


Soudage de tôles :méthodes et conseils courants pour le soudage

Après avoir coupé des pièces métalliques aux dimensions souhaitées, il est nécessaire de les assembler en fonction de la forme et des spécifications souhaitées. Par conséquent, le soudage de tôles est un aspect important de la fabrication de métaux.
Il existe différentes techniques de soudage de tôles, mais savez-vous laquelle est la plus adaptée à vos applications industrielles ?
Cet article fournit une vue détaillée des différentes méthodes utilisées dans le soudage de tôles, y compris leurs avantages et leurs applications. Il fournit également des conseils essentiels à prendre en compte lors du soudage de tôles minces pour obtenir les meilleurs résultats.
6 méthodes de Soudage de tôles
Examinons maintenant en détail certaines méthodes de fusion de tôles.
1. Soudage MIG
Soudage au gaz inerte (MIG), également connu sous le nom de soudage à l'arc au gaz. Il s'agit d'introduire un fil-électrode solide continu dans le bain de fusion à l'aide d'un pistolet de soudage. Le fil fondu dans la piscine provoque l'assemblage des pièces métalliques. Le gaz de protection dans le pistolet de soudage empêche la contamination atmosphérique du bain de fusion.

Le soudage MIG crée des soudures de qualité supérieure et convient à la plupart des tôles, telles que l'aluminium, l'acier et l'acier inoxydable.
Cette méthode de soudage est la technique de référence dans l'industrie automobile et de l'amélioration de l'habitat. De plus, c'est une technique rentable, car elle ne nécessite aucune machine sophistiquée.
Soudage TIG
Le gaz inerte au tungstène (TIG) est un soudage à l'arc qui consiste à utiliser une électrode de tungstène non consommable sous courant continu ou alternatif pour produire sa soudure. Comme le soudage MIG, il utilise un gaz de protection inerte - argon ou hélium pour empêcher les contaminants atmosphériques et l'oxydation de l'électrode et de la flaque.

Le soudage TIG convient au soudage de métaux non ferreux comme l'aluminium, le titane, le cuivre, le nickel, le magnésium, le chrome, etc. C'est une technique précieuse pour les industries aéronautique et aérospatiale. En outre, il est idéal pour fabriquer des cadres de motos, des portes et des mangeoires.
Cette méthode de soudage offre au soudeur un meilleur contrôle menant à une soudure nette et solide. Cependant, cela peut prendre du temps et nécessite une expertise de la part du soudeur.
[Pour en savoir plus :Un guide pour choisir entre le soudage Mig et le soudage Tig]
Soudage à la baguette
Le soudage à la baguette est appelé soudage à l'arc sous protection. Il s'agit d'un processus de soudage à l'arc manuel qui utilise un bâton recouvert de flux comme électrode. Un courant électrique provenant de l'alimentation de soudage forme un arc entre les pièces joignant les métaux et l'électrode. Il convient aux métaux durs comme le fer et l'acier.
Le procédé n'utilise aucun gaz de protection. Lorsque la chaleur est générée, elle désintègre le flux recouvrant l'électrode, formant un laitier qui protège le bain de soudure de la contamination.

Cette technique de soudage est peut-être la plus pratique, car son équipement est compact et portable - facile à transporter. C'est une technique courante dans les industries de la construction, de la construction navale et de la fabrication d'acier.
Soudage à l'arc plasma
Le soudage à l'arc plasma est similaire au soudage TIG en ce sens qu'il utilise une électrode de tungstène. Cependant, il utilise un petit arc et permet de placer l'électrode sur le corps de la torche de soudage. Le gaz sous pression forme un plasma chaud, qui fait fondre les métaux ensemble pour créer des soudures solides.

Cette technique de soudage nécessite une faible puissance et fonctionne à grande vitesse. De plus, il produit des soudures précises, ce qui le rend largement accepté dans les industries aéronautique et maritime.
Comme le soudage TIG, le soudage à l'arc plasma ne nécessite pas de matériaux d'apport. De plus, il produit des soudures de haute qualité nécessitant moins de finition.
Soudage par faisceau d'électrons et laser
Comme son nom l'indique, le soudage au laser et au faisceau d'électrons utilise des lasers et des faisceaux d'électrons comme source de chaleur pour fusionner et assembler des pièces métalliques. Contrairement à la plupart des autres méthodes, cette technique de soudage nécessite une machine sophistiquée ou des robots automatisés.
Il s'agit d'une technique de soudage de haute précision, ce qui la rend adaptée aux opérations avec des détails complexes. Les faisceaux laser peuvent se concentrer sur la plus petite des substances pour un soudage d'une précision extrême.
De plus, il convient au soudage de métaux durs comme l'acier au carbone, le titane, l'acier inoxydable et l'aluminium. La technique convient également aux thermoplastiques. La méthode donne des produits d'un grand attrait esthétique, réduisant les besoins de post-production.
Soudage au gaz

