


Qu'est-ce que l'aluminium anodisé ? Plus 5 questions courantes à ce sujet
Anodisation fait partie des opérations de post-traitement les plus courantes effectuées sur des pièces en aluminium. Il s'agit d'un processus électrochimique qui consiste à immerger une pièce en aluminium dans une série de réservoirs, convertissant la surface en aluminium en une finition durable et résistante à la corrosion.
Pour déterminer si l'anodisation est le bon choix pour une pièce spécifique, les concepteurs de produits doivent d'abord comprendre comment cela affecte la résistance, l'épaisseur, la couleur et la conductivité thermique de l'aluminium.
Cet article présente les réponses à cinq questions fréquemment posées sur l'aluminium anodisé. Si vous cherchez à implémenter l'anodisation dans votre produit usiné, cet article est pour vous !
1) Comment fonctionne l'anodisation ?
Le processus d'anodisation consiste à plonger et à traiter une pièce en aluminium propre dans un bain chimique d'électrolyte. Ce bain chimique est généralement composé d'acide sulfurique ou chromique (une solution électriquement conductrice).
Ensuite, un courant électrique continu est appliqué à ce bain chimique, créant une charge électrique positive sur la partie en aluminium et une charge négative dans les plaques d'électrolyte. La réaction électrochimique qui en résulte crée des pores à la surface de la pièce. Ces pores se lient aux ions O₂ chargés négativement dans l'électrolyte pour former une couche d'oxyde cellulaire (oxyde d'aluminium) sur le composant.
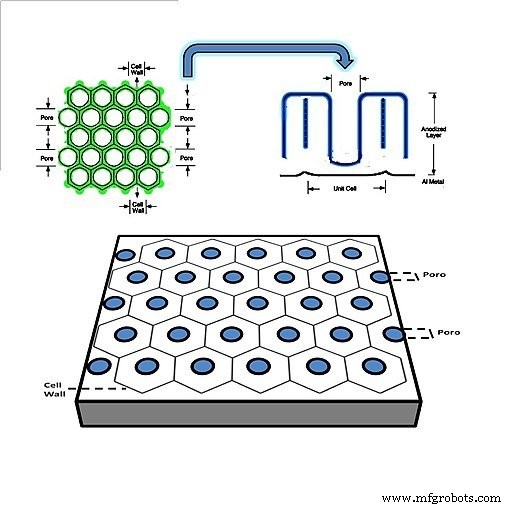
Source de l'image :Vicente Neto, CC BY 4.0, via Wikimedia Commons
Cette couche d'oxyde d'aluminium est plus durable et résistante à la corrosion que le substrat d'aluminium sous-jacent. Cependant, presque toutes les pièces en aluminium créent naturellement une couche d'oxyde d'aluminium lorsqu'elles sont exposées à l'atmosphère. Alors, qu'est-ce qui rend le processus d'anodisation unique, et pourquoi devriez-vous vous embêter à réaliser quelque chose qui se produit à peu près naturellement ?
2) Pourquoi anodiser des pièces en aluminium ?
Lorsque vous exposez une pièce en aluminium ordinaire à l'atmosphère, une couche d'oxyde d'aluminium se forme sur la surface de la pièce. Cependant, cette couche est généralement très fine et peut facilement s'user, en particulier lorsque vous la grattez ou que vous l'utilisez dans des zones où l'air est pollué.
Cependant, contrairement à l'aluminium ordinaire, une pièce en aluminium anodisé a son oxyde d'aluminium profondément dans le substrat en aluminium. Par exemple, les pores (et la couche d'oxyde cellulaire) formés lors de la réaction électrochimique peuvent atteindre jusqu'à 25 microns. En conséquence, vous auriez un composant en aluminium résistant à la corrosion, aux rayures et capable de résister à presque toutes les attaques chimiques.
3) L'anodisation rend-elle les pièces en aluminium plus solides ?

