


Comment vous pouvez résoudre les problèmes coûteux de contrôle des copeaux de l'aluminium
Les alliages d'aluminium sont un jeu d'enfant pour les machinistes par rapport aux métaux tels que les superalliages, mais ils présentent un inconvénient majeur :des problèmes de contrôle des copeaux potentiellement coûteux lors des opérations de tournage utilisant des équipements moins puissants.
Les alliages d'aluminium obtiennent un score d'environ 400 sur le tableau d'usinabilité de l'American Iron and Steel Institute, un niveau qui dépasse tous les métaux sauf le laiton et le magnésium. À titre de comparaison, l'acier étiré à froid B1112 est de 100, l'acier inoxydable 316 est de 45 et certains superalliages à base de nickel ont des taches dans les adolescents bas.
L'aluminium fonctionne si bien, en fait, que de nombreux éditeurs de tableaux d'usinabilité ne prennent même pas la peine de le répertorier. L'enlèvement de matière avec le métal n'est souvent limité que par la puissance de broche disponible et la force de serrage de la pièce. La durée de vie de l'outil est rarement un problème.
En savoir plus : Comment optimiser l'usinage de l'aluminiumLes vrais alliages d'aluminium à haute teneur en silicium sont abrasifs et certains des plus tendres utilisés pour fabriquer des extrusions sont assez gommeux, mais les outils de coupe en diamant polycristallin (PCD), les revêtements en carbone de type diamant (DLC) et l'eau correctement mélangée -les fluides de coupe solubles n'en font qu'une bouchée.
« Si vous avez un tour de 60 chevaux avec 36 pouces de rotation et 200 pouces entre pointes, il vous suffit de saisir presque n'importe quelle plaquette à portée de main et de labourer », déclare Keith Brake, spécialiste du tournage pour la région ouest/centre des États-Unis chez Sandvik Coromant Inc. à Mebane, Caroline du Nord.
"Appuyez assez fort et vous pouvez généralement générer un bon jeton", ajoute-t-il.
Au moins avec cette configuration idéale.
La réalité, cependant, est qu'il y a peu de machines de ce type en service aujourd'hui, "les ateliers doivent donc trouver des solutions d'outils de coupe pour leurs machines de faible puissance qui enlèvent le matériau proprement, de manière prévisible et produisent des pièces de haute qualité", déclare Brake.
Risquer un "gâchis grossier"
Les solutions de contournement sont devenues particulièrement importantes récemment, car de plus en plus d'ateliers se tournent vers l'automatisation, où un contrôle cohérent des copeaux est impératif. La clé est de trouver une géométrie de plaquette qui correspond à votre machine-outil et à votre configuration, explique Brake.
Sans cela, les opérateurs de tour doivent faire face à de longues liasses de copeaux filandreuses enroulées autour de tout. L'utilisation de la mauvaise plaquette, des avances et des vitesses incorrectes, ou une profondeur de coupe trop grande ou trop petite pour le brise-copeaux de la plaquette (en supposant qu'il en a un) peut obliger les opérateurs à se précipiter pour l'arrêt d'urgence lorsque le contenu du bac à copeaux est balayé. et autour du mandrin rotatif, créant un gâchis qui arrête la production et met très probablement au rebut une pièce coûteuse.
Bien que les résultats d'un contrôle inadéquat des copeaux ne soient pas toujours aussi dramatiques, ils réduisent la productivité en ralentissant et même en interrompant le flux de travail. Dans le pire des cas, ils peuvent s'avérer dangereux.
Heureusement, Sandvik Coromant et d'autres peuvent proposer des solutions.
Tournage CNC en aluminium
"Lors du tournage de l'aluminium, le premier choix est généralement une plaquette rectifiée non revêtue avec une géométrie positive et une ligne d'arête vive pour aider à contrôler les copeaux et lutter contre l'accumulation", explique Brake. « Cependant, si une plaquette et une géométrie faisaient tout parfaitement, nous n'aurions pas besoin de fabriquer autant d'outils de coupe différents, c'est pourquoi nous avons à la fois des nuances revêtues et non revêtues pour l'aluminium ainsi qu'une myriade de formes et de styles de brise-copeaux. Nous avons également connu un certain succès avec notre ligne Prime Turning, à condition que vous appliquiez les paramètres de virage corrects. »
De nombreuses nuances et géométries "up sharp" sont disponibles pour améliorer le mauvais contrôle des copeaux, explique Todd Rucker, responsable de l'ingénierie du centre technique pour la division Indexable Tools chez Kyocera Precision Tools Inc. à Hendersonville, en Caroline du Nord, une entreprise qui possède également une impressionnante usine de tournage de l'aluminium. portefeuille.
Un, cependant, pourrait surprendre tout machiniste qui a du mal à contrôler les copeaux lors des coupes de finition.
