faux-rond est généralement appliqué aux pièces de section circulaire qui doivent être assemblées, telles que les forets, les arbres segmentés ou les composants de machines-outils. Le faux-rond aide à limiter le décalage d'axe des deux pièces pour garantir qu'elles peuvent tourner et s'user de manière uniforme.
Un exemple de tolérance de faux-rond est illustré ci-dessous.
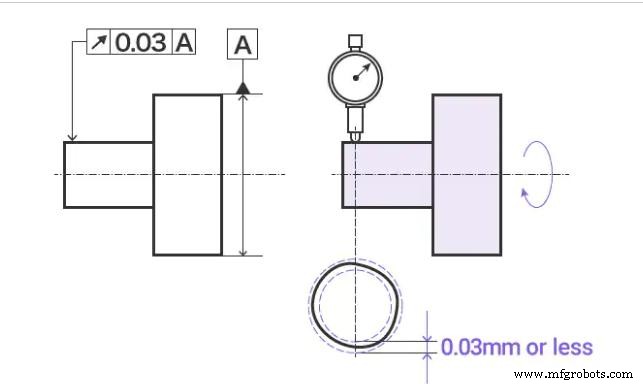
Lorsque la cible tourne une fois sur l'axe de référence, le faux-rond radial de la surface du cylindre (indiqué par la flèche) ne doit pas dépasser 0,03 mm sur tout plan de mesure perpendiculaire à l'axe de référence.
La différence entre le faux-rond circulaire et circulaire :
Le processus d'inspection est similaire à l'inspection circulaire. Cependant, la différence entre le faux-rond circulaire et circulaire est qu'il n'y a pas d'axe de référence pour le circulaire. Cependant, il est nécessaire dans l'arbre de faux-rond circulaire.
Mesure du battement circulaire
La mesure du faux-rond circulaire est un processus typique du fonctionnement des vérins. Les pièces sont placées dans un ensemble de blocs en forme de V afin qu'elles puissent être tournées autour d'un axe, et elles peuvent mesurer le mouvement total d'un comparateur qui maintient une hauteur constante à une position circulaire dans une plage de tolérance.
Le faux-rond est mesuré à l'aide d'une simple hauteur ou d'un comparateur à cadran. Nous fixons la pièce au moyen d'un bloc en V ou d'une broche le long de son axe de référence. La broche d'un comparateur à cadran est ensuite placée sur la fonction circulaire et le cadran est mis à zéro.
Nous faisons maintenant tourner la pièce usinée CNC le long de la broche et enregistrons les mesures. La variation totale sur la jauge de hauteur ne doit pas dépasser la limite de tolérance dans le cadre de contrôle des fonctionnalités.
Nous pouvons mesurer le faux-rond pour des surfaces parallèles, inclinées ou perpendiculaires à l'axe. Dans tous les cas, nous tenons la jauge de hauteur perpendiculairement à la surface. Pour chaque cas, une zone de tolérance bidimensionnelle est créée en direction de la goupille du gabarit de hauteur. Ensuite, autant de sections que nécessaire sont testées.
Pour les surfaces perpendiculaires à l'axe de référence, nous testons la planéité plutôt que la circularité lorsque nous utilisons cette légende.
Lors de son utilisation pour des surfaces inclinées, nous devons nous rappeler de mentionner l'angle de base, afin que nous puissions régler la jauge de hauteur exactement perpendiculaire à la surface. (source de https://fractory.com/circular-runout-explained)
Totale Épuisement
Dans GD&T, le faux-rond total est une tolérance complexe qui contrôle la rectitude, le profil, l'angle et d'autres changements géométriques des éléments. Le faux-rond total est différent du faux-rond car le faux-rond total est appliqué à toute la surface en même temps au lieu d'un seul élément circulaire.
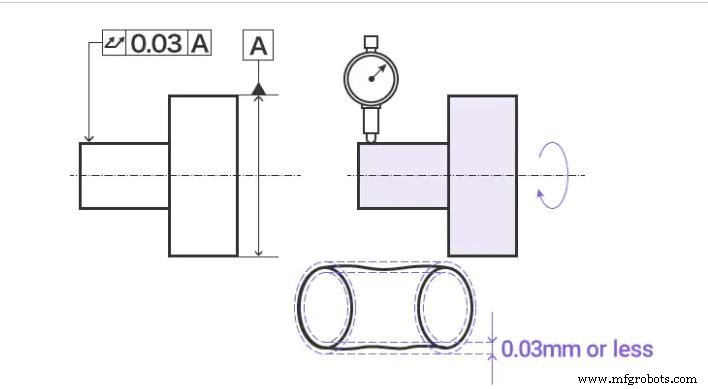
Lorsque la partie cylindrique tourne le long de l'axe de référence, le faux-rond total de la surface cylindrique dans la direction radiale (comme indiqué par la flèche indicatrice) ne doit pas dépasser 0,03 mm en tout point de la surface cylindrique.
Quand choisir le total Épuisement
Le faux-rond circulaire peut contrôler efficacement les trois parties. Si la pièce a l'une des trois fonctions suivantes, nous utilisons le contrôle total du faux-rond ou choisissons une méthode plus appropriée.
Pièces métalliques avec rapport hauteur/largeur élevé
Les pièces avec ce profil, telles que les tuyaux métalliques, peuvent être facilement fixées en place et tournées pour vérifier le profil.
Une longueur suffisante est essentielle pour s'assurer que le degré de liberté (DoF) est limité pour une inspection précise. C'est la partie idéale la plus efficace pour battre.
Pièces de petit diamètre et plan vertical
Si la longueur de la pièce est courte et que le diamètre est petit, mais qu'un plan vertical (par exemple, une bride) est attaché, le faux-rond circulaire peut nous aider à vérifier la précision de la pièce.
Plusieurs pièces de petit diamètre séparées les unes des autres
Un exemple d'une telle pièce est un réducteur concentrique. Dans une telle pièce, l'extrémité de la pièce présente de multiples petits diamètres. Combinez les deux axes de référence et utilisez-les comme référence principale, au lieu d'utiliser une référence comme référence principale et l'autre comme référence auxiliaire.
Faux Circulaire vs Faux-Fil Total
En termes simples, le faux-rond total est égal à l'équivalent 3D du faux-rond circulaire. Le battement circulaire forme une zone de tolérance circulaire autour de la surface courbe (2D), tandis que le battement total forme une zone cylindrique.
En plus de définir des limites de tolérance sur la section transversale, le faux-rond total le place également sur toute la surface cylindrique pour contrôler simultanément toutes les sections transversales de l'élément considéré. Par conséquent, il prend en compte les modifications axiales et les modifications transversales.
Le faux-rond total peut nous aider à contrôler plus de fonctionnalités que le faux-rond circulaire. Il peut contrôler les caractéristiques de surface, telles que :
Cercle, concentricité, rectitude, cylindricité, conicité, parallélisme, angle, perpendicularité, contour.
Article connexe :
Perpendicularité GD&T
Introduction À propos de GD&T – Circularité
Guide rapide du parallélisme GD&T
Introduction À propos de GD&T – Planéité
Introduction À propos de GD&T – Rectitude
Processus de fabrication
- Introduction :différents avantages entre les scies à ruban et les scies circulaires
- Comprendre le tour vertical :une introduction
- Une introduction aux aléseuses
- Introduction aux moulages en fonte
- Initiation à la coupe au fil
- Introduction à la machine CNC Miller
- Une introduction à la perceuse EDM
- Introduction aux jambes d'amortisseur
- Introduction aux aléseuses verticales