Testeur de dureté des matériaux
L'anodisation ne rend pas un composant en aluminium plus fort ou plus faible. Au lieu de cela, il augmente la dureté de l'aluminium, qui décrit la résistance du composant en aluminium à l'indentation, aux rayures ou à l'abrasion de la surface. Par exemple, un composant en aluminium anodisé peut être trois fois plus dur que l'alliage d'aluminium d'origine.
De plus, les pièces en aluminium anodisé sont généralement plus légères que d'autres métaux comme le cuivre et l'acier inoxydable. Cette caractéristique unique les rend idéales pour les applications aérospatiales qui nécessitent des métaux légers.
4) L'anodisation améliore-t-elle la conductivité thermique de l'aluminium ?
La conductivité thermique décrit la capacité d'un matériau à transférer ou à conduire la chaleur. Cette capacité augmente avec la quantité de flux de chaleur, l'épaisseur du matériau et la surface du matériau.
Étant donné que l'anodisation forme une couche d'oxyde supplémentaire à la surface d'un composant en aluminium, vous conviendrez qu'elle augmente l'épaisseur et la surface du composant. En conséquence, l'aluminium anodisé aura une meilleure conductivité thermique qu'un composant en aluminium non fini. Cela rend les pièces en aluminium anodisé idéales pour les applications de dissipateur de chaleur d'aujourd'hui que l'on trouve dans l'électronique et d'autres systèmes thermiques.
5) Quels sont les types d'anodisation ?

L'anodisation est généralement classée selon la norme MIL-A-8625 en trois types :
- Anodisation de type I
- Anodisation de type II
- Anodisation de type III
Le processus d'anodisation de type I , également appelée anodisation à l'acide chromique, utilise un bain chimique d'acide chromique pour créer des revêtements (ou couche d'oxyde) sur la surface de l'aluminium. Il produit un revêtement mince (jusqu'à 2,5 microns) et est idéal dans les applications où vous avez besoin d'une protection contre la corrosion et d'une adhérence de la peinture minimales.
Le processus d'anodisation de type II utilise un bain chimique d'acide sulfurique pour créer une couche d'oxyde sur le composant en aluminium. Ce type d'anodisation produit une couche d'oxyde aussi épaisse que 25 microns, ce qui les rend plus résistantes à la corrosion que les pièces en aluminium anodisé de type I. De plus, comme elles ont des couches d'oxyde (et des pores) plus épaisses, elles retiennent mieux les colorants et la coloration que les pièces anodisées de "Type I".
Le processus d'anodisation de type III , également appelée anodisation dure, produit des couches d'oxyde d'une épaisseur supérieure à 25 microns. Il utilise l'acide sulfurique comme bain chimique, comme l'anodisation de type II. Cependant, le courant électrique dans ce processus est amené à circuler pendant des périodes plus longues que dans l'anodisation de type II. Cela leur permet de produire des couches plus épaisses et les rend plus résistantes à la corrosion que les pièces anodisées de type I et de type II.
6) Le coût de l'anodisation de l'aluminium à la maison
Si vous cherchez un moyen de protéger vos produits en aluminium et d'économiser de l'argent, l'anodisation est un excellent choix. Ce processus est de loin supérieur à la peinture et peut être effectué chez vous pour une fraction du coût.
Le coût réel associé au processus variera en fonction de votre lieu de résidence et de la pièce que vous souhaitez anodiser. Plus la pièce est grande et plus le revêtement est dur, plus cela coûtera cher. Cependant, il est toujours moins cher et plus rapide de le faire à la maison.
Lors de l'anodisation de l'aluminium à grande échelle, la chose importante à garder à l'esprit est d'installer votre équipement dans un endroit bien ventilé. De plus, acheter vos articles en gros vous aidera à économiser de l'argent.
