


Suture
Contexte
Une suture chirurgicale est utilisée pour fermer les bords d'une plaie ou d'une incision et pour réparer les tissus endommagés. Il existe de nombreux types de sutures, avec des propriétés différentes adaptées à diverses utilisations. Les sutures peuvent être divisées en deux groupes principaux :résorbables et non résorbables. Une suture résorbable se décompose dans le corps. Il se dégrade à mesure qu'une plaie ou une incision guérit. Une suture non résorbable résiste à la tentative du corps de la dissoudre. Les sutures non résorbables peuvent être retirées par un chirurgien après la cicatrisation d'une incision de surface.
Les sutures sont fabriquées à partir de matériaux synthétiques et naturels. Les matériaux de suture naturels comprennent la soie, le lin et le catgut, qui est en fait l'intestin séché et traité d'une vache ou d'un mouton. Les sutures synthétiques sont fabriquées à partir d'une variété de textiles tels que le nylon ou le polyester, formulés spécifiquement pour un usage chirurgical. Les sutures synthétiques résorbables sont fabriquées à partir d'acide polyglycolique ou d'autres polymères glycolides. La plupart des matériaux de suture synthétiques ont des noms exclusifs, tels que Dexon et Vicryl. Le matériau résistant à l'eau Goretex a été utilisé pour les sutures chirurgicales, et d'autres sutures sont fabriquées à partir de fil métallique fin.
Les sutures sont également classées selon leur forme. Certains sont des monofilaments, c'est-à-dire constitués d'une seule structure filiforme. D'autres sont constitués de plusieurs filaments tressés ou torsadés ensemble. Les chirurgiens choisissent le type de suture à utiliser en fonction de l'opération. Un monofilament a ce qu'on appelle une faible traînée des tissus, ce qui signifie qu'il passe en douceur à travers les tissus. Les sutures tressées ou torsadées peuvent avoir une plus grande résistance aux tissus, mais sont plus faciles à nouer et ont une plus grande résistance aux nœuds. Les sutures tressées sont généralement enduites pour améliorer la résistance des tissus. D'autres sutures peuvent avoir un noyau tressé ou torsadé dans un manchon lisse de matériau extrudé. Ce sont des pseudo-monofilaments. Une suture peut également être classée selon son diamètre. Aux États-Unis, le diamètre de la suture est représenté sur une échelle décroissante de 10 à 1, puis redescendue de 1-0 à 12-0. Une suture numéro 9 a un diamètre de 0,0012 po (0,03 mm), tandis que la plus petite, le numéro 12-0, a un diamètre plus petit qu'un cheveu humain.
La fabrication de sutures relève du contrôle réglementaire de la Food and Drug Administration (FDA) car les sutures sont classées comme dispositifs médicaux. Les directives de fabrication et les tests pour l'industrie sont fournis par une agence non gouvernementale à but non lucratif appelée United States Pharmacopeia, située à Rockville, Maryland.
Historique
Les médecins utilisent des sutures depuis au moins 4 000 ans. Les archives archéologiques de l'Égypte ancienne montrent que les Égyptiens utilisaient du lin et des tendons d'animaux pour refermer les plaies. Dans l'Inde ancienne, les médecins utilisaient des têtes de coléoptères ou de fourmis pour fermer efficacement les plaies. Les créatures vivantes étaient apposées sur les bords de la plaie, qu'elles fermaient avec leurs pinces. Ensuite, le médecin a coupé les corps des insectes, laissant les mâchoires en place. Les autres matériaux naturels utilisés par les médecins dans les temps anciens étaient le lin, les cheveux, l'herbe, le coton, la soie, les soies de porc et les intestins d'animaux.
Bien que l'utilisation de sutures soit répandue, les plaies ou incisions suturées s'infectaient souvent. Les chirurgiens du XIXe siècle préféraient cautériser les plaies, un processus souvent horrible, plutôt que de risquer la mort du patient à cause de sutures infectées. Le grand médecin anglais Joseph Lister a découvert les techniques de désinfection dans les années 1860, rendant la chirurgie beaucoup plus sûre. Du matériel de suture au catgut imbibé de Lister dans du phénol le rend stérile, au moins à l'extérieur. Lister a passé plus de 10 ans à expérimenter avec le catgut, pour trouver un matériau souple, solide, stérilisable et absorbable dans le corps à un taux adéquat. Un chirurgien allemand a fait des progrès dans le traitement du catgut au début du XXe siècle, conduisant à un matériau vraiment stérile.