Le soudage au gaz est l'une des formes traditionnelles de soudage par la chaleur. Il s'agit d'utiliser la chaleur générée par la combustion de carburant (essence), d'oxygène ou d'oxyacétylène pour assembler des pièces de métal. La combustion de ces combustibles produit des flammes très chaudes qui font fondre les surfaces métalliques lors de l'assemblage.
La technique reste l'une des méthodes de soudage les plus utilisées dans les industries. Il a un large champ d'application, adapté aux métaux ferreux et non ferreux. En outre, il est efficace et efficient pour le soudage de tuyaux et de tubes, les réparations de systèmes de ventilation et de climatisation, etc.
Contrairement à de nombreuses autres techniques de soudage, il ne nécessite pas d'électricité. De plus, il est portable, très économique et ne nécessite pas les services de spécialistes.
Vous n'êtes pas sûr d'assembler vos pièces de tôlerie en utilisant la technique de soudage ou de rivetage ? Si oui, nous avons un guide sur la façon de choisir entre le soudage et le rivetage.
Tenez compte de la surface lors du choix Soudage de tôles Méthodes
Vous trouverez ci-dessous les surfaces que vous pouvez rencontrer lors du soudage de tôles et les meilleures méthodes pour les utiliser.
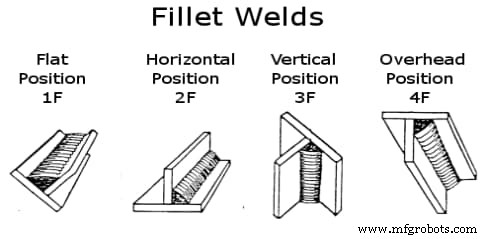
Surface plane
Le soudage d'une surface plane est appelé soudage à plat. Le soudeur s'approche de cette surface depuis le côté supérieur du joint, permettant à la gravité d'aider le flux de fusion.
Pour obtenir une bonne soudure sur une surface plane, le soudeur doit positionner l'angle de la pointe à 45 degrés par rapport à la surface métallique, en dirigeant soigneusement la flamme vers le point de jonction.
Les méthodes de soudage MIG et TIG sont les mieux adaptées aux surfaces planes. L'alimentation en fil et les flux de gaz fonctionnent parfaitement dans une configuration plate.
Surface horizontale
Dans une configuration horizontale, les tôles apparaissent horizontales pour le soudeur. Cependant, il peut exister sous deux formes.
- Soudure d'angle :la soudure a lieu sur l'extrémité supérieure d'une surface horizontale contre une surface verticale. La zone de joint semble être la jonction de deux pièces de métal perpendiculaires l'une à l'autre en forme de "L".
- Groove Weld :la surface de soudure se trouve dans un plan vertical. Les deux pièces métalliques à assembler sont sur le même plan.
Le soudage à la baguette est le mieux adapté pour travailler sur une surface horizontale où il est difficile d'obtenir l'équilibre parfait entre le soudage TIG et MIG.
Surface verticale
La position verticale de l'arbre de soudage est essentiellement une surface verticale face au soudeur. Le métal en fusion a tendance à couler vers le bas et à s'accumuler lors du soudage. Par conséquent, le soudeur doit contrôler le flux de métal. Cela implique de pointer le pistolet de soudage à un angle de 45 degrés par rapport à la plaque et de maintenir l'électrode entre la flamme et le bain de soudure.
La meilleure méthode pour les surfaces verticales est le soudage à la baguette. Souvent, les soudeurs essaient simplement d'ajuster l'axe de soudure pour qu'il apparaisse plat ou horizontal pour une meilleure commodité.
Surface aérienne
Le soudage des matériaux sur les surfaces aériennes est le plus difficile. Comme son nom l'indique, il s'agit de souder une pièce placée au-dessus de votre tête. Le métal en fusion a tendance à tomber lorsque vous essayez de souder.
Pour faciliter la difficulté du soudage au-dessus de la tête, minimisez le bain de fusion. Assurez-vous également d'utiliser suffisamment de matériau de remplissage pour avoir une bonne soudure.
Le soudage à la baguette est la méthode la plus appropriée pour cette configuration. Le soudage des surfaces en hauteur est relativement rare dans les installations de fabrication de tôles sur mesure.
8 conseils pour souder des tôles
Lors du mariage de tôles, l'objectif est de s'assurer que les pièces soudées conservent des propriétés mécaniques suffisantes pour l'application. Vous trouverez ci-dessous des conseils à garder à l'esprit lorsque vous effectuez des soudures.
1. Sélectionnez les métaux d'apport
Il est indispensable d'utiliser un métal d'apport adapté aux caractéristiques mécaniques de votre fabrication. Le mastic doit être plus fin que la tôle. Par exemple, lors du soudage d'un métal mince de 1 mm, une charge de 0,6 mm est le meilleur choix.