L'approvisionnement en acide sulfurique peut s'avérer difficile selon l'endroit où vous vivez, mais vous pouvez généralement le trouver dans les magasins de fournitures d'extincteurs ou dans les sociétés de fournitures scientifiques/chimiques. Cependant, l'achat d'acide sulfurique en vrac peut nécessiter une licence ou un permis, alors assurez-vous de vérifier d'abord auprès des autorités locales.
7) Matériaux nécessaires pour anodiser l'aluminium
La plupart des matériaux nécessaires pour anodiser l'aluminium sont basiques et faciles à trouver. Ils sont également relativement bon marché. Si vous souhaitez le faire régulièrement à la maison, vous pouvez installer votre propre station d'anodisation.
Voici les éléments dont vous aurez besoin :
- Eau distillée
- Réservoirs et conteneurs pour contenir les liquides pendant le processus
- Acide sulfurique
- Une cathode
- Neutralisant d'acide
- Dégraissant
- Fil d'aluminium ou fil de titane
- Lye
- Teinture (la couleur de votre choix)
- Une batterie (ou toute autre source d'alimentation)
Vous voudrez également trouver un endroit bien ventilé pour installer la station d'anodisation; assurez-vous de porter des lunettes, des gants et un respirateur.
En plus des articles que nous avons énumérés, vous voudrez également acheter quelques articles optionnels, ce qui facilitera le travail, à notre avis et selon notre expérience. Ceux-ci incluent :
- Des balles de ping-pong (vous pouvez les mettre dans le réservoir pour éviter l'accumulation de brouillard acide)
- Un agitateur
- Bouilloire bon marché pour la teinture
- Un thermomètre de cuisine pour vérifier les températures
8) Anodisation de l'aluminium – Les étapes de base
Une fois que vous avez rassemblé tout ce que nous avons répertorié ci-dessus, il vous suffit de suivre les étapes ci-dessous.
1 - Utilisez de la laine d'acier ou même un tampon à vaisselle légèrement abrasif pour frotter la surface de l'aluminium que vous vous apprêtez à anodiser. Cela aidera à éliminer toutes les marques d'usinage du métal.
2 – L'étape suivante consiste à mettre tous vos équipements de sécurité, c'est-à-dire gants, lunettes, etc.
3- Nettoyer la pièce à l'aide d'un dégraissant puis la laver à l'eau distillée.
4 – Préparez la lessive, généralement 10 à 20 %. Ajouter environ quatre cuillères à soupe de lessive à un gallon d'eau. Mélangez cette solution avec de l'eau distillée pure et placez-y les pièces. Portez des gants en caoutchouc et attendez quelques minutes pendant que la solution pénètre dans l'aluminium. Vous devriez voir des bulles monter pour indiquer que la surface de l'aluminium est récurée. Cela ne devrait pas prendre plus de 5 minutes.
5 – Retirez la pièce du bain de lessive et lavez-la avec de l'eau distillée. Assurez-vous que la pièce est propre. Si vous voyez que l'eau perle sur la surface, lavez-la plusieurs fois.
6 - Vous voulez ensuite crémailler la pièce en l'accrochant à du fil d'aluminium ou de titane. Il doit avoir une connexion solide et garder à l'esprit qu'il y aura une marque non anodisée là où le fil était en contact avec la pièce. Alors, choisissez judicieusement l'emplacement.
7– L'étape suivante consiste à créer un bain en versant de l'acide sulfurique dans de l'eau distillée. Pour ce faire, mélangez 1 partie d'acide avec trois parties d'eau distillée. Cependant, quelle que soit la température ambiante, il est essentiel de s'assurer que le bain est à 70 degrés Fahrenheit. Si elle dépasse cette température ou en dessous de 65 F, cela ruinera le processus et les résultats seront décevants.
8 – Vous ajouterez ensuite la cathode dans le réservoir, mais assurez-vous qu'elle ne touche pas la partie que vous souhaitez anodiser. Les pièces que vous souhaitez anodiser doivent être suspendues dans le réservoir, en veillant à ce qu'elles ne touchent rien. Vous ajoutez ensuite un petit radiateur et un thermomètre. La surface du bain peut également être recouverte de balles de ping-pong.