Le catgut était le matériau de suture résorbable de base dans les années 1930, tandis que les médecins utilisaient de la soie et du coton lorsqu'un matériau non résorbable était nécessaire. La technologie de la suture a progressé avec la création du nylon en 1938 et du polyester à peu près à la même époque. Au fur et à mesure que de plus en plus de textiles synthétiques étaient développés et brevetés pour l'utilisation de la suture, la technologie des aiguilles a également progressé. Les chirurgiens ont commencé à utiliser une aiguille atraumatique, qui a été pressée ou sertie sur la suture. Cela évite d'avoir à enfiler l'aiguille dans la salle d'opération et permet à tout le diamètre de l'aiguille de rester à peu près de la même taille que la suture elle-même. Dans les années 1960, les chimistes ont développé de nouveaux matériaux synthétiques qui pourraient être absorbés par le corps. Il s'agissait de l'acide polyglycolique et de l'acide polylactique. Auparavant, les sutures résorbables devaient être fabriquées à partir du catgut, un matériau naturel. Le matériel de suture synthétique résorbable est maintenant beaucoup plus répandu que le catgut dans les hôpitaux des États-Unis.
La FDA a commencé à exiger l'approbation d'un nouveau matériel de suture dans les années 1970. Un amendement relatif aux dispositifs médicaux a été ajouté à la FDA en 1976, et les fabricants de sutures doivent depuis lors demander une approbation préalable à la mise sur le marché pour les nouvelles sutures. Les fabricants doivent se conformer à des bonnes pratiques de fabrication spécifiques et garantir que leurs produits sont sûrs et efficaces. Les brevets pour les nouveaux matériaux de suture sont accordés pour 14 ans.
Matières premières
Les sutures naturelles sont faites de catgut ou de collagène reconstitué, ou de coton, de soie ou de lin. Les sutures synthétiques résorbables peuvent être constituées d'acide polyglycolique, un copolymère glycolide-lactide; ou la polydioxanone, un copolymère de glycolide et de carbonate de triméthylène. Ces différents polymères sont commercialisés sous des noms commerciaux spécifiques. Les sutures synthétiques non résorbables peuvent être en polypropylène, polyester, polyéthylène téréphtalate, polybutylène téréphtalate, polyamide, différents nylons exclusifs ou Goretex. Certaines sutures sont également en acier inoxydable.
Les sutures sont souvent enduites, en particulier les sutures tressées ou torsadées. Ils peuvent également être teints pour les rendre faciles à voir pendant la chirurgie. Seuls les colorants et revêtements approuvés par la FDA peuvent être utilisés. Certains colorants autorisés sont :l'extrait de campêche, l'oxyde de chrome-cobalt-aluminium, le pyrogallol de citrate d'ammonium ferrique, le D&C Blue No. 9, le D&C Blue No. 6, le D&C Green No. 5 et le D&C Green No. 6. Les revêtements utilisés dépendent de si la suture est résorbable ou non résorbable. Les revêtements résorbables comprennent le Poloxamer 188 et le stéarate de calcium avec un copolymère glycolide-lactide. Les sutures non résorbables peuvent être recouvertes de cire, de silicone, de fluorocarbure ou d'adipate de polytétraméthylène.
Les aiguilles de suture sont en acier inoxydable ou en acier au carbone. Les aiguilles peuvent être nickelées ou galvanisées. Le matériel d'emballage comprend du papier d'aluminium résistant à l'eau, comme du papier d'aluminium, ainsi que du carton et du plastique.
Conception
Les sutures sont conçues pour répondre à de nombreux besoins différents. Les sutures pour la chirurgie abdominale, par exemple, sont différentes des sutures utilisées pour la chirurgie de la cataracte. Étant donné qu'aucun type de suture n'est idéal pour chaque opération, les chirurgiens et les concepteurs médicaux ont mis au point des sutures de qualités variables. L'un peut être plus absorbable mais moins flexible, tandis qu'un autre est extrêmement solide mais peut-être un peu difficile à nouer. Cela donne aux chirurgiens de nombreuses options. Les concepteurs d'une nouvelle suture doivent prendre en compte de nombreux facteurs. La vitesse à laquelle la suture se dégrade est importante, non seulement le long de la suture mais au niveau du nœud. Certaines sutures doivent être élastiques, afin qu'elles s'étirent et ne se cassent pas. D'autres doivent tenir bon. Les fabricants de sutures utilisent des machines spécialement conçues pour tester et étudier les sutures. Les nouvelles conceptions de suture sont également testées en les soumettant à des tests chimiques, tels que les tremper dans diverses solutions et les tests sur les animaux.