« Nous avons récemment ajouté ce que nous appelons l'AP à notre gamme d'inserts positifs », dit-il. « Il est conçu pour des profondeurs de coupe extrêmement faibles où il est presque impossible d'obtenir un bon contrôle des copeaux. L'AP est doté d'un brise-copeaux moulé avec des alvéoles très proches de l'arête de coupe. Celles-ci ne cassent pas réellement le copeau, mais l'enroulent plutôt en une belle spirale serrée qui s'éloigne de la zone de coupe. »
Développer Développer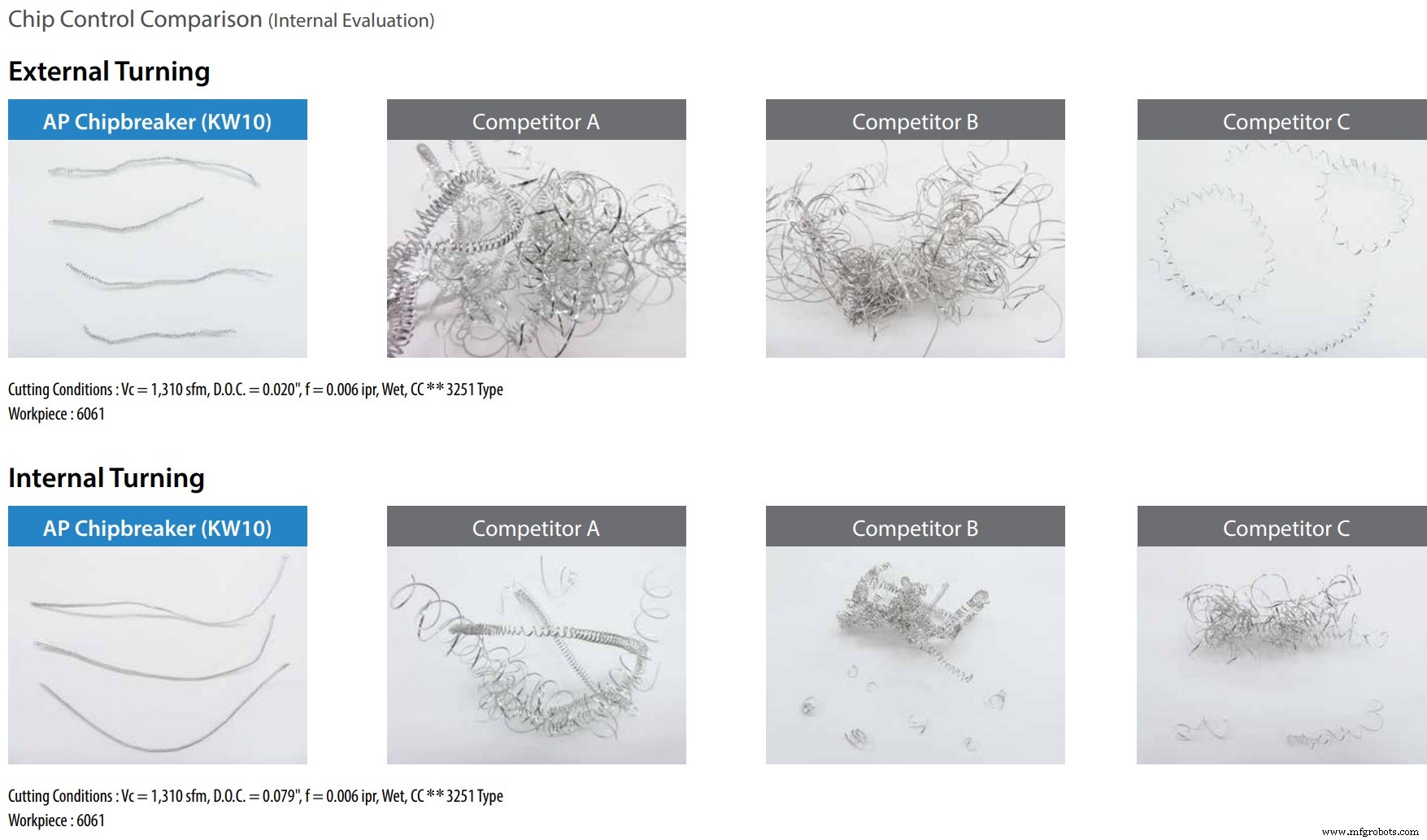 Image reproduite avec l'aimable autorisation de Kyocera Precision Tools
Image reproduite avec l'aimable autorisation de Kyocera Precision Tools Composer les bons paramètres
Les deux experts recommandent ce à quoi Brake a fait allusion plus tôt :utiliser les paramètres corrects.
"Les vitesses et les avances sont toujours très importantes lors du tournage de l'aluminium", déclare Rucker. "Si vous courez trop vite, le matériau chauffe et devient plus souple, ce qui rend plus difficile la rupture de la puce. Courez trop lentement et vous obtiendrez une accumulation de bords, ce qui interfère avec une action de coupe efficace. C'est pourquoi les ateliers doivent toujours sélectionner des plaquettes conçues pour la profondeur de coupe prévue, puis suivre les recommandations du fabricant pour celles-ci. »
Une autre recommandation n'a rien à voir avec la marque ou le type d'outil monté dans la tourelle :liquide de refroidissement haute pression, ou HPC.
Ces fabricants d'outils de coupe et d'autres ont développé des porte-outils avec des canaux internes qui dirigent précisément les fluides de coupe vers la zone de travail; lorsqu'ils sont appliqués à la plage de 1000 psi (70 bars), les copeaux d'aluminium filandreux n'ont aucune chance.
"Le HPC à lui seul prolonge la durée de vie de l'outil, réduit les arêtes rapportées et améliore la fiabilité, peu importe ce que vous coupez", déclare Brake. "Et lorsqu'il est utilisé avec une géométrie de plaquette et un porte-outil spécialement conçus pour le HPC, il permet aux opérations de tournage d'atteindre le plus haut niveau de productivité possible."
Technologie industrielle
- Comment trois problèmes d'entrepôt peuvent être résolus grâce à l'automatisation
- Problèmes de personnes :comment gérez-vous ?
- Comment polir l'aluminium anodisé
- Comment souder l'aluminium - Un guide complet
- Comment braser l'aluminium - Un guide technique
- Apprenez à souder le laiton naval
- Que savez-vous du boîtier en aluminium CNC ?
- Comment l'ajustement du PDP peut vous faire économiser de l'argent
- Comment renforcer l'hydraulique ?