


Qu'est-ce que la rectification sans centre ? Quelle est la différence entre le processus de meulage centré et sans centre ?
Nous connaissons tous le meulage et il doit avoir déjà vu où des surfaces hautement finies sont nécessaires. Le meulage est une sorte de processus d'usinage qui s'effectue au moyen d'abrasifs. Si nous parlons de meulage sans centre, alors quelque chose est effacé par son nom que ce type de meulage n'a aucun type de centre fixe, c'est-à-dire que le meulage sans centre n'a pas de dispositif pour localiser et fixer la pièce à usiner à une position fixe.C'est aussi un type de processus d'usinage qui est utilisé pour fournir une surface lisse à la pièce.
Meulage sans centre :
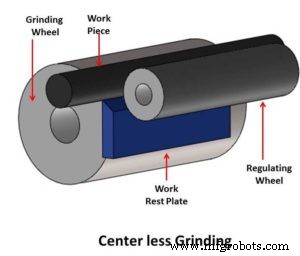
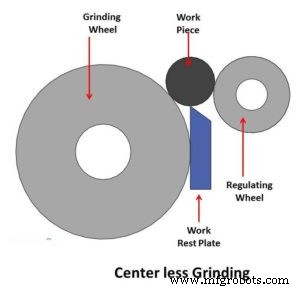
Au centre, moins de meulage, la pièce à usiner n'est pas pourvue d'un centre fixe ou de tout type de mandrin. La pièce à usiner tourne entre deux rouleaux ; les deux roues tournent dans le même sens avec des vitesse. Une meule est connue sous le nom de meule et l'autre est connue sous le nom de meule de régulation. La pièce à usiner n'est équipée d'aucun accessoire de mouvement et la meule de régulation fournit un mouvement à la pièce à usiner. Le meulage de la pièce à usiner est effectué entre les deux meules. La meule de régulation est en caoutchouc et applique une pression latérale sur la pièce à usiner pour éviter qu'elle ne dorme. La vitesse relative entre la meule et la meule de régulation est responsable de l'enlèvement de matière par cisaillement. La meule tourne autour d'un axe fixe et a une vitesse angulaire plus élevée par rapport à la pièce à usiner Seule la meule est responsable de l'usinage, la meule de régulation n'applique qu'une pression externe pour un meulage correct ; elle fournit une avance linéaire à la pièce à usiner. La meule de réglage n'est pas fixée sur leur axe, elle est mobile de sorte qu'un bon contact soit maintenu entre la pièce à usiner et la meule. La pièce à usiner est placée sur la plaque de repos de travail fixe et la meule avec la roue de régulation implique le réglage de la position d'une pièce à usiner.
La rectification sans centre peut être classée en deux types, à savoir la rectification sans centre externe et la rectification sans centre interne. Nous connaissons bien la rectification externe qui est utilisée pour la finition de la surface extérieure des pièces à usiner mais la rectification sans centre interne a des applications spéciales telles que la rectification de trous pour les arbres et d'autres opérations de finition internes. La configuration de la rectification sans centre interne est assez compliquée par rapport à la rectification sans centre externe.
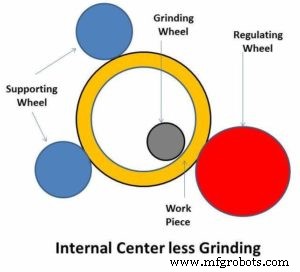
Il comporte quatre meules rotatives appelées roue de pression, roue de support, meule de régulation et meule. La meule est maintenue à l'intérieur de la pièce car il s'agit d'une opération de meulage interne alors que trois roues tournent à l'extérieur de la pièce. La roue du rouleau de pression applique une pression uniforme de l'extérieur et la roue de support soutient la pièce pendant l'opération de meulage. La fonction de la roue de régulation est la même que celle mentionnée ci-dessus.
Différence entre le meulage centré et sans centre :
L'objectif principal des deux types de meulage est le même mais le processus est différent. Les deux processus ont leurs propres applications, avantages et inconvénients. Sur la base des opérations de travail, voici quelques différences entre la rectification au centre et sans centre.
| Meulage central | Meulage sans centre | |
| 1. | La pièce à rectifier au centre a un centre fixe | Au centre, les pièces les moins rectifiées n'ont pas de position centrale fixe. |
| 2. | La pièce à usiner est maintenue entre les deux centres dans le mandrin et ayant l'axe aligné avec l'axe d'un mandrin. | La pièce est placée entre les deux roues en rotation pour les opérations d'usinage comme mentionné ci-dessus. |
| 3. | La pièce à usiner est mise en rotation au moyen de la poupée fixe de la machine-outil, mais dans certains cas, la pièce à usiner peut être immobile, seule la meule tourne. | Au centre, moins de meulage, la pièce à usiner tourne au moyen de la meule de réglage et de la meule uniquement. |
| 4. | La pièce à usiner est maintenue dans les mâchoires fixes, c'est pourquoi le chargement et le déchargement de la pièce à usiner est un processus assez compliqué et qui prend du temps. | Dans ce cas, le chargement et le déchargement de la pièce à usiner sont très faciles et moins de temps à consommer par rapport à l'opération de meulage central en raison de ce temps de configuration est réduit. |
| 5. | Ce n'est pas très économique pour les productions de masse si on le compare à la rectification sans centre. | Il est adapté et très économique pour la production de masse. |
| 6. | En utilisant la rectification centrale, n'importe quelle forme et taille de pièce peut être usinée avec une meilleure précision et une meilleure finition. | Avec le centre moins de meulage, seules les pièces de forme cylindrique sont usinées. Il ne peut pas usiner de surfaces planes. |
C'est tout sur la rectification sans centre. Si vous avez des questions concernant cet article, posez-les en commentant. Si vous aimez cet article, n'oubliez pas de le partager sur les réseaux sociaux. Abonnez-vous à notre site Web pour des articles plus informatifs. Merci de l'avoir lu.
Processus de fabrication
- Quelle est la différence entre le cloud et la virtualisation ?
- Quelle est la différence entre le capteur et le transducteur ?
- Quelle est la différence entre le FRP et la fibre de verre ?
- Quelle est la différence entre les vis et les boulons ?
- Quelle est la différence entre les brides FF et RF ?
- Quelle est la différence entre le cuivre bronze et le laiton ?
- Quelles sont les différences entre la rectification sans centre et cylindrique ?
- Une introduction aux rectifieuses CNC :que sont-elles et comment fonctionnent-elles ?
- Différence entre le processus d'usinage traditionnel et non traditionnel