Warping dans l'impression 3D - Comment y remédier !
Lorsque l'on commence à imprimer en 3d, notamment lorsque l'on achète une imprimante entièrement assemblée, les premières pièces peuvent s'imprimer sans problème, nous donnant le sentiment de maîtriser notre machine. En général, nous commençons notre expérience avec de petits objets qui ne causent pas de désagréments majeurs. Cependant, tôt ou tard, nous voudrons élargir l'horizon et c'est là que les problèmes commencent. L'une des erreurs les plus courantes est le gauchissement, qui se manifeste en soulevant l'objet imprimé dans un ou plusieurs coins, provoquant dans certains cas qu'il se détache complètement du lit chaud et que tout le travail soit ruiné.
Les causes sont variées et dépendent dans de nombreux cas du calibrage de notre imprimante, du matériau à partir duquel le filament est fabriqué et de la géométrie de l'objet à imprimer. Le réglage fin de toutes les variables nous permettra de surmonter cet obstacle et d'obtenir des pièces de haute qualité.
Alors, comment éviter le warping ?
Premièrement, identifier ses causes. Ensuite, appliquer la meilleure solution pour chaque cas particulier. En règle générale, le calibrage correct du lit chauffant est essentiel, c'est pourquoi nous le signalerons avant de continuer.
Pourquoi le gauchissement se produit-il ?

Le gauchissement se produit en raison des variations de taille qui se produisent dans tous les matériaux en fonction de la température . Lorsqu'il est chauffé, le filament augmente son volume, c'est-à-dire qu'il se dilate et occupe plus d'espace. En refroidissant, ce processus s'inverse et le plastique rétrécit. Dans les objets longs, où il y a plus de filament dans une direction que dans sa perpendiculaire, la contraction n'est pas égale. Le déséquilibre dans le processus de rétrécissement fait qu'une partie de la pièce "tire" plus que le reste, ce qui fait que les coins se courbent vers le haut s'il n'y a pas une bonne adhérence au lit chauffant.
À ce stade, il est nécessaire de préciser que le nivellement du lit est décisif pour éviter le gauchissement . S'il est hors calibrage, il y aura des secteurs de l'objet avec peu ou pas d'adhérence, et c'est précisément là que la pièce commencera à se soulever.
De plus, il faut vérifier que le lit n'est pas déformé, car à certaines occasions il se déforme, ce qui rend impossible son nivellement correct.
D'autre part, le matériau que nous utilisons pour imprimer influence également le gauchissement. Certains filaments se dilatent et se contractent beaucoup plus que d'autres, étant susceptibles de générer cette déformation indésirable. Le PLA est l'un des matériaux qui génère le moins de déformation, il est donc pratique d'éliminer complètement ce problème en utilisant ce filament, car si nous échouons à utiliser du PLA, il sera totalement impossible de commencer à utiliser de l'ABS ou des filaments plus exigeants.
Un autre élément à prendre en compte est la géométrie de la pièce à imprimer. Les angles aigus sont très sujets au gauchissement, car ils concentrent de grandes forces de traction en un très petit point. Il existe des moyens de réduire l'influence du gauchissement sur ces coins "pointus" grâce aux options du logiciel de laminage ou en utilisant des programmes d'édition 3D. L'objectif est d'augmenter la surface de contact avec le lit chaud, afin de mieux répartir les efforts ponctuels.
Enfin, des facteurs externes ont également une influence lors de l'impression :un courant d'air froid peut provoquer un gauchissement alors même que nous avons établi les meilleurs paramètres d'impression et calibré notre machine en détail. La protection de l'imprimante contre ces facteurs est essentielle pour éviter les problèmes.
Guide sur la façon d'éviter la déformation dans l'impression 3D
En suivant cette série d'étapes, éviter le gauchissement est tout à fait possible. Certains d'entre eux s'appuient sur des problèmes mécaniques, tels que l'étalonnage et le nettoyage du lit, et d'autres s'appuient sur des solutions du programme de laminage. Il est important de tous les vérifier pour assurer une bonne adhérence.