9 - Ne démarrez pas le processus tant que la température dans le bain n'est pas à 70 degrés.
10 – Ensuite, branchez votre alimentation et connectez-vous au pôle positif de la batterie ou de l'alimentation. Le négatif est ensuite relié à la cathode. C'est ici que vous devez faire attention car le bain commencera à émettre des fumées dangereuses.
11 - Vous voudrez régler l'ampérage en fonction de la surface que vous souhaitez anodiser. Si vous voulez une surface dure, réglez-la sur 0,03 ampères par pouce carré; si vous voulez quelque chose de plus doux, qui absorbera le colorant, réglez-le sur 0,02 ampères.
12 – Nous recommandons dans un premier temps de démarrer à 16 volts. Certaines calculatrices en ligne peuvent vous aider, mais à la maison, 16 volts, c'est plutôt bien. Cependant, l'important ici est de garder un œil sur la température dans le réservoir au fur et à mesure que le processus progresse. La température augmente souvent pendant le processus, vous ne pouvez donc pas le laisser seul.
13 – Une fois le processus d'anodisation lancé, vous pouvez commencer à chauffer les colorants. La plupart des couleurs fonctionneront bien à 140 ° F, mais vous voudrez peut-être refroidir certaines couleurs. Toutes les marques de peinture sont un peu différentes et mériteront quelques expérimentations.
14 – Vous préparez ensuite un réservoir d'eau distillée et l'autre avec un neutralisant d'acide.
15 - Une fois terminé, éteignez l'alimentation, retirez les pièces du réservoir, puis plongez-les dans de l'eau distillée pendant 15 secondes. Rincer ensuite dans le réservoir de neutralisant pendant environ 5 minutes. Vous voudrez faire un deuxième tour de rinçage dans le neutralisant pendant 5 minutes. Puis à nouveau avec de l'eau distillée avant de tremper les pièces dans la teinture. Les pièces absorberont instantanément la couleur, mais vous devrez les laisser poser environ 15 minutes, selon l'intensité que vous souhaitez.
16 – Une fois le processus de teinture terminé, vous devez faire bouillir les pièces pendant 15 minutes. Cela aidera à durcir le colorant, assurant un joint solide.
Finition anodisée en aluminium :Gensun peut vous aider
Maintenant que vous savez au moins quelque chose sur les finitions anodisées, vous conviendrez que les pièces en aluminium anodisé offrent plusieurs avantages par rapport aux pièces en aluminium ordinaires. Cependant, le processus d'anodisation n'est pas aussi simple qu'il n'y paraît :il nécessite des technologies et un savoir-faire particuliers.
Gensun Precision Machining est l'un des principaux fournisseurs de services de fabrication de haute qualité en Asie. Non seulement nous fabriquons des produits avec précision à l'aide de nos technologies d'usinage CNC de pointe, mais nous fournissons également une large gamme de services de finition de surface, y compris des finitions d'anodisation de l'aluminium.
En savoir plus sur nos services de finition de surface .
Remarque :Cet article a été initialement publié en avril 2021 et a été mis à jour en mai 2022
Technologie industrielle
- 6 questions courantes sur la découpe au laser
- Comment polir l'aluminium anodisé
- Qu'est-ce que l'usinage de l'aluminium ? - Outils et opérations
- Qu'est-ce qu'un test de qualité de soudure ? - 10 défauts de soudure courants
- Quel est l'alliage d'aluminium le plus courant pour l'usinage ?
- Qu'est-ce que l'anodisation à l'or ?
- Idées fausses courantes sur le moulage de précision
- Foire aux questions sur le moulage au sable
- Qu'est-ce que le tournage CNC ? Plus 3 choses que vous devez savoir à ce sujet