Le processus de fabrication
La fabrication de sutures à usage chirurgical n'est pas très différente de la production 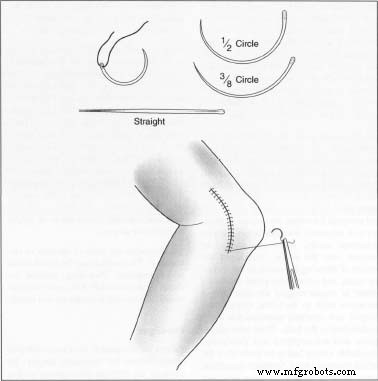 Un exemple d'une personne suturée. d'autres textiles synthétiques. La matière première est polymérisée et le polymère extrudé en fibre. La fibre est étirée et tressée sur des machines similaires à celles que l'on peut trouver dans une usine produisant du fil de polyester pour l'industrie du vêtement. Le processus de fabrication se déroule généralement sur trois sites :une usine produit le textile de suture, une autre produit les aiguilles et une troisième usine appelée usine de finition attache les aiguilles aux sutures, les emballe et les stérilise.
Un exemple d'une personne suturée. d'autres textiles synthétiques. La matière première est polymérisée et le polymère extrudé en fibre. La fibre est étirée et tressée sur des machines similaires à celles que l'on peut trouver dans une usine produisant du fil de polyester pour l'industrie du vêtement. Le processus de fabrication se déroule généralement sur trois sites :une usine produit le textile de suture, une autre produit les aiguilles et une troisième usine appelée usine de finition attache les aiguilles aux sutures, les emballe et les stérilise.
- La première étape de la fabrication de sutures consiste à produire le polymère brut. Les travailleurs mesurent les produits chimiques qui composent le polymère dans un réacteur chimique. Dans le réacteur, les produits chimiques sont combinés (polymérisés), forcés à travers une filière et déchargés sous forme de minuscules pastilles.
- Les ouvriers suivants vident les granulés dans une machine d'extrusion. L'extrudeuse a une buse, ressemblant à une pomme de douche, percée de nombreux petits trous. La machine fait fondre le polymère et le liquide s'écoule à travers les minuscules trous, formant de nombreux filaments individuels.
- Après extrusion, les filaments sont étirés entre deux rouleaux. Les filaments s'étirent jusqu'à cinq fois leur longueur d'origine.
- Certaines sutures sont réalisées sous forme de monofilaments. D'autres sont tressés ou torsadés. Pour tresser la suture, le monofilament extrudé est enroulé sur des bobines et les bobines sont chargées sur une machine à tresser automatique. Une telle machine est typiquement d'une conception ancienne qui pourrait également être utilisée dans la fabrication de textiles pour tissus. Le nombre de filaments tressés ensemble dépend de la largeur de la suture réalisée pour le lot particulier. Une suture très fine peut tresser 20 filaments, une largeur moyenne des centaines et une suture très épaisse peut tresser des milliers de filaments. La machine à tresser produit un brin continu de matériau tressé. Il fonctionne très lentement et la machine est généralement configurée pour fonctionner jusqu'à quatre semaines à la fois. Le processus est presque entièrement automatique. Les travailleurs de l'usine inspectent l'équipement pour détecter les pannes et rechargent les bobines vides, mais généralement, le processus nécessite peu de main-d'œuvre.
- Après le tressage, la suture subit plusieurs étapes de traitement secondaire. Les sutures non tressées passeront également par ces étapes après l'extrusion et l'étirement initial. Les ouvriers chargent le matériau sur une autre machine qui effectue une autre opération d'étirage et de pressage. Contrairement au premier étirement, cette étape peut ne prendre que quelques minutes et n'ajoute à la longueur du matériau que 20 % environ. La suture passe sur une plaque chauffante et tous les grumeaux, accrocs ou imperfections sont aplanis.
- Ensuite, les ouvriers passent la suture dans un four de recuit. Le four de recuit soumet la suture à une chaleur et une tension élevées, ce qui ordonne en fait la structure cristalline de la fibre polymère en une longue chaîne. Cette étape peut prendre plusieurs minutes ou plusieurs heures, selon le type de suture à réaliser.
- Après recuit, la suture peut être enduite. Le matériau de revêtement varie en fonction de la composition de la suture. La suture passe à travers un bain de matériau de revêtement, qui peut être en solution ou peut être dans un état pâteux épais appelé suspension.
- Toutes les principales étapes de fabrication à l'usine de transformation sont terminées à ce stade. Maintenant, les travailleurs de l'assurance qualité testent le lot de suture pour diverses qualités. Ces travailleurs s'assurent que la suture est conforme au diamètre, à la longueur et à la résistance appropriés, recherchent les défauts physiques et vérifient la dissolvabilité d'une suture résorbable dans des tests sur des animaux et des éprouvettes. Si le lot réussit tous les tests, il est expédié vers une usine de finition.