1. Utiliser un boîtier d'imprimante 3D
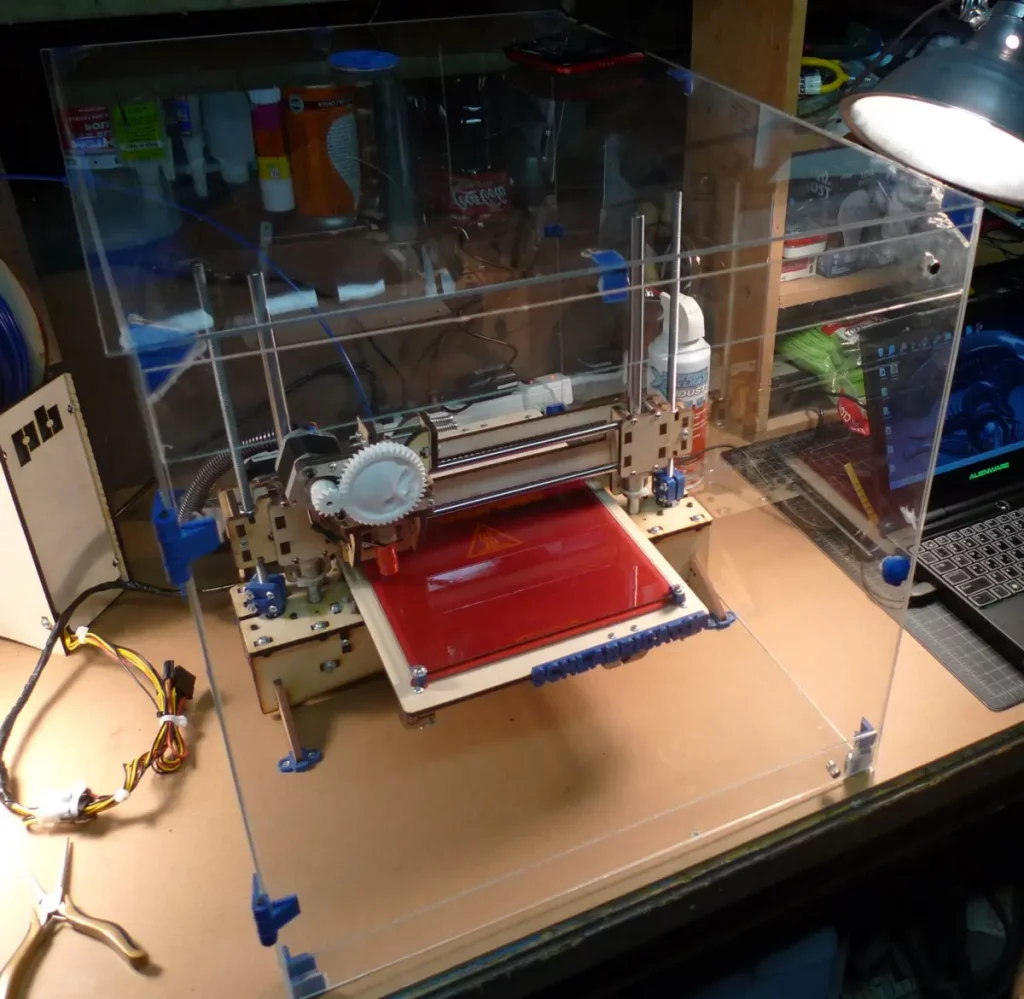
Alors que certaines imprimantes sont déjà livrées avec un couvercle, la grande majorité sont de type ouvert. La fonction de ces enceintes est de maintenir le flux de température autour de la pièce aussi stable que possible pendant le processus d'impression. Un choc thermique soudain produit des contractions soudaines du filament, qui ne parviennent pas à compenser le changement de forme et génèrent un gauchissement ou un délaminage localisé.
La couverture ne doit pas nécessairement être de type professionnel, parfois juste quelques gros morceaux de carton disposés autour de l'imprimante pour arrêter les brouillons entrants. Il existe des guides sur la façon de créer une terrasse à la maison avec des articles courants peu coûteux, ou ils peuvent être achetés assemblés pour un peu plus d'argent.
Il va sans dire que l'utilisation de ventilateurs ou de climatiseurs est déconseillée dans les environnements où fonctionnent des imprimantes 3D, car ils entraînent de grands courants d'air trop froid difficiles à contrer.
2. Bien niveler le lit

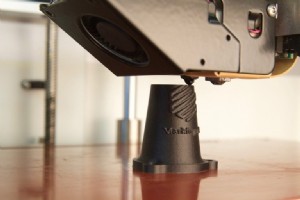
Le nivellement du lit est l'étape la plus importante, il doit donc être effectué soigneusement et méthodiquement chaque fois qu'une différence d'épaisseur est évidente dans la première couche imprimée. Dans l'image suivante, vous pouvez voir à quoi ressemble un lit mal nivelé :
Sur le côté gauche, la buse de l'imprimante est éloignée du lit, de sorte que le fil du filament sort sans coller. Il faut s'attendre à ce que la pièce échoue dans cette zone, car il n'y a rien pour maintenir l'objet en place.
Dans la zone de droite, le lit est trop haut, ce qui fait que la buse s'aplatit contre la base. Le filament ne peut pas sortir de la buse hotend ou il le fait de manière très forcée. Au démarrage de la deuxième couche, l'erreur s'insinuera et l'incohérence de la base provoquera un manque d'adhérence.