Plus le fil est fin, moins il faut de chaleur pour le faire fondre. Par conséquent, moins de risques d'accumulation excessive de chaleur et plus de chances d'obtenir les meilleurs résultats de votre soudure.
De plus, faire le bon choix de métal d'apport réduira les risques de rouille, de fissuration et d'autres défauts possibles.
2. Utilisez la technique de soudage par sauts
La technique de soudage par saut consiste à utiliser une série de points de soudure ou de soudures courtes à des points critiques pour maintenir la tôle mince en place. Après l'avoir laissé refroidir pendant quelques minutes, le soudeur peut continuer à souder les endroits précédemment ignorés.
Le soudage par saut permet d'éviter la déformation et le gauchissement du métal, souvent causés par une répartition inégale de la chaleur.
De plus, lors du soudage, évitez de tisser le chalumeau de soudage ; cela aussi peut provoquer une chaleur excessive. Au lieu de cela, déplacez rapidement la torche le long d'une trajectoire rectiligne.
3. Utiliser la technique de soudage par points
Le soudage par points est une autre excellente technique pour réduire le risque d'accumulation excessive de chaleur et de brûlure.
Les points de soudure sont des soudures mineures et temporaires utilisées pour maintenir les pièces métalliques ensemble jusqu'au soudage final. Pour éviter de brûler des trous, maintenez les pièces métalliques étroitement aboutées avec un espace de 1 mm entre elles. Ensuite, créez de petites soudures par points jusqu'à ce que le joint soit entièrement recouvert.
4. Utiliser un petit diamètre de fil
Lors du soudage avec un fil-électrode solide, comme dans le soudage MIG, veillez à utiliser des fils du plus petit diamètre disponible. Les petits fils donnent au soudeur un meilleur contrôle et une plus grande chance de corriger une erreur car ils produisent moins de dépôts.
De plus, plus le fil est petit, moins il faut de chaleur pour fondre. Par conséquent, il y a moins de problèmes de chaleur excessive.
Généralement, lorsque vous travaillez avec de la tôle de faible épaisseur, 0,023 ou 0,024 pouce est recommandé. Cependant, un fil de 0,030 pouce peut être idéal pour souder 18 métaux de garage ou plus épais.
5. Utiliser une petite électrode
Assurez-vous d'utiliser une tige moins épaisse que votre métal. Utilisez des électrodes inférieures à ⅛ de pouce. Une électrode plus petite fonctionnera parfaitement à une chaleur et à des courants inférieurs, réduisant ainsi la combustion et vous permettant de broyer votre électrode sur une petite zone pour exécuter un arc serré.
6. Fixer une barre d'appui
Le serrage d'une barre d'appui sur le métal de travail permet une dissipation thermique plus rapide que d'attendre simplement pour refroidir. La barre de support évacue la chaleur du métal, réduisant ainsi le risque de déformation ou de brûlure.
Les barres métalliques sont généralement en cuivre ou en aluminium car elles dissipent mieux la chaleur en raison de leur conductivité thermique élevée. Assurez-vous que la barre d'appui est fermement fixée à la pièce pour un transfert de chaleur adéquat.
7. Utilisez un gaz de protection à haute teneur en argon
Lors du soudage, utilisez un gaz de protection avec un pourcentage élevé d'argon. Un exemple de tel est le combo typique d'argon et de dioxyde de carbone dans le rapport de 75 à 25, respectivement.
Un gaz de protection à haute teneur en argon est préférable car l'argon émet moins de chaleur. Lors du soudage TIG ou MIG d'aluminium métallique, vous devrez peut-être utiliser de l'argon pur comme gaz de protection.
8. Aménagement et conception conjointe
Le soudage de tôles minces peut être délicat. Cela nécessite un aménagement serré et ferme, car il y a peu de marge d'erreur. Assurez-vous que les espaces entre les deux métaux de jonction sont minimes pour éviter les brûlures car les trous peuvent absorber de la chaleur.
En règle générale, les soudeurs doivent mesurer deux fois et couper une fois. Dans certains cas, vous devrez peut-être reconcevoir les joints pour qu'ils aient une plus grande résistance à la chaleur.
Joint bout à bout
Un joint bout à bout fait référence à deux pièces métalliques placées côte à côte pour le soudage.
La surface de contact est la zone qui fond pendant le soudage. Il est crucial d'effectuer une préparation des bords sur la surface pour augmenter la résistance de la soudure. Le soudeur peut avoir besoin de plier l'un des côtés pour leur permettre de bien s'emboîter l'un dans l'autre pour une soudure solide.