- Les aiguilles chirurgicales sont fabriquées dans une autre usine, et également expédiées à l'usine de finition. Les aiguilles sont faites de fil d'acier fin et percées dans le sens de la longueur. Les travailleurs de l'usine de finition ont coupé la suture en longueurs standard. La longueur de suture est insérée mécaniquement dans le creux de l'aiguille, et l'aiguille est sertie sur la fibre. Ce processus est appelé sertissage.
- Ensuite, la suture et l'aiguille attachée sont insérées dans un sachet en aluminium et stérilisées. La stérilisation diffère selon le matériel de suture. Certaines sutures sont stérilisées aux rayons gamma. Dans ce cas, les sutures sont complètement emballées. L'ensemble de l'emballage, généralement un emballage en aluminium scellé à l'intérieur d'une boîte en carton, est placé sur une bande transporteuse. L'emballage scellé passe sous des lentilles en forme de crayon émettant un rayonnement gamma. Cela tue tous les microbes. La suture est maintenant prête à être expédiée. Certains matériaux de suture ne peuvent pas résister aux rayonnements gamma et sont stérilisés selon un processus différent. La suture et les aiguilles sont emballées dans un emballage en aluminium, mais l'emballage est laissé ouvert. Les colis entrent dans une chambre à gaz, qui est ensuite remplie d'oxyde d'éthylène gazeux. Ensuite, les emballages en aluminium sont scellés, insérés dans des boîtes ou d'autres emballages et préparés pour l'expédition.
Contrôle qualité
Les sutures, en tant que dispositifs médicaux, sont soumises à un contrôle qualité strict. Toutes les matières premières qui arrivent à l'usine de fabrication sont testées pour s'assurer qu'elles sont ce qu'elles sont censées être. Chaque lot de sutures est testé après les principales étapes de fabrication pour une variété de caractéristiques physiques telles que le diamètre et la résistance. L'industrie de la suture a développé une gamme d'instruments sophistiqués pour tester des caractéristiques de suture spéciales telles que la sécurité des nœuds et la résistance des tissus. Des tests de diamètre, de longueur et de résistance de la suture sont également effectués à l'usine de finition. L'usine de finition doit également tester la qualité de l'attache de l'aiguille à la suture. Les directives pour le contrôle de la qualité des sutures sont établies par l'organisation indépendante United States Pharmacopeia.
Le futur
De nouvelles sutures sont développées en permanence, pour mieux répondre à des besoins chirurgicaux particuliers. Sans remplacer les sutures, les scientifiques ont également mis au point des méthodes alternatives de fermeture des plaies. La première agrafeuse chirurgicale a été inventée en 1908, mais la technologie des agrafeuses s'est considérablement développée dans les années 1990. Des machines précises sont capables de placer des agrafes résorbables, aussi fines que quatre cheveux humains, sous la couche supérieure de la peau pour sécuriser une incision avec un minimum de cicatrices. Un dispositif connexe, testé pour la première fois sur des patients aux États-Unis en 2000, est une fermeture éclair chirurgicale. Un chirurgien peut placer la fermeture éclair sur une incision droite et fermer la plaie, éliminant ainsi le besoin de suturer. Une fois la plaie cicatrisée, le patient peut laver la fermeture éclair sous la douche. Une autre méthode de fermeture chirurgicale encore en évolution est la colle chirurgicale. La colle chirurgicale est moins douloureuse que les sutures si une plaie doit être refermée sans anesthésie. La colle peut laisser moins de cicatrices dans certains cas et être plus facile à entretenir après l'opération.
Où en savoir plus
Livres
Mukherjee, D.P. "Sutures". Dans Polymères :Biomatériaux et applications médicales. New York :John Wiley &Sons, 1989.
Planck, H., M. Dauner et M. Renardy, éd. Textiles médicaux pour l'implantation. Berlin :Springer-Verlag, 1990.
Périodiques
"Dermabond 'Super Glue' reçoit des critiques mitigées." Horaires dermatologiques (Octobre 1999):1.
Mraz, Stephen J. "Des mâchoires de fourmis aux agrafes résorbables." Conception de machines (12 janvier 1995) :70 et suiv.
"Zip-it-y Doo Dah." Soins infirmiers (mai 2000) :62.
Angèle Woodward
Processus de fabrication
- Qu'est-ce que l'usinage VMC ?
- Guide du marquage laser sur aluminium
- Soudage MIG vs soudage TIG
- Guide du marquage laser
- Considérations pour l'usinage suisse à haute production
- Guide du prototypage CNC
- Comprendre le processus de fabrication d'arbres
- Électropolissage contre passivation
- Qu'est-ce que la passivation de l'acier inoxydable ?