Dans la zone médiane, la couche est régulière et homogène. Le filament s'aplatit correctement contre le lit, donnant à l'objet une base ferme et favorisant l'adhérence.
À quelle fréquence le lit doit-il être mis à niveau ?
Il n'y a pas de fréquence obligatoire à laquelle on doit effectuer ce calibrage, mais il est pratique de le faire fréquemment pour éviter de rencontrer la désagréable surprise de se déformer au milieu d'une impression de plusieurs heures.
Une recommandation est de vérifier le calibrage du lit après 10 impressions, ou au moins une fois par semaine en effectuant un test de calibrage comme celui-ci :

qui imprime une fine couche de matériau dans différentes zones de la plate-forme de construction. Ainsi, il est possible de vérifier quel côté ou quel coin du lit est plus haut que le reste.
Niveau avec du papier ou des jauges d'épaisseur
L'un des moyens les plus rapides (et les plus efficaces) de niveler votre lit consiste à utiliser une feuille de papier. L'épaisseur d'une feuille que nous utilisons au bureau est idéale pour permettre un flux de filament correct.
La technique consiste à amener le hotend en position 0 de l'axe Z, à éteindre les moteurs et à parcourir le centre et les 4 coins du lit tout en ajustant les vis de calage à chaque point. Ce faisant, nous devons nous assurer que la feuille de papier glisse entre la buse et le lit avec un certain frottement. Il peut être difficile au début d'obtenir le même degré de friction sur tous les points, mais en répétant le processus 2 ou 3 fois, le lit sera presque parfaitement calibré.
Un détail très important à garder à l'esprit :pour effectuer cette procédure, il est nécessaire que le lit et le hotend soient à la température qui sera utilisée lors de l'impression , puisque comme nous l'avons vu, les matériaux changent de taille lorsqu'ils sont chauds.
L'utilisation d'une jauge d'épaisseur peut aider si vous en avez une à la maison, mais l'utilisation d'une feuille de papier suffit pour obtenir un bon calibrage.
Envisagez un capteur de nivellement automatique
Les systèmes de mise à niveau automatique utilisent différents types de capteurs pour détecter la distance entre le hotend et le lit. Lors du démarrage d'un travail d'impression, nous pouvons ajouter une ligne au code G pour effectuer un nivellement automatique avant de commencer l'impression. Ce processus mesure la distance au lit en différents points, créant une "carte" qui est ensuite utilisée pour compenser les différences de niveau et assurer une bonne première couche.
Parfois, l'utilisation de ces systèmes est le seul moyen d'imprimer correctement, car certaines bases d'impression ont tendance à se déformer et à rendre la tâche de nivellement impossible.
3. Nettoyez le lit après chaque utilisation
Les restes accumulés de saleté, de filament ou de substances utilisées pour améliorer l'adhérence de la première couche peuvent s'accumuler dans des zones du lit et empêcher les objets de coller fermement. Pour éviter cela, il est important de toujours garder le lit propre , en utilisant de l'alcool ou des substances qui n'endommagent pas la surface de travail.
4. Augmenter la température du lit
Dans cette étude, les températures du lit chaud ont été expérimentées, cherchant à établir quelle est la température optimale pour obtenir la meilleure adhérence. La conclusion mentionne que la meilleure température est celle qui dépasse légèrement la température de transition du filament utilisé . A titre d'exemple, dans le cas du PLA, sa température de transition est de 60 ºC. Selon cette proposition, nous devons établir dans notre logiciel une température entre 60 et 65 ºC.
Température idéale pour les filaments les plus courants :
- PLA :60°C
- GPE :80°C
- ABS :105°C
- TPU :En raison de sa composition, il est recommandé de ne pas chauffer la base d'impression, car ce filament génère à lui seul une adhérence suffisante.
5. Utilisez des colles ou de la laque pour cheveux
Il existe plusieurs "remèdes maison" qui sont souvent recommandés, comme l'utilisation d'un bâton de colle, de laque ou encore d'eau sucrée. Le but est de créer une substance qui améliore l'adhérence sur la base d'impression.
Quelle est la meilleure ?
En termes d'adhérence, le spray fixateur donne généralement de très bons résultats appliqué sur des fonds de verre ou de miroir. Le problème avec eux est que leur présentation en aérosol répand le fixateur dans des zones indésirables, comme les ventilateurs ou l'électronique, où il est difficile à nettoyer.
Une alternative beaucoup plus propre et plus pratique est un bâton de colle. S'applique à temps et est facile à nettoyer. Son inconvénient est son prix et la nécessité de nettoyer le lit plus souvent.
6. Désactiver le temps de recharge sur les premières couches
Le refroidisseur de couche ou ventilateur de couche , il peut générer un choc thermique trop brutal dans les premières couches, fragilisant l'union avec la base et finissant par se détacher au milieu de l'impression.
La plupart des programmes de plastification ont la possibilité de désactiver le refroidisseur pour quelques couches ou même de le rendre progressif à mesure que vous imprimez plus haut.
7. Utilisez un bord ou un radeau
Les deux options sont très efficaces, car elles augmentent la surface en contact avec le lit chauffant. Plus la jupe a de lignes, meilleur sera son effet, tant qu'il n'y a pas d'espace entre elle et l'objet.
Le radeau, quant à lui, est particulièrement recommandé pour l'impression de petits objets qui présentent une surface excessivement réduite dans leur première couche.
8. Utilisez du ruban de masquage en papier
Le ruban de papier de peintre, en particulier le bleu, a une rugosité particulièrement adaptée au maintien des pièces lors de l'impression. De plus, il n'est pas affecté par la température et est réutilisable pour plusieurs impressions. En tant qu'inconvénient, lors du retrait des pièces, il peut se détacher ou se casser, ce qui oblige à le retirer et à placer une nouvelle bande, un processus quelque peu fastidieux.
Quelle est la meilleure solution ?
Une fois le lit correctement nivelé, la combinaison de 3 éléments fait du gauchissement une chose du passé :
- Utilisation d'un lit chauffant avec une température légèrement supérieure à la température de transition du matériau utilisé.
- Application d'un spray adhésif ou d'un bâton de colle.
- Mise en place d'un couvercle pour maintenir la température stable pendant toute l'impression.
À titre de recommandation personnelle, bien que de nombreuses imprimantes aient généralement une base magnétique flexible qui est placée sur le lit chauffant, le verre est l'un des meilleurs matériaux à utiliser comme base . Son énorme degré de planéité est garanti et sa dureté signifie qu'il ne se déforme pas à l'usage. De plus, il est facile à nettoyer et peu coûteux à remplacer. Il s'accorde particulièrement bien avec le fixatif capillaire.
Si vous envisagez de remplacer l'une de ces bases spécialisées qui s'est détériorée, je vous recommande d'essayer le verre au moins pendant un certain temps.
Problème supplémentaire :Séparation des calques
Un autre problème qui peut survenir lors de l'utilisation de matériaux à forte amplitude de dilatation-contraction est la séparation des couches. Cela se produit lorsque l'adhérence à la base est bonne, mais que les conditions de stabilité thermique ne sont pas adéquates. Le filament se contracte de manière inégale et certaines couches « tirent » plus fortement que d'autres, les obligeant à se séparer les unes des autres.
Comment résoudre la séparation des calques :
- Utiliser une couverture :En maintenant constante la température autour de l'objet, le gradient thermique est plus petit et les couches se refroidissent uniformément, se contractant en même temps et de la même manière.
- Réduire la hauteur de ligne :Si les couches sont trop hautes, le filament nouvellement extrudé ne s'aplatit pas correctement contre la dernière couche. Réduire la hauteur des couches peut aider à augmenter l'adhérence entre les couches.
- Préchauffer l'imprimante :L'enceinte à l'intérieur de la couverture doit être à une température stable avant de commencer à travailler, il est donc recommandé d'augmenter la température du lit à ce qui sera utilisé lors de l'impression et d'attendre au moins 10 minutes.
- N'ouvrez pas la porte de l'imprimante tant que la pièce n'est pas complètement refroidie : Un refroidissement rapide peut entraîner une séparation des couches même après la fin de l'impression.
Conclusion
Le gauchissement est un problème d'impression très courant chez les novices et les utilisateurs expérimentés, en particulier lors de l'utilisation de filaments qui ont tendance à rétrécir fortement lors du refroidissement. Cela consiste à plier et à soulever les pièces dans un coin, et généralement elles gâchent tout le travail. Il peut être évité en suivant une méthode qui commence par le nivellement correct du lit et se termine en assurant l'adhésion ferme de l'objet et de la base tout au long de l'impression. L'utilisation d'une couverture et l'application d'un certain type de colle minimisent le risque de déformation.
impression en 3D
-

Historique :fabrication additive dans l'armée américaine
-
Impression 3D préparée pour la production avec Onyx
- Markforged prend son envol ! Impression d'un drone en fibre de carbone – Partie 1
- V650 Flex :la solution au manque de fiabilité de l'impression 3D SLA
- Cinq choses que vous ne saviez pas que vous pouviez imprimer en 3D :une série
- Comment les entreprises de dispositifs médicaux arrivent plus rapidement sur le marché
- Partie de la semaine — Bobine supplémentaire et support pour outils de Tony Nutile
- Comment connecter un Ender 3 au WiFi :Guide complet !