La soudure bout à bout est relativement facile à préparer et résiste mieux aux contraintes que les autres joints de soudure. C'est pourquoi il s'agit du joint de soudure le plus courant dans la fabrication de structures. Cependant, il existe d'autres types de joints de soudure.
Joint de recouvrement
Les joints à recouvrement sont une modification typique des joints bout à bout. Ce sont les joints incontournables pour souder des tôles d'épaisseurs variables.
Dans le joint à recouvrement, les deux pièces de métal se rejoignent dans un chevauchement - l'une placée sur l'autre. Le principal défaut du joint à recouvrement est que la jonction des deux métaux est sujette à la rouille.
Joint en T
Comme son nom l'indique, le joint en T se produit là où deux pièces de métal se croisent perpendiculairement, formant un angle droit en forme de «T». Ils sont considérés comme une forme de soudure d'angle.
Lors de l'utilisation de ce joint, assurez-vous d'une pénétration adéquate dans le toit soudé. Vous devrez peut-être également ajouter un bouchon pour réduire les restrictions articulaires souvent rencontrées au point de connexion. Le joint en T est courant dans les structures avec des systèmes de tuyauterie et de tubes.
Joint d'angle
Les joints d'angle sont quelque peu similaires au joint en T en ce sens qu'ils forment tous deux un angle perpendiculaire. Cependant, les métaux d'assemblage sont dans des orientations différentes. Dans les joints d'angle, les métaux se rejoignent au coin, créant un seul angle droit en forme de «L». Les joints d'angle sont des pièces de fabrication standard, en particulier des cadres et des boîtes.
Joint de bord
Dans les joints de bord, les tôles sont placées côte à côte et soudées sur le même bord. Il se produit dans une pièce avec des bords bordés. Le soudeur peut avoir besoin de plier le bord de l'une ou l'autre des pièces métalliques à des angles appropriés pour leur permettre de bien s'emboîter dans l'autre afin de produire une soudure ferme.
RapidDirect :votre service personnalisé Soudage de tôles Partenaire
Avez-vous besoin d'opérations de soudage de premier ordre pour la fabrication de tôles sur mesure ? Ou vous ne savez pas comment souder des tôles pour vos besoins de fabrication ? RapidDirect est exactement ce dont vous avez besoin. Nous offrons certains des meilleurs services dans les industries allant du soudage à la découpe laser et autres technologies connexes.
RapidDirect fournit des services de tôlerie exceptionnels et professionnels. Nous vous demandons simplement de télécharger vos fichiers de conception. Vous obtenez gratuitement un rapport d'analyse DfM sur la fabrication de vos pièces de tôlerie. Quoi de plus? Nous garantissons une haute qualité à des prix compétitifs et des délais de livraison rapides.
FAQ
Quel soudage convient aux métaux fins ?Le soudage TIG est le plus approprié pour le soudage de tôles minces. Le processus de soudage TIG est très précis et ne s'écarte pas de l'endroit où il devrait concentrer le soudage. Par conséquent, vous avez une finition lisse et délicate pour les pièces soudées.
Puis-je utiliser le courant alternatif ou le courant continu pour souder l'aluminium au MIG ?Le soudage MIG à courant alternatif et continu convient à l'aluminium. Cependant, le soudage à courant continu, qui est la forme typique du soudage MIG, est beaucoup plus rapide car il ne nécessite pas de machines avec des spécifications AC et DC.
Quelle est la tôle la plus fine pouvant être soudée ?Le soudage de métaux très fins nécessite des experts capables de contrôler de manière optimale la chaleur appliquée au métal. Avec un bon contrôle de la chaleur, il est possible de souder des tôles d'une épaisseur aussi faible que 0,8 mm avec le soudage MIG. De plus, TIG vous permet de souder jusqu'à 0,6 mm d'épaisseur ou même moins.
Technologie industrielle
- Conseils et astuces pour le soudage de l'Inconel
- 5 conseils pour la conception de tôlerie
- Un bref aperçu :Conseils de soudage économiques pour votre prochain projet de soudage
- Conception de tôlerie :trucs et astuces
- 20 outils et équipements de soudage de base pour les débutants
- Utilisation de tôle perforée pour la ventilation
- Charnières pour vos armoires en tôle
- Différentes méthodes de finition des surfaces métalliques
- Conseils de conception pour le pliage